Tarkista erittäin lujien pulttien tiiviys jaksollisuudessa. Suosituksia Neuvostoliiton metallurgiaministeriön rakennusten ja rakenteiden teräsrakennusrakenteiden erittäin lujien pulttien kiinnitysnivelten valvonnasta ja teknisestä käytöstä
TEOLLISUUSSTANDARDI
Neuvostoliiton asentamis- ja erityisurakointiministeriön 7. joulukuuta 1982 antamalla määräyksellä käyttöönoton määräajaksi asetettiin 1. heinäkuuta 1983.
Tämä standardi koskee tyypillistä leikkauskestävää prosessia. asennusliitännät päälle erittäin lujat pultit teräsrakenteiden rakentamisessa.
Vakiosarjat tekniset vaatimukset käytettyihin materiaaleihin, kytkettyihin rakenneosiin, työkaluun, samoin kuin prosessin toimintasarjaan, laadunvalvontaan, turvallisuuden perusteisiin.
1. YLEISET MÄÄRÄYKSET
1.1. Korkean lujuuden pultteja, muttereita ja aluslevyjä on käytettävä työstöohjeiden (KM) tai yksityiskohtapiirustusten (KMD) ohjeiden mukaisesti. teräsrakenteet kiinnitetty esine.
1.2. Teosprojektien (PPR) tulisi sisältää työsuunnitelmat tai teknologiset kartataikaansaadaan liitosten toteuttaminen erittäin lujilla pulteilla asennetun esineen erityisolosuhteissa.
1.3. Korkean lujuuden pulteissa olevien liitosten valmistelu, kokoaminen ja hyväksyminen tulee suorittaa henkilön (työnjohtaja, päällikkö) johdolla, joka nimitetään asennusorganisaation määräyksellä, joka vastaa tämän tyyppisten liitosten tekemisestä laitoksessa.
1.4. Yhdistämiseksi lujapultteihin sallitaan vähintään 18-vuotiailla asentajalla, joka on suorittanut erityisen teoreettisen ja käytännön koulutuksen, joka on vahvistettu asennusorganisaation myöntämällä henkilökohtaisella todistuksella näiden töiden suorittamisoikeudesta.
2. TEKNISET VAATIMUKSET
2.1. Aineelliset vaatimukset
2.1.1. Korkean lujuuden pultit, mutterit ja aluslevyt on toimitettava asennettavalle esineelle erissä, jotka on varustettu sertifikaateilla GOST 22353-77, GOST 22354-77, GOST 22355-77, GOST 22356-77.
2.1.2. Hiekkapuhalluksen (helmipuhalluksen) käsittelyyn kosketuspinnat liitetyt rakenneosat, kvartsihiekka standardin GOST 8736-77 mukaan tai ammuttu valuraudasta tai teräksestä standardin GOST 11964-81 E mukaisesti.
2.1.3. Rasvapinnoitteen muodostamiseksi vuorausten kosketuspinnoille on käytettävä liimaa, joka perustuu epoksidi-diaanihartsiin ED-20 standardin GOST 10587 -76 mukaisesti ja carborundum-jauhelaatuihin KZ ja KCh, fraktiot nro 8, 10, 12 standardin GOST 3647-80 mukaisesti.
2.1.4. Pintojen liekkikäsittelyssä tulisi käyttää GOST 5457-75 -asetyleeniä ja GOST 6331-78 -standardin mukaista happea. Asetyleeni ja happi on toimitettava työpaikkaan terässylintereissä standardin GOST 15860 -70 mukaisesti.
2.2. Liitettäviä rakenneosia ja työkalua koskevat vaatimukset
2.2.1. Korkean lujuuden pulttien ja kiristysmutterien ilmainen toimitusmahdollisuus avaimilla ja vääntömomenttiavaimilla olisi tarjottava liitoksille rakentava ratkaisu.
2.2.2. Saumojen asentaminen ei ole sallittua, jos reikiin ympärillä ja niiden sisäpuolella, samoin kuin elementtien reunoihin on porauksia.
Elementtien kosketuspinnat eivät ole pohjamaalattuja ja maalattuja. Viimeisen rivin pulttien akselin ja pohjapinnan välinen etäisyys saa olla vähintään 70 mm.
2.2.3. Nivelissä ei ole sallittua käyttää elementtejä, joiden mittapoikkeamat eivät ole SNiP III-18-75 "Työn valmistus- ja hyväksymissäännöt. Metallirakenteet" -vaatimusten mukaisia. Levyjen yhdistämien elementtien tasoero ei saisi ylittää 0,5 mm mukaan lukien.
2.2.4 Vieritysprofiilien liitoksissa, joissa hyllyjen ei-yhdensuuntaiset pinnat, on käytettävä tasaustiivisteitä.
2.2.5. Reikien nimellisläpimitat ja mustisuus (reikien epäsovitus kootun pakkauksen yksittäisissä osissa) eivät saisi ylittää luvussa SNiP III-18-75 "Työn valmistusta ja hyväksymistä koskevat säännöt. Metallirakenteet" määriteltyjä vaatimuksia.
2.2.6 Ohjaus- ja kalibrointimomenttiavaimet on numeroitava, kalibroitava ja varustettava kalibrointiohjelmilla tai -taulukoilla. Pneumaattisten ja sähköisten jakoavaimien on täytettävä passivaatimukset.
3.1. Valmistelevat toimenpiteet.
3.1.1. Valmisteleviin toimintoihin kuuluvat:
Korkealujuisten pulttien säilöntä ja puhdistus;
Rakenneosien valmistelu;
Laitteen kalibrointi.
3.1.2. Korkean lujuuden pultit, mutterit ja aluslevyt on puhdistettava tehdassuojauksilta, lialta, ruosteelta ja peitettävä ohuella rasvakerroksella. Poistaminen käytöstä ja puhdistus suoritetaan seuraavan tekniikan mukaisesti.
3.1.3. Aseta korkealujuiset pultit, mutterit ja aluslevyt, joiden paino on enintään 30 kg, ristikkosäiliöön.
3.1.4. Upota laitteistoilla täytetyt hilaastiat astiaan, jossa on kiehuvaa vettä 8-10 minuutin ajan ().
3.1.5. Keittämisen jälkeen huuhtele kuumat metalliset esineet seoksessa, joka sisältää 85-prosenttista lyijytöntä bensiiniä GOST 2084-77: n mukaan ja 15-prosenttista moottoriöljyä (tyyppi autol) standardin GOST 20799-75 mukaisesti upottamalla se 2-3 kertaa, minkä jälkeen kuivataan.
3.1.6. Aseta käsitellyt pultit, mutterit ja aluslevyt erikseen suljettuihin laatikoihin, joiden kahvat voivat olla enintään 20 kg, siirtääksesi ne työpaikalle.
1 - lämmityselementti; 2 - trellisoitu säiliö pulteille; 3 - vesisäiliö; 4 - tyhjennystulppa
3.1.7. Kannettavissa astioissa on ilmoitettava koot, pulttien, mutterien ja aluslevyjen lukumäärä, valmistuspäivämäärä, todistusten numerot ja erät.
3.1.8. Puhdistettuja pultteja, muttereita ja aluslevyjä tulee säilyttää suljetuissa laatikoissa enintään 10 päivän ajan, minkä jälkeen on tarpeen suorittaa uudelleenkäsittely kappaleiden mukaisesti. ja.
3.1.9. Reikien ympäriltä ja sisäpuolelta, samoin kuin elementtien reunoista löytyvät poranterät on poistettava kokonaan. Poraus reikien ympärillä ja elementtien reunoilla tulisi suorittaa pneumaattisilla tai sähköisillä puhdistuskoneilla muodostamatta syvennystä, joka häiritsee kosketuspintojen kosketusta, ja reiän sisäpuolella olevien porausten tapauksessa poran kanssa, jonka halkaisija on yhtä suuri kuin pultin halkaisija.
3.1.10. Kun kytkettyjen elementtien tasoero on enemmän kuin 0,5-3,0 mm, mukaan lukien, ulkonevan elementin kohdalla, on tarpeen tehdä viiste puhdistavaksi paineilma- tai sähkökoneeksi 30,0 mm: n etäisyydellä elementin reunasta. Jos tasoero on yli 3,0 mm, on käytettävä tasoitustyynyjä.
3.1.11. Ohjaus- ja kalibrointimomentin jakoavaimien kalibrointi (kalibrointitarkistus) olisi suoritettava kerran vuoroa kohti ennen erikoistyökaluilla tai -laitteilla aloittamista suositellun mukaisesti. Jakoavaimet kalibroidaan suositusten mukaisesti.
3.2. Perustekniikka.
3.2.1. Tärkeimpiin teknisiin toimintoihin kuuluvat:
Kosketuspintakäsittely;
Liitäntöjen kokoaminen;
Korkean lujuuden pulttien asennus;
Kiristys- ja pultin kireyden hallinta.
3.2.2. Kosketuspintojen käsittelymenetelmä valitaan kitkokerroimen, joka on esitetty piirustuksissa KM tai KMD ja luvussa SNiP II-23 -81 "Teräsrakenteet. Suunnitteluvaatimukset".
Seuraavat kosketuspintakäsittelymenetelmät on perustettu, jotka suoritetaan asennuspaikalla: hiekkapuhallus (hauraspuhallus); kaasu liekki; metalliharjat; luuston kitka,
3.2.3. Liitettävien elementtien kosketuspinta (hiekkapuhallus) tulee suorittaa hiekkapuhallus- tai puhalluspuhalluslaitteilla GOST 11046-69 (ST SEV3110-81) mukaisesti.
Kun hiekkapuhallus (puhalluspuhallus) kosketuspinnat, myllyn vaahto ja ruoste on poistettava kokonaan, kunnes homogeeninen pinta on väriltään vaaleanharmaa.
3.2.4. Kosketuspintojen kaasuliekkikäsittely on suoritettava käyttämällä laaja-alaisia \u200b\u200bkaasuliekkopolttimia GAO-60 tai GAO-2-72 standardin GOST 17357-71 mukaisesti.
Kaasu-liekki-käsittely on sallittu vähintään 5,0 mm: n metallin paksuudella.
Polttimen kulkunopeus 1 m / min metallin paksuuden ollessa yli 10 mm ja 1,5-2 m / min - metallin paksuuden ollessa jopa 10 mm mukaan lukien.
Palamistuotteet ja vaa'at tulee pyyhkiä pois pehmeällä langalla ja sitten hiusharjoilla.
Liekkikäsittelyn jälkeen pinnassa ei saa olla likaa, maalia, öljy tahroja ja helposti kuorittu vaahto. Tehdasasteikon poistaminen kokonaan on valinnaista.
Kaasun liekin käsittelylaitteet ja lyhyt kuvaus tekninen eritelmä laitteet lueteltu suosituksessa.
3.2.5. Kosketuspintojen käsittely metalliharjoilla tulisi suorittaa pneumaattisilla tai sähköisillä puhdistuskoneilla, joiden merkit on ilmoitettu suosituksessa.
Puhdistettuja kosketuspintoja ei saa tuoda metallisiin kiiltoihin.
3.2.6. Liimapäällyste tyynyjen kosketuspinnoille levitetään pääsääntöisesti metallirakenteiden valmistuslaitoksissa.
Teknologinen prosessi kytkinpäällysteen saaminen tarjoaa:
Vuorien kosketuspintojen käsittely hiekkapuhalluslaitteissa GOST 11046-69 (ST SEV 3110-81) mukaisesti;
Epoksipolyamidiliima-alustajen levitys käsitellyille kosketuspinnoille;
Levitys kovetamattomalle liimalle karborundumjauheella.
Liimapäällysteen turvallisuus tulisi varmistaa pakkaamalla vuoraukset koko niiden lastaamisen, kuljetuksen, purkamisen ja varastoinnin ajan rakennuspaikalla.
Liimattujen kitkavuorausten säilyvyysaika on rajaton.
Liimapinnoitteen koostumus on annettu suosituksessa.
Liitettävien pääelementtien kosketuspinnat on harjattava ennen kokoamista
3.2.7. Yhdistettyjen rakenneosien kosketuspintojen metallointikäsittely (sinkitys, aluminisointi) tehdään pääsääntöisesti metallirakenteiden valmistuslaitoksissa.
3.2.8. Käsitellyt pinnat on suojattava lialta, öljyltä ja jään muodostumiselta. Hiekkapuhalluksella (puhalluspuhalluksella), liekkimenetelmillä tai metalliharjoilla käsiteltyjen rakenteiden säilyvyys ennen kokoamista ei saa ylittää kolme päivää, minkä jälkeen pinnat on käsiteltävä uudelleen kappaleiden mukaisesti. .
Toistuvan käsittelyn aikana hiekkapuhalluksella (helmipuhalluksella) käsitellyt pinnat voidaan puhdistaa kaasuliekkomenetelmällä.
3.2.9. Puhdistamattomat kosketuspinnat on puhdistettava lialta ja irrotettava pinta metalliharjoilla; öljyttömästä lyijyttömästä bensiinistä, jäästä - hakettamalla.
3.2.10. Nivelten kokoaminen erittäin lujiin pulteihin sisältää seuraavat toimenpiteet:
Reikien kohdistaminen ja kiinnitys liitoselementtien suunnitteluasentoon asennustulppien avulla, joiden lukumäärän tulisi olla 10% reikien lukumäärästä, mutta vähintään 2 kpl;
Korkean lujuuden pulttien asennus reikiin, joissa ei ole asennustulppia;
Tiukka pakkaustaso;
Asennettujen lujien pulttien kireys KM: n ja KMD: n piirustuksissa määriteltyä voimaa varten;
Poista asennustulpat, aseta lujat pultit irrotettuihin reikiin ja kiristä ne suunnittelupyrkimyksiin;
Pohjustusyhdiste.
3.2.11. Korkean lujuuden pulttien päiden ja mutterien alle on tarpeen laittaa vain yksi lämpökäsitelty aluslevy standardin GOST 22355-77 mukaisesti.
Pultin ulkonevassa päässä on oltava vähintään yksi lankalanka mutterin päällä.
3.2.12. Jos reiät eivät ole yhteneväiset, niiden työstö pinnoitettuihin elementteihin tulee suorittaa ilman jäähdytysainetta.
3.2.13. Korkean lujuuden pulttien alustava ja viimeinen kiristys on suoritettava liitoksen keskeltä reunoihin tai liitoksen tiukimmasta kohdasta kohti sen vapaita reunoja.
Korkean lujuuden pulttien kiristysmenetelmä tulee ilmoittaa KM: n tai KMD: n piirustuksissa.
Jos ohjeita ei ole, asennusyritys valitsee kiristysmenetelmän suosituksen mukaan.
4. HYVÄKSYNTÖSÄÄNNÖT JA VALVONTAA KOSKEVAT MENETTELYT
4.1. Tehtyään asennusyhteyden erittäin lujilla pulteilla, ryhmänjohtajan on leimattava yhteys henkilökohtaisella leimalla (numerosarjalla) ja esitettävä valmis yhteys vastaavalle henkilölle.
4.2. Tarkastamisen ja varmentamisen jälkeen vastuuhenkilön (päällikkö, työnjohtaja) on esitettävä valmis yhteys asiakkaan edustajalle. Ellei asiakas ole kommentoinut, yhteys on katsottava hyväksytyksi ja vastuuhenkilö kirjoittaa hänestä kaikki tarvittavat tiedot vahvojen pulttien asennusyhteyslokiin (katso pakollinen).
4.3. Hyväksymisen jälkeen valmis yhdiste tulee pohjustaa ja maalata. Maaperän ja maalimateriaalin laatu hyväksytään Neuvostoliiton terveysministeriön hyväksymän "Rakennuskäyttöön sallittujen polymeerimateriaalien ja tuotteiden luettelon" mukaisesti, samoin kuin metallirakenteiden maalaamiseen ja maalaamiseen. Maaperän ja maalin laatu tulee ilmoittaa KM: n ja KMD: n piirustuksissa.
4.4. Vastuuhenkilö tarkistaa korkealujuisten pulttien liitosten laadun toiminnan valvonnan avulla. Seuraavat ovat valvonnan alaisia:
Kosketuspintojen käsittelylaatu;
Asennettujen pulttien, mutterien ja aluslevyjen vaatimustenmukaisuus GOST 22353-77, GOST 22354-77, GOST 22355-77, GOST 22356-77, samoin kuin muut vaatimukset, jotka on määritelty KM: n ja KMD: n piirustuksissa;
Aluslevyjen läsnäolo pulttien ja mutterien päiden alla;
Valmistajan tuotemerkin esiintyminen pultinpäässä;
Mutterin yläpuolella olevan pultin kierteen ulkonevan osan pituus;
Yhdisteen kokoonpanoa johtavan työnjohtajan leimautuminen.
4.5. Kosketuspintojen käsittelylaatu tarkistetaan silmämääräisesti tarkasti ennen nivelten kokoamista. Tarkastuksen tulokset on kirjattava päiväkirjaan (katso pakollinen).
4.6. Pultin kireyden vaatimustenmukaisuus suunnittelun kanssa tarkistetaan kiristysmenetelmästä riippuen. Todellisen kiertymismomentin poikkeama KM- ja KMD-piirustuksissa ilmoitetusta hetkestä ei saisi ylittää 20%.
Mutterin kiertokulma määräytyy merkintöjen sijainnin avulla pultin ja mutterin ulkonevassa päässä. Kaksivaiheisella pultin kireydellä kiertymiskulman poikkeaman tulisi olla ± 15 °, yksivaiheisella - ± 30 °.
Pultit, joissa merkkien sijainti on määriteltyjen rajojen ulkopuolella, on löysättävä ja kiristettävä uudelleen.
4.7. Korkean lujuuden pulttien kireys tarkistetaan kalibroidulla vääntöavaimella tai kalibroidulla säätöavaimella.
Pultin kireyttä tulisi valvoa pistokokein: kun nivelissä olevien pulttien lukumäärä on enintään 5, pultteista säädetään 100%, pulttien lukumäärä 6 - 20 - vähintään 5, suuremman lukumäärän kanssa - vähintään 25% nivelen pultteista.
Jos tarkastuksen aikana havaitaan vähintään yksi pultti, jonka kireys ei vastaa tämän standardin vaatimuksia, silloin 100% liitoksen pultteista on tarkastettava. Tässä tapauksessa pulttien kireys tulee saada vaadittuun arvoon.
Supistettavan pussin tiheyttä säädetään 0,3 mm: n koettimilla. Anturin ei tulisi kulkea tasojen välillä kytkettyjen elementtien ääriviivaa pitkin.
4.10. Valmiin esineen vastaanottamisen yhteydessä esitettävien asiakirjojen, lukuun SNiP III-18-75 "Työn valmistusta ja hyväksymistä koskevat säännöt. Metallirakenteet", sisältyvien asiakirjojen lisäksi on oltava:
Magazine lujuuspulttien kiinnitysliitoksista;
Pulttien, mutterien ja aluslevyjen todistukset;
5.4. Asennuspaikan sähköturvallisuus on varmistettava standardin GOST 12.1.013-78 vaatimusten mukaisesti.
5.5. Kun käsitellään kosketuspintoja hiekkapuhalluslaitteilla, tulee noudattaa "Painesäiliöiden suunnittelua ja turvallisuutta koskevia sääntöjä", jotka Neuvostoliiton valtion tekninen tarkastus on hyväksynyt.
5.6. Hiekkapuhalluspaikka (ampumispuhallus) tulee olla aidattu ja sen lähellä on ripustettava asianmukaiset varoitusmerkit ja kirjoitukset.
5.7. Pintakäsittelyyn tarkoitetut hiekkapuhallusmateriaalit (hiekkapuhallus, metallihiekka) tulee varastoida astioihin, joissa on tiiviisti suljettu kansi.
5.8. Hiekkapuhalluslaitteiden käyttäjälle ja aputyöntekijälle toimitetaan avaruuspuvut tai kypärät, jotka toimittavat puhdasta ilmaa.
5.9. Avaruuspukuun syötetty ilma on ensin johdettava suodattimen läpi pölyn, veden ja öljyn poistamiseksi.
5.10. Operaattorin ja ylimääräisen työntekijän työasemien välillä, jotka sijaitsevat lähellä hiekkapuhalluskonetta (helmipuhallus), olisi annettava ääni- tai valohälytys.
5.11. Käsitellessään kosketuspintoja metalliharjoilla (käsin ja mekaanisesti), työntekijät on varustettava GOST 12.4.003-80 -standardin mukaisilla suojalasilla tai naamioilla, lapasilla ja hengityksensuojaimilla.
5.12. Kun käsitellään kosketuspintoja kaasuliekin avulla, on välttämätöntä noudattaa luvun SNiP III-4-80 "Työn valmistusta ja hyväksymistä koskevat säännöt. Rakennuksen turvallisuus" vaatimuksia sekä Neuvostoliiton terveysministeriön hyväksymiä metallien hitsausta ja leikkaamista koskevia terveysmääräyksiä.
5.13. Kaasuliekin tuotantotilat olisi vapautettava vähintään 5 m säteellä palavista aineista ja 10 m säteellä räjähtävistä materiaaleista ja laitteistoista (mukaan lukien kaasusylinterit ja kaasugeneraattorit).
5.14. Ei ole sallittua suorittaa rakennuselementtien pintojen kaasu liekkikäsittelyä sateisella säällä ulkona ilman katosta.
5.15. Suorittaessaan kosketuspintojen liekinkäsittelyä työntekijät on varustettava suljetun tyyppisillä suojalasilla, joissa on luokan G-1 tai G-2 lasisuodattimet.
Aputyöntekijöille on toimitettava suojalasit, joissa on luokan B-1 tai B-2 lasisuodattimet.
5.16. Liimakerroksen levitys vuorausten pinnalle tulisi pääsääntöisesti suorittaa tuotantolaitoksissa. Tällöin on noudatettava standardien GOST 12.3.008-75, GOST 12.3.016 -79 ja GOST 10587 -76 mukaisia \u200b\u200bturvallisuusvaatimuksia sekä turvallisuussääntöjä työskennellessä synteettisten liimojen kanssa.
5.17. Liiman valmistelu ja liimapinnoitteiden levitys tulisi suorittaa erillisessä huoneessa, joka on varustettu vaihto- ja paikallisella ilmanvaihdolla.
5.18. Epoksidiaanihartsien kanssa työskentelevät henkilöt olisi varustettava suojavaatetuksella ja käsineillä.
Ihon suojaamiseksi epoksidiaanihartsien vaikutuksilta on käytettävä suojapastia ja voiteita, jotka perustuvat lanoliiniin, vaseliiniin tai risiiniöljyyn.
5.19. Liimapinnoitteiden levitystila on varustettava palonsammutusvälineillä - hiilidioksidilla ja vaahtosammuttimilla.
5.20. Pulttien, mutterien ja aluslevyjen jäädyttäminen tulee suorittaa avoimella alueella katossa.
5.21. Kun keitetään laitteistoa vedessä, kylpy on maadoitettava. Rautatavaran uudelleen säilytävien työntekijöiden ei tulisi olla suorassa kosketuksessa kiehuvaan ja voitelukylpyyn. Kuormausprosessi tulisi mekanisoida.
5.22. Asennustoimenpiteiden aikana reikien kohdistaminen ja niiden sattuman tarkistaminen asennetuissa rakenneosissa on tehtävä erityisellä työkalulla - kartiomaisilla tuurilla, asennustulppilla jne. Reikien sattuman tarkistaminen sormilla ei ole sallittua.
5.23. Mekanismien, pienimuotoisen koneistuksen, mukaan lukien kunnossapito, toiminta tulisi suorittaa luvun SNiP III-4-80 "Työn tuotantoa ja hyväksyntää koskevat säännöt. Rakennuksen turvallisuus" ja valmistajien ohjeiden mukaisesti.
5.24. Kädessä pidettäviä koneita käytettäessä on noudatettava GOST 12.1.012-79 (ST SEV 1932-79, ST SEV 2602-80) ja GOST 12.2.010-75 asettamia turvallisuusmääräyksiä sekä valmistajien ohjeita.
5.25. Työmenetelmä käsikäyttöisten sähkö- ja pneumaattisten koneiden ja jakoavaimien kanssa olisi vahvistettava "Vibro-vaarallisissa ammateissa työskentelevien työntekijöiden työjärjestelyjä koskevan asetuksen kehittämissuositusten", jotka hyväksyivät joulukuussa 1971 ammattiliittojen keskusneuvosto, Neuvostoliiton terveysministeriö ja Neuvostoliiton työministeriön ministerineuvoston valtion komitea. palkat ja valmistajien ohjeet työskennellä tietyntyyppisillä koneilla.
5.26. Valmiiden liitosten pohjustus ja maalaus korkealujuuksisilla pulteilla tulee suorittaa metallirakenteiden kokoamispaikalla.
5.27. Vain työntekijät, jotka tuntevat käytettyjen laitteiden ja materiaalien turvallisen käsittelyn säännöt ja tuntevat paloturvallisuusmääräykset, saavat työskennellä nivelten pohjustamisessa.
5.28. Yhdisteiden liimaukseen ja maalaamiseen osallistuvien työntekijöiden on suoritettava lääketieteellinen tarkastus Neuvostoliiton terveysministeriön määräyksen nro 400, päivätty 05/30/1969, "Työntekijöiden alustavia seulontoja ja määräaikaisia \u200b\u200blääkärintarkastuksia" koskevien vaatimusten mukaisesti.
5.29. Väliaikaiset tuotanto- ja aputilat olisi varustettava ilmanvaihdolla ja valaistuksella sekä palonsammutuslaitteilla standardin GOST 12.4.009 -75 vaatimusten mukaisesti.
Esimerkki KTR - 3 vääntömomenttiavaimen kalibroinnista 1
1) Kokoonpano-organisaatiot valmistavat KTR-3-avaimia Terästeollisuuden tutkimuskeskuksen piirustusten mukaisesti.
Momenttiavaimet kalibroi erityisissä kalibrointitelineissä tai ripustamalla annetun arvon kuorma kahvaan. Momenttiavain ripustetaan kuusikulmaiseen tuuriin tai kiristettyyn lujaan pulttiin siten, että sen kahva on vaaka-asennossa (katso piirros).
Momenttiavaimen kalibrointiohjelma

1-hitsattu kuusikulmio tai kiristetty erittäin luja pultti; 2-jäykkä tuki; 3-valossa; 4 - kalibroitu avain; 5-taratavara
Kiinteässä kohdassa avaimen päässä kuorman massa
![]()
jossa M 3 - arvioitu vääntömomentti;
A3- momentti, joka on yhtä suuri kuin avaimen massa, joka on etäisyydellä sen painopisteestä karan tai pultin akseliin;
l- etäisyys kuorman painopisteestä turan tai pultin akseliin.
Kuorman ollessa keskeytettynä, laskennan suorittaa tallennuslaite, esimerkiksi osoitin, jonka kellotyyppi on IC 10 mm standardin GOST 577-68 mukaisesti. Mittaus suoritetaan 2-3 kertaa, kunnes saadaan vakaa tulos. Kalibrointitulokset syötetään avaimen kalibrointilokiin (katso pakollinen).
Korkean jännityksen pultin kiristysmenetelmät
1. Korkean lujuuden pultien kiristys kiristyshetkellä
1.1. Korkean lujuuden pulttien kireys suunnittelupyrkimyksiin olisi tehtävä kiristämällä mutterit vääntömomenttiavaimella vääntömomentin arvioituun arvoon. Korkean lujuuden pulttien kiristämiseen tarvittavan MZ: n kiertymismomentin suuruus määritetään kaavalla:
M Z = kPD,
että - kunkin pultti-erän kiertymiskerroimen keskimääräinen arvo sertifikaatin mukaisesti tai asennuspaikan ohjauslaitteiden avulla asetettu;
P - ruuvien kiristysvoima, joka on määritelty piirustuksissa KM ja KMD;
d - pultin nimellishalkaisija.
1.2. Kiristä mutterit esijännitteillä käyttämällä suositellussa asennuksessa määriteltyjä pneumaattisia tai sähköisiä jakoavaimia ja momenttiavaimia.
1.3. Kun kiristät pulttia, pidä pään tai mutterin pyörimistä asennusavaimella. Jos kierto ei lopu pultin vetämisen jälkeen, pultti ja mutteri on vaihdettava.
1.4. Kiristysmomentti tulee kirjata avaimen liikkuessa suuntaan, joka lisää jännitystä.
Kiristä sujuvasti ilman nykimistä.
1.5. Vääntömomenttiavaimet on numeroitava ja kalibroitava. Ne tulisi kalibroida vuoron alkaessa.
2. Korkean lujuuden pulttien kiristys mutterin pyörimiskulmaa pitkin
2.1. Korkean lujuuden pultit on asennettava reikiin, joissa ei ole asennustulppia, ja kiristettävä jakoavaimella, joka on säädetty kiristyshetkellä 800 N m. Jokainen pultti on kiristettävä ennen mutterin pyörimisen lopettamista. Kun asennustulpat on poistettu ja korvattu pulteilla, ruuvit on kiristettävä 800 N m: n kiristyksen yhteydessä.
2.2. Mutterien pyörimiskulman säätämiseksi on tarpeen merkitä pulttien ulkonevat päät yhdistelmätyökalulla (katso kaavio) tai maalilla.
Yhdistetty booli
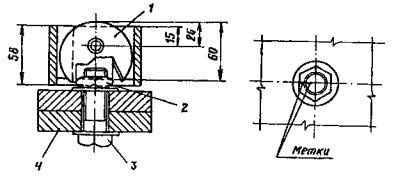
1 - rei'itys; 2 - mutteri; 3 - erittäin luja pultti; 4 - paketti
2.3. Viimeinen kiristys tehdään jakoavaimella, jota säädetään kiristyshetkellä 1600 N m, mutterin tulisi kääntyä taulukossa ilmoitetussa kulmassa.
3. Jakoavainten kalibrointi mutterin pyörimiskulman avulla
3.1. Jakoavainten kalibrointi tulisi suorittaa erityisellä kalibrointipaketilla, joka koostuu kolmesta kappaleesta, joiden reikämäärä on vähintään 20.
Korkean lujuuden pultit työnnetään kalibrointipaketin reikiin ja kiristetään jakoavaimella, kunnes mutteri lakkaa kääntymästä. Ryhmä pultteja (kalibrointipultteja) vähintään 5 kpl. älä vedä.
Kalibrointipultit on kiristettävä manuaalisesti asennusavaimella, jonka kahvan pituus on 0,3 m vikaantumiseen saakka (alkuasento).
3.2. Valmistettuihin kalibrointipultteihin kalibroidaan jakoavain.
3.3. Paineilman paine säädetään siten, että mutteria kiertämällä 180 ± 30 ° kulmassa alkuperäisestä asennostaan \u200b\u200bjakoavain epäonnistuu.
Ilmanpaine on tarkistettava säännöllisesti.
Ilmanpaineen säätö tulee suorittaa GOST 2405 -72-painemittarin mukaan, joka on asennettu kohtaan, jossa jakoavainletku on kytketty linjaan.
3.4. Kalibroitaessa jakoavainta (mutterin pyörimiskulman seuraamiseksi) on vaihdettavaan päähän kohdistettava riskejä.
3.5. Jakoavainta pidetään kalibroituna, jos mutterin pyörimiskulma kaikkien ruuvien kiristyksen aikana jakoavaimen vikaantumishetkellä on 180 + 30 °.
3.6. Jakoavaimen kalibrointitulokset on syötettävä jakoavaimen kalibrointilokiin (katso pakollinen).
3.7. Jos paineilman paine muuttuu jakoavaimen toimintahäiriön poistamisen jälkeen, on tarpeen suorittaa tarkistuskalibrointi.
Palontorjuntalaitteet
|
Laitteen nimi |
Lyhyt tekninen eritelmä |
|
Poltin GAO-60, GAO-2-72 GOST 17357-71 (1 kpl) |
Leveä, moni liekki, 1 työleveys 100 mm. |
|
Happisylinterit (3 kpl) |
|
|
Asetyleenisylinterit (2 kpl) |
|
|
Pelkistävä pallohappi DKD15-65 tai RKD-15-81 |
Suurin ylipaine tuloaukossa - 1962 · 10 4 Pa; työskentelevä ylipaine - 78,48 · 10 4 Pa; läpijuoksu enimmäispaineessa - 23 m 3 / h |
|
Pelkistyspalloasetyleeni RD-2AM, DAP-1-65 |
Suurin ylipaine tuloaukossa - 245,25 · 10 4 Pa; työskentelyylipaine - välillä 0,981 · 10 4 Pa \u200b\u200b- 14,715 · 10 4 Pa; suorituskyky - 5 m 3 / h |
|
Kumikangasholkit hapen syöttämistä varten (GOST 9356-75), sisähalkaisija 9,0 ja ulkohalkaisija 18 mm |
Työskentelyylipaine - 147,15 · 10 4 Pa |
Laitteet, mekanismit ja työkalut, joita käytetään kosketuspintojen, kytkettyjen elementtien ja lujapulttien kiristämiseen
Sähkökäyttöisten ja pneumaattisten hiontakäyttöisten koneiden ja jakoavaimien (taulukko 1) värähtelytasot eivät ylitä standardeissa GOST 16519-79 (ST SEV 716-77) ja GOST 12.1.012 -78 vahvistettuja.
Taulukko 1
|
nimi |
Tuotemerkki Standard |
tapaaminen |
|
Sähköiset kiintoavaimet |
Korkean lujuuden pulttien kiristämiseen asennus- ja asennustöiden aikana |
|
|
Pneumaattiset iskuavaimet |
GOST 10210-74 |
|
|
jakoavaimen |
Kokoonpanojen esiasennus |
|
|
Sähköhiomakäsikoneet |
Strippaustyöhön |
|
|
Sähkökäyttöiset kulmahiomakoneet |
||
|
Pneumaattiset kuorintakäsikoneet |
Metallipintojen puhdistamiseen ruostetta ja vaahtoa |
|
|
Kaasupolttimet |
GOST 17357-71 |
Kosketuspinnoille |
Sähköisten ja pneumaattisten käsikäyttöisten koneiden ja jakoavaimien melutasot eivät ylitä standardissa GOST 12.1.003-76 vahvistettuja. Liitettyjen elementtien kosketuspintojen prosessoinnissa ja lujapulttien kiristämisessä käytettyjen sähköisten ja pneumaattisten käsikäyttöisten koneiden värähtelyparametrit ja meluominaisuudet on esitetty taulukossa. 2 ja 3.
Taulukko 2
Tärinäparametrit
|
Tärinänopeuden logaritmiset tasot, dB |
||||||||
Taulukko 3
Meluominaisuudet
|
Auton merkki |
Oktaanikaistojen geometriset keskitaajuudet, Hz |
|||||||
|
Äänitehotaso, dB |
||||||||
näytteleminen
|
KOORDINOITU Korjausosaston päällikkö |
Vakuutan TsNIIproektstalkonstruktsiyan johtaja |
||||||||||||
|
A. N. Rakitin |
V. V. Larionov |
||||||||||||
|
Instituutin pääinsinööri |
S.K. Kanevsky |
||||||||||||
|
Arabiemiirikuntien osaston päällikkö |
V. N. Lazutin |
||||||||||||
|
Sijainen. niiden pää. osasto |
V.P. Velikhov |
||||||||||||
|
Art. Scien. et ai. UAE, tohtori |
A. N. Bengert |
||||||||||||
Viime vuosina metallirakenteiden suunnittelussa ja asennuksessa on tapahtunut merkittäviä muutoksia. Uusien valssattujen profiilien, lujan teräksen ja parantuneen laskennan käytön lisäksi on ollut taipumus kasvattaa metallirakenteiden tilavuutta kiinnitysnivelillä eri lujuusluokkien, myös lujuusluokan pultteihin.
Suuresta määrästä lyhytaikaisia \u200b\u200bhitsauksia on tullut vakava este hitsausprosessien mekanisoinnille ja automatisoinnille asennuksen yhteydessä. Pulttiliitokset antavat asennuspaikan olosuhteissa käyttää kovahitsattuja, lujia teräksiä rakenteissa. Pulttiliitännät antavat ammattitaidottomien työntekijöiden työskennellä samanaikaisesti suuressa määrässä solmuja. Sovelluksen tehokkuus ruuviliitokset muodostettu kokoonpanoyksiköiden suunnittelu- ja valmistusvaiheessa. Neuvostoliiton Gosstroyn mukaan pulttien metallirakenteiden mahdollisen käytön arvioitu määrä on 60-65% teollisuuden kokonaistuotannosta. rakennusrakenteet. Useiden metallitehtaiden heikkojen teknisten laitteiden, huonon suunnittelun laadun ja monien muiden syiden vuoksi Neuvostoliitossa kuitenkin vain 15-20% rakenteista valmistetaan pulttiliitoksilla.
Rautametallurgian viime vuosien rakenteet (paitsi levylevyt) on suunniteltu pääasiassa liitoksilla lujapultteihin.
Kun valvotaan erittäin lujien pulttien kiinnitysnivelten kiinnittämistä, erityistä huomiota tulisi kiinnittää teollisuuden toimittamiin erittäin lujiin pultteihin vuosina 1970-80. väliaikaisella vastuksella 120, 135 ja 155 kg / mm. Tällaiset pultit asennetaan useisiin malleihin Cherepovetsissa, Lipetskin metallurgialaitoksissa, Magnitogorskissa ja muissa. Näillä pulteilla, koska kovuuden ylärajalle ei ole rajoituksia, on lisääntynyt kyky ZHR: hen (viivästynyt hauras murtuma).
Vaarallisin jakso on ensimmäiset 1-3 vuotta toiminnan aloittamisen jälkeen. Pultit "ammuvat" ilman näkyvää ulkoista kuormaa. ZHR: hen on kiinnitetty huomiota kaikissa viime vuosien rakennuksissa.
Useissa laitoksissa vuosien käytön jälkeen tehdyt tutkimukset ovat osoittaneet, että pultin kireyden lasku on vähäinen. Mutta koska asennustöiden suorittamisessa pultit ovat pulaa mahdollisia, niin rakenteiden käyttöprosessissa asennettujen pulttien kireyden tarkka tarkistus vaaditaan. Pulttiliitosten ohjaaminen on paljon yksinkertaisempaa kuin hitsattujen liitosten, koska hitsattuissa liitoksissa on suurempaa todennäköisyyttä piilotettujen hitsavirheiden suhteen kuin ruuviliitoksissa. Tärkein tapa ohjata ruuviliitoksia on visuaalinen.
Nämä suositukset antavat mahdollisuuden Neuvostoliiton metallurgiaministeriön laitosten toimintapalvelulle varmistaakseen valvottujen rakennusten ja rakenteiden häiriöttömän toiminnan.
Suosituksia olisi mukautettava viiden vuoden välein.
1. YLEISET MÄÄRÄYKSET
1. YLEISET MÄÄRÄYKSET
1.1. Nämä suositukset kehitettiin Neuvostoliiton teollisuusministeriön 9.XII.1988 antaman määräyksen nro 759 ja Neuvostoliiton teräsrakentamisen tutkimuslaitoksen Gosstroyn ja Neuvostoliiton teollisuusministeriön Cherepovetsin terästehtaan välillä 19. huhtikuuta 1989 tehdyn sopimuksen N: o P47-6882 mukaisesti ja ovat kehitysosastoa. Teollisuusohjeasiakirjan ORD 00 00089 7 kohta "Teollisuusrakennusten teräsrakenteiden tekninen kunnossapito".
1.2. Suositukset kattavat valvonnan ja tekninen toiminta metallirakenteet rakennuksissa ja rautametallurgiayritysten rakenteet, joissa on liitokset korkealujuuksisilla pulteilla, jotka on suunniteltu Neuvostoliiton standardien mukaisesti ja joita käytetään alueilla, joiden suunnittelulämpötila on -65 ° C.
1.3. Hyväksyessään hyväksyntäkomiteassa rakenteita, joissa on liitokset lujilla pulteilla, teknisen valvonnan edustajan osallistuminen yrityksen rakennusten ja rakenteiden toimintaan on pakollista.
1.4. Korkean lujuuden pulttien kiinnitysnivelten teknisestä kunnosta työpajan tilauksesta vastaa korjaamon tekniset ja tekniset työntekijät, joille on suoritettava asianmukainen teoreettinen ja käytännöllinen koulutus, tuntevat vaatimukset lujuuspultteihin liittämistä varten ja heillä on todistus (liitteet NN 7; 8).
1.5. Asennusyhteyksien ja kunnostustöiden suoran tarkastuksen tulisi suorittaa erityiskoulutetut asiantuntijat, joilla on asianmukaiset taidot ja sertifikaatit. Vaikeasti tavoitettavissa korkeuspaikoissa tutkimukset tehdään kiipeilijöiden osallistumisella.
1.6. Suoraan tutkimukseen osallistuvien rakennusten ja rakennusten käytön asiantuntijoiden on suoritettava asianmukainen koulutus, heillä on oltava todistus ja lupa pysyä parhaimmillaan.
Asiantuntijoiden lukumäärä määritetään yhden tekniikan perusteella 100 tuhatta lujaa pulttia kohti.
1.7. Korkean lujuuden pulttien kitkaliitosten piirre on, että voimat eivät koe pulttien leikkautumisesta ja seinän murskaamisesta, vaan kosketuspinnoista, jotka aiheutuvat kosketuspintojen välillä ja kiristetään erittäin lujalla pultilla. Tältä osin erittäin lujien pulttien kireyden suuruus ja kytkettyjen elementtien kitkapintojen valmistuksen laatu ovat ratkaisevan tärkeitä ja sitä valvotaan testin aikana. Korkealujuisten pulttien riittämätön kireys kitkaliitoksissa voi johtaa elementtien “liukumiseen”, kun taas pultit toimivat leikkaamiseen, elementit leikkaukseen. Lisäksi elementtien keskinäisestä siirtymästä johtuva geometrisen muodon rikkominen on mahdollista - pultit tulevat toimimaan epätasaisesti, koska reikien ja pulttien halkaisijoiden ero voi olla 6 mm SNiP III-18-75 Taulukko 4 ja mahdolliset tapaukset peräkkäisestä pulttien tuhoutumisesta.
________________
* Alueella Venäjän federaatio asiakirja ei kelpaa. Toimivat GOST 23118-99 ja SNiP 3.03.01-87 jäljempänä. - Tietokannan valmistajan huomautus.
1.8. Tutkimuksissa havaittiin, että ratkaiseva vaikutus pulttien luotettavuuteen tapahtuu niiden mekaanisten ominaisuuksien (väliaikainen vetolujuus, venymä ja supistuminen, iskulujuus) tasoilla, jotka määritetään lämpökäsittelyolosuhteissa.
Pääominaisuus näistä ominaisuuksista on väliaikainen vetolujuus, jota säädetään sen ylärajalla. Liian voimakkaat pultit (merkinnät 135 ja 155), joilla on lisääntynyt kovuus, ovat alttiita viivästyneelle hauraalle murtumalle ja vaativat tarkempaa tarkkailua ja yhdisteen useampaa tutkimista.
2. MATERIAALIT, TUOTTEET JA NIIDEN SOVELTAMISEN EDELLYTYKSET
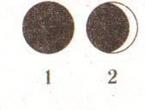
2.1. Teräsrakenneosien yhdistämiseen käytetään vaatimusten mukaisesti valmistettuja lujia pultteja, muttereita ja aluslevyjä. GOST 22353-77 * 22356-77 ** tai TU 14-4-1345-85 ja normaalin lujuuden pultit standardin GOST 1759-70 mukaisesti (kuva 1).
________________
* Asiakirja ei kelpaa Venäjän federaation alueella. Toimii GOST R 52644-2006 jäljempänä;
** Asiakirja ei kelpaa Venäjän federaation alueella. Toimii GOST R 52643-2006 jäljempänä;
*** Asiakirja ei kelpaa Venäjän federaation alueella. Toimivat GOST 1759,0-87 , GOST R ISO 4759-1-2009 , GOST R ISO 6157-1-2009 , GOST R ISO 6157-2-2009 , GOST R 52627-2006 ja GOST R 52628-2006 . - Tietokannan valmistajan huomautus.
Kuvio 1. Eri lujuusluokkien pulttien merkinnät, mukaan lukien korkea lujuus
Kuvio 1. Eri lujuusluokkien, myös korkealujuisten, pulttien merkinnät:
a. erittäin luja Družkovsky-tehtaan pultti
b. Magnitogorskin tehtaan erittäin luja pultti
c., Shchelkovsky -tehtaan erittäin luja pultti
d. Voronezhin tehtaan korkea lujuuspultti
e. Pultin lujuusluokka 10.9 Magnitogorskin kasvi
hyvin. Likhachevin autotehtaan lujuusluokan 8.8 pultti
h. pultin lujuusluokka 5.8 Magnitogorskin kasvi
2.2. Mukaan GOST 22356-77 pultteissa on oltava valmistajan tuotemerkki ja merkintä, joka osoittaa väliaikaisen resistanssin (kgf / mm) ja sulamisnumeron tunnuksen. HL: n ilmastomuutoksen pultit on lisäksi merkitty.
2.3. Pulttien, mutterien ja aluslevyjen mekaanisten ominaisuuksien valvomiseksi tehtaalla otetaan 5 näytettä jokaisesta erästä kustakin testityypistä.
Pultit testataan repeytymisen, vetokappaleiden, iskulujuuden (CL) määrittämiseksi, repeytymisen suhteen vinossa aluslevyssä, kiertymiskertoimen ja kovuuden määrittäminen.
2.4. Korkean lujuuden pultit, mutterit ja aluslevyt toimitetaan erissä, jotka koostuvat saman nimityksen osista, jotka on valmistettu saman lämmön teräksestä ja valmistettu yhdessä tilassa. Pultti-erän massa saa olla enintään 1000 kg, muttereiden ja aluslevyjen - 500 kg.
2.5. Jokaisella laitteistoerällä olisi oltava varmenne, josta ilmenee:
- todistuksen numero; valmistajan nimi; tuotteiden nimi, tyyppi ja koko; teräslaatu; erän numero; lämpö numero; testitulokset; nettopaino.
2.6. Rakenteissa, joiden suunnitellulämpötila on alle miinus 40 ° C ja jopa -65 ° C, on käytettävä CL-mallin korkealujuisia pultteja. Näiden pulttien päässä on merkki "CL".
2.7. Normaalin lujuuden pulttien lujuusluokka on merkitty kahdella numerolla. Ensimmäinen luku kerrottuna 10: llä määrittelee vähimmäisvetolujuuden (kgf / mm), toinen kerrottuna 10: llä määrittää myötölujuuden ja vetolujuuden suhteen prosentteina. Luvutulos määrää myötölujuuden. Tämä tyyppi sisältää pultit, joiden merkintä on 10.9; 8,8; 5.8 (kuva 1).
Esimerkiksi pultin lujuusluokka 5,8 osoittaa, että metallin, josta pultti tehdään, vähimmäis vetolujuus on 5x10 \u003d 50 kgf / mm ja saannon lujuuden suhde vetolujuuteen prosenteissa on 8x10 \u003d 80%. Ensimmäinen merkinnän lukumäärä, kerrottuna toisella, määrittää myötölujuuden
5x8 \u003d 40 kgf / mm.
2.8. Korkean lujuuden pultit on merkitty 110, mikä osoittaa pultin materiaalin väliaikaisen vähimmäisvastuksen (kgf / mm).
2.9. Jos suunnittelussa määritettyjä pultteja ei ole, lujuusluokan 5.8 pultit voidaan korvata 8.8 pultteilla; 10,9 ja korkea lujuus. Pultit 8.8 voidaan korvata luvulla 10.9 ja erittäin lujat. Pultit 10.9 - korkea lujuus. Käänteinen vaihtaminen ilman rakenteiden asianmukaista laskemista on kielletty.
3. YHTEYDEN EHDON VALVONTA
3.1. Liitosten kunnon valvontaa suorittaa teollisuusrakennusten teräsrakenteiden teknistä käyttöä varten tarkoitettu työpajapalvelu jatkuvien tarkastusten avulla.
3.2. Nivelten rutiinitarkastukset tehdään valikoivasti kuuden kuukauden välein muuntajan, avotakan ja muiden työpajojen väleissä, joiden suunnitteluun liittyy dynaamisia vaikutuksia. Muissa työpajoissa, osastoilla ja välein vähintään kerran vuodessa.
Korkean lujuuden pulteissa olevien solmujen tarkastus tehdään pääsääntöisesti yhdessä teräsrakenteiden tarkastusten kanssa ARD 00 000-89: n määräämässä ajassa.
3.3. Korkean lujuuden omaavien pulttien ja liitettyjen elementtien kuntoa seurataan visuaalisesti, ja se käsittää pulttien esiintymisen solmuissa sekä satunnaisesti niiden liitettyjen elementtien kireyden ja turvallisuuden (halkeamien, puurien puuttuminen). Pultit tarkistetaan taulukon 3 mukaisesti joka kymmenes solmu (10% solmuista). Seuraavat tarkastukset tarkistavat aiemmin varmentamattomat solmut.
Erityistä huomiota on kiinnitettävä virheiden tunnistamiseen taulukon 1 mukaisesti.
Taulukko 1
Luettelo mahdollisista liitosvirheistä lujilla pulteilla
|
Vian nimi |
eliminointimenetelmä |
||
|
kiireettömän |
hätä * |
||
|
Nivelissä ei ole vähemmän kuin 10% pultteja |
Yli 10% pultteista puuttuu liitoksesta |
Asenna uudet pultit, kiristä suunnitteluvaihe säätöavaimella |
|
|
Alle 10% pulteista ei ole kiristetty suunnitteluvaiheessa |
Yli 10% pulteista ei ole kiristetty suunnittelupyrkimyksissä |
Kiristä pultit uudelleen ohjausavaimella |
|
|
Kun säädetään kireyttä, muttereilla varustetut pultit kääntyvät |
Asenna uudet pultit. Kiristä pultit suunnitteluvaiheeseen ohjausavaimella |
||
|
Koetin 0,3 mm kulkee kytkettyjen elementtien väliseen rakoon |
Tarkista pultin kireys kokoonpanossa. Kiristä pultit suunnittelupyrkimyksiin. Maalaa liitokset muotoa pitkin |
||
|
Korin halkeamia, joissa on vähemmän kuin 10% liitoksen pultteista, muttereista tai aluslevyistä |
Yli 10% nivelissä olevista pulteista, muttereista tai aluslevyistä on rungon halkeamia |
Vaihda vaurioituneet pultit, mutterit tai aluslevyt. Kiristä pultit suunnitteluvaiheeseen ohjausnäppäimellä |
|
|
Halkeama liitettävissä rakenteissa havaittu |
Vahvista tai vaihda elementti projektin tekijöiden päätöksen mukaisesti |
||
_______________
* - Vian hätätilanne määritetään ehdollisesti, lopullinen päätöksen vian vaikutuksesta rakenteiden kantokykyyn ja eheyteen luonteen määrittelee projektin laatija.
3.4. Jos havaitaan hätäluonteisia vikoja, kun yli 10% pulteista löysyy liitoksessa, havaitaan vikoja tai yli 10% pulteista puuttuu, halkeamia tai katkenneita havaitaan kytketyissä rakenteissa, on toteutettava välittömät toimenpiteet niiden poistamiseksi.
3.5. Ensimmäisen kahden tai kolmen vuoden ajan rakennusten tai rakenteiden käytöstä suoritetaan selektiivinen instrumenttitarkastus 4 jakson mukaisesti, jotta voidaan tunnistaa mahdolliset asennustöissä tehdyt viat.
3.6. Instrumentaalisen testauksen aikana pulttien kireyttä ohjataan (taulukko 2).
Taulukko 2
|
Väliaikainen vastus |
halkaisija |
Vahvistus * ruuvien kireys, kN (tf) |
Kiristysmomentti, Nm (kgf · m) |
|
________________
* Asiakirjan teksti vastaa alkuperäistä. - Tietokannan valmistajan huomautus.
3.7. Pultin kireyden säätö tapahtuu kiristysmomenttiavaimilla. Mutteriin tai pultin päähän kohdistetun kiristysmomentin on oltava vähintään taulukossa 2 määritelty arvo.
3.8. Korkean lujuuden ruuvien liitosten tarkastustulokset kirjataan liitosten teknisten tarkastusten päiväkirjaan. Saumojen ulkopinnat pohjataan tavallisimmalla maaperällä GF-020, FL-03K tai muilla, jotka eivät sisällä öljyä.
3.9. Uusien pulttien asennukseen liittyvien vikojen poistamiseksi tehdään tekniikka, jonka mukaan liitokset kiinnitetään korkealujuisiin pultteihin (kappale 4).
3.10. Jos on tarpeen tarkistaa pinnan esikäsittelyn laatu tai määrittää pulttien lujuusluokka ja tutkia työpiirustuksia, niitä tulee ohjata tehtaalla varastoiduista asiakirjoista (liite 3), joilla on rakenteiden valmistumistodistus.
3.11. Kun tarkistetaan pulttien kiinnitysliitoksia, on kiinnitettävä erityistä huomiota seuraaviin komponentteihin:
(Liite 9)
Sarakkeiden kiinnityspisteet sarakkeissa (pultit); Kuviot 5, 7 (solmut 1, 2, 3, 5);
- nosturipalkkien kiinnityskohdat (pulttien esiintymistä ja niiden kireyden mahdollista heikentämistä varten) Kuva 6, kuva 7 (solmu 6);
- suurten jännevälien solmut PPF (nosturikoko-ristikot), ristikot ja ristikot (ruuvien esiintyminen ja niiden kireyden valikoiva säätö). Kuva 1, 2;
- palkkikennojen solmut (pulttien läsnäolo ja niiden kireyden valikoiva säätö), kuva 3;
- pylväiden liitos (pulttien läsnäolo ja niiden kireyden valikoiva hallinta), kuva 4.
3.12. Jos on välttämätöntä selvittää vikojen syyt ja kehittää toimenpiteitä niiden poistamiseksi sekä yhdisteiden tutkimiseksi, tutkimus- ja suunnitteluorganisaatioiden asiantuntijoita voidaan sopia.
4. Yhdisteiden vähentämistä koskeva tekniikka
Korkean lujuuden pulteissa olevien liitosten palauttaminen ja hyväksyminen tulisi suorittaa henkilölle, joka on nimetty tämän tyyppisen liitoksen toteuttamisesta vastuuseen näitä töitä suorittavan organisaation määräyksestä.
Yhdistämiseksi lujapultteihin henkilöstö, joka on suorittanut asianmukaisen koulutuksen ja jolla on todistus pääsystä näihin töihin, sallitaan.
Teknologinen prosessi, jolla yhdistetään lujat pultit palauttaessa solmut ilman niitä täydellinen purkaminen sisältää seuraavat toiminnot:
- lujien pulttien, mutterien ja aluslevyjen valmistelu
- liitosten kokoaminen;
- jännitys;
- liitosten hyväksyminen ja tiivistäminen.
Tuloksena olevilla pulteilla on oltava merkintä, joka osoittaa väliaikaisen vastuksen kgf / mm ja valmistajan tuotemerkin.
Jokaisessa pultti-erässä on oltava varmenne, jossa ilmoitetaan:
- todistuksen numero;
- valmistajan nimi;
- tuotteen nimitys symboli sulamis- ja eränumerot;
- testitulokset;
- kiertyvät tekijät;
- nettopaino.
4.1. Erittäin lujien pulttien, mutterien ja aluslevyjen valmistelu
4.1.1. Laitteiden valmistusta koskevaan teknologiseen prosessiin kuuluu suojauksen poistaminen, lian ja ruosteen puhdistaminen, poistettujen pulttien ja mutterien kierteitys ja voitelu.
4.1.2. Laitteita voidaan käsitellä kahdella tavalla. Laitteistot ristikkosäiliöissä (pieniä määriä varten - ämpäri, jossa on rei'itetyt reiät); puhtaassa tynnyrissä vesi keitetään mahdollisuuksien mukaan pesuliuoksella tai kodinpesujauheella. Kauha upotetaan veteen ja keitetään 10-15 minuutin ajan. Sen jälkeen, kun vesi sulautuu, laitteisto lasketaan 1-2 minuutin ajaksi säiliöön, jossa on bensiinin (85%) ja Avtol-tyyppisen mineraaliöljyn (15%) seosta, sitten poistetaan. Kuumennetusta laitteistosta bensiini haihtuu nopeasti, ja pinnalle jää ohutkalvon muodossa olevaa öljyä. Tämä menetelmä tarjoaa kiertokerroimen tasoituksen 0,18: ksi.
4.1.3. Kiertokerroin pienenee arvoon 0,12 ja sen vakauttaminen tapahtuu vahaamalla muttereita. Laitteiden puhdistuksen jälkeen yllä mainittua tekniikkaa lasketaan vain mutterit sulaan parafiinilla (niitä pidetään 10–15 minuutin ajan) kylpyyn, mutterit poistetaan ja annetaan valua ylimääräistä parafiinia ja jäähdytetään ympäristön lämpötilaan.
4.2. Liitosten kokoaminen erittäin lujuisiin pulteihin, jos tarpeen, suorita liitosten purkaminen kokonaan
Jos liitännät on tarpeen purkaa kokonaan, suunnittelukuormitus on poistettava erityisesti kehitetyn projektin mukaisesti ja yksikkö palautettava seuraavalla tekniikalla:
4.2.1. Kokoonpanon kokoonpanoprosessi sisältää:
- rakenteiden tarkastaminen ja todentaminen niiden noudattamisen suhteen hankkeen ja luvun vaatimuksiin SNiP III-18-75 (tarkkuusvalmistusrakenteiden suhteen);
- reikien yhdistelmä ja kiinnitys elementtien ja liitoksen osien suunnitteluasentoon kiinnitystulppien avulla (10% reikien määrästä, mutta vähintään 2 kpl);
- erittäin lujien pulttien asentaminen tulppattomiin reikiin;
- koottujen rakenteiden geometristen mittojen todentaminen;
- tiukka tasoituspaketti;
- toimitettujen lujien pulttien kireys projektin tuottamaan voimaan;
- Irrota tulpat, aseta lujat pultit irrotettuihin reikiin ja kiristä ne suunnittelupyrkimyksiin.
4.2.2. Ennen peitteiden asettamista viivaimella ja anturilla määritetty elementtien paksuuksien ero päällekkäisten elementtien kanssa ei saa ylittää 0,5 mm.
4.2.3. Kun liitettävien osien tasoero on 0,5-3 mm, vuorauksen tasaisen taipumisen varmistamiseksi ulkonevan osan reuna on tasoitettava hiomakivellä, joka on korkeintaan 30 mm etäisyydellä osan reunasta, kaltevuuden ollessa enintään 1:10. Jos tasoero on yli 3 mm, on käytettävä tiivisteitä. Tiivisteiden käytöstä on sovittava suunnitteluorganisaation kanssa.
4.2.4. Käytettyjen pulttien pituudet valitaan pussin paksuuden mukaan (liite 2).
4.2.5. Kun porataan reikiä osiin, joissa on koneistettu pinta, öljyä sisältäviä jäähdytysnesteitä ei tule käyttää.
4.2.6. Nivelten kokoaminen tulee suorittaa välittömästi lujilla pulteilla ja tulppilla. Muiden pulttien käyttö kokoonpanossa on kielletty.
4.2.7. Jokainen pultti asennetaan kahden lujan aluslevyn yhteyteen (toinen asetetaan pultin pään alle, toinen mutterin alle).
Novosibirsk
Liitännät erittäin lujilla pulteilla. Työn ja laskennan ominaisuudet. 2
Pylvästyypit rakennuksissa. 6
Teollisuusrakennuksen teräsrunkojen pääosat. 8
Liitännät erittäin lujilla pulteilla.
Työn ja laskennan ominaisuudet.
Korkean lujuuden pultit on valmistettu seosteräksestä, ja ne on sijoitettu reikiin, joiden halkaisija on suurempi (3 mm) kuin pultin. Mutterit kiristetään kalibrointiavaimella, jotta voit hallita ja säätää pulttien kireyttä. Mitä suurempi pultin kireys, sitä tiheämpi ja monoliittisempi liitos on. Kun leikkausvoimat vaikuttavat tällaiseen liitäntään, liitettävien elementtien välillä syntyy kitkavoimia, jotka estävät elementtejä liikkumasta toisiinsa nähden. Siten aksiaalijännityksessä toimiva erittäin luja pultti aikaansaa leikkausvoimien siirtämisen kitkalla kytkettyjen elementtien välillä, minkä vuoksi tällaista liitosta kutsutaan usein kitkaksi. Kitkavoimien lisäämiseksi risteyksessä olevien elementtien pinnat puhdistetaan lialta, öljyltä, ruostetta ja skaalaa metalliharjoilla, puhalluspuhalluskoneella, palopuhdistuksella tai kemiallisilla tahnoilla, eikä niitä maalata.
Korkean lujuuden pulttien, joissa on kontrolloitu jännitys, pulttiliitännät voivat olla sekä kitkaa että kitkaleikkauksia (osa voimasta siirretään liitettyjen elementtien pintojen kitkan kautta ja osa murskaamalla, kuten hallitsemattoman jännityksen yhteydessä).
Pultit kestävät suuria kiristysvoimia, ne on valmistettu erikoisteräksistä ja lämpökäsitelty. Jokaiselle pultti-erälle on annettu sertifikaatit.
Korkealujuuksisilla pulteilla varustetuilla liitoksilla on tavanomaisten ruuviliitosten edut, eivätkä ne ole huonompi työn laatua niitattujen liitosten kanssa. Vain ne asentajat, jotka ovat suorittaneet asianmukaisen koulutuksen ja pääsevät tähän työhön, saavat muodostaa liitännät lujapultteihin. Työt suoritetaan erityisesti nimetyn henkilön valvonnassa.
Kitkaliitos korkean lujuuden pulteissa - tämä on kireys ruuvien kontrolloidulla kireydellä. Pultin jännityksestä kosketuspintojen yhteyteen syntyvät kitkavoimat ja havaitsevat leikkausvoimat määritetään pultitangon lujuudesta ja kosketuspintojen käsittelyn luonteesta riippuen. Ratkaisevaa tällaisen liitoksen toiminnassa on pultin kiristysvoima. Uskotaan, että tämä voima on yhtä suuri kuin lujan pultin laskettu vetolujuus:
Missä P on aksiaalinen vetovoima; - erittäin lujan pultin materiaalin arvioitu vetolujuus, ![]() , on pulttimateriaalin vähiten vetolujuus (katso välilehti 61 SNiP II-23-81 *); - verkon pultin poikkileikkauspinta-ala standardin mukaan määritettynä.
, on pulttimateriaalin vähiten vetolujuus (katso välilehti 61 SNiP II-23-81 *); - verkon pultin poikkileikkauspinta-ala standardin mukaan määritettynä.
Arvioitu voima, joka voidaan havaita liitettyjen elementtien jokaisella kitkatasolla, joka on vedetty yhteen yhdellä lujuudella varustetulla pultilla (yhdellä pultin koskettimella), määritetään kaavalla:
![]()
Missä on ruuviliitoksen työolojen kerroin, µ-kerroin. kitka, taulukon mukaan otettuna. 36 * SNiP II-23-81 *; -koef. luotettavuus, määritetään samassa taulukossa.
Normit säätelevät pultin epätasaista toimintaa liitoksessa (esimerkiksi epätasaista kireyttä). Tämän kertoimen mukaisesti. he ehdottavat pitävän yhtä suurena kuin 0,8 0,9: n ja 0,1: n kohdalla, missä n on liitoksen pulttien lukumäärä.
Kitkaliitoksissa pulttien kireyttä säädetään joko mutterin a pyörimiskulmalla tai mutterin M kiristysmomentilla (voiman momentti, joka jakoavaimen kahvaan kohdistuu reiän keskikohtaan nähden). Itse kytkettyjen elementtien lujuusanalyysi korkealujuuksisilla pulteilla suoritetaan ottaen huomioon se tosiseikka, että leikkausvoimat välittävät (kokonaan tai osittain) liitettyjen pintojen kitkavoimilla, jotka ovat sen osan ulkopuolella, jossa reikät heikentävät osiota.
Työnkulku sisältää seuraavat toimenpiteet: elementtien ja osien kosketuspintojen käsittely; pulttien, mutterien ja aluslevyjen valmistelu; liitosten kokoaminen; pultin kireys; liitosten hyväksyminen ja tiivistäminen. Puhdistetut pinnat suojaavat lialta, öljy- ja maalin roiskeilta, jään muodostumiselta. Muutoin puhdistus on tehtävä uudestaan. Pultit, aluslaatat ja mutterit valmistetaan uudelleen ja puhdistetaan lialta ja ruosteelta. Hylätyissä pulteissa kierteet ajavat pois, rasva levitetään. Uudelleenkonservointi - puhdistaminen tehdasrasvasta ja levittämällä suojarasva - suoritetaan pitämällä tuotetta kiehuvassa vedessä 10 minuutin ajan ja pesemällä sitten ne lyijyttömän bensiinin (85%) ja mineraaliöljyn, kuten autolin, seoksessa. Kuumennetusta laitteistosta bensiini haihtuu nopeasti, pinnalle jää ohutkalvon muodossa oleva öljy. Jokainen pultti asennetaan kahden lujan aluslevyn yhteyteen (toinen asetetaan pultin pään alle, toinen mutterin alle). Laukun kummallekin puolelle on kielletty asettaa useampia aluslevyjä.
Pulttien asennuksen yhteydessä mutterien on käännettävä vapaasti (käsin) kierteessä, muuten mutteri tai pultti korvataan ja hylätyt pultit ja mutterit lähetetään uudelleenharjoitteluun. Tulppien ja pulttien paikat ja asennusvaiheet, samoin kuin pultin kireysjärjestys, on merkitty työn suunnitteluun.
Liitokset kootaan ja kiristetään noudattaen pulttiliitosten kokoamista koskevia yleisiä vaatimuksia. Sitten pultit kääritään projektin aikaansaamaan voimaan. Lisäksi liitokset kerätään välittömästi korkealujuisiin pulteihin ja tulppiin - muiden pulttien käyttö on kielletty.
Lopuksi, lujat pultit kiristetään suunnitteluvoimaan sen jälkeen, kun on tarkistettu koottujen rakenteiden geometriset mitat. Määritetty pultin kireys saadaan aikaan yhdellä seuraavista voimien säätömenetelmistä: mutterin pyörimiskulmalla; aksiaalinen pultin kireys; kiertämisen yhteydessä indikaattorityyppisellä näppäimellä; iskunavaimien lukumäärällä. Samanaikaisesti työ suoritetaan "Suuntaviivojen ja standardien mukaisesti lujuuspulttien asettamista metallirakenteiden kiinnitysliitoksille" koskevien ohjeiden ja standardien mukaisesti.
Pultin kireysjärjestys on nivelen keskeltä tai jäykimmästä kohdasta kohti vapaita reunoja. Pultin päätä voidaan pitää vain kireyden alkuvaiheessa. Kääntöpultit on vaihdettava. Mutterit tai pultinpäät, jotka on kiristetty suunnittelupyrkimyksiin, on merkitty maalilla tai liidulla.
Korkean lujuuden pulttien liitosten laatu tarkistetaan toiminnan valvonnalla ja työn hyväksymisen yhteydessä (kosketuspintojen valmistuksen laatu, pultin kireyden tarkkuus ja kiristetyn pussin kireys). Pakkaussidoksen tiheys tarkistetaan 0,3 mm paksuisella anturilla - sen ei tulisi mennä syvemmälle koottujen osien välillä yli 20 mm.
Pulttien aksiaalivoimia säädetään kiristysmenetelmän mukaisesti. Kiristystavasta riippumatta ohjain tarkastaa ensinnäkin kaikki ulkopuolelta toimitetut pultit ja varmistaa, että kaikki pultit on merkitty, aluslevyt on sijoitettu kaikkien mutterien ja päiden alle; mutterin ulkopuolella ulkonevilla ruuvien osilla on ainakin yksi kierre mutterin ympäri ja kaksi mutterin alla; kootussa yksikössä on leima ryhmästä, joka suoritti nämä työt.
Pulttien kireyttä säädetään valikoivasti: nivelissä olevien pulttien lukumäärään asti 5 - kaikki pultit, 6 ... 20 - vähintään 5 pulttia ja suuremman lukumäärän kanssa - vähintään 25% nivelen pultteista. Jos ainakin yhden pultin laatu on epätyydyttävä, pulttien lukumäärä on kaksinkertainen. Jos tässä tapauksessa havaitaan viallinen pultti, kaikki tämän liitoksen pultit tarkistetaan ja niiden kireys säädetään vaadittuun.
Tarkastustulokset kirjataan. Jokaisessa liitoskohdassa valvontotyöntekijän kaavain tulisi levittää maalilla. Sen jälkeen kun ohjain on hyväksynyt liitännän, kaikki liitosten ulkopinnat pohjustetaan.

Orlen Labor Red Banner -keskuksen metallirakenteiden tutkimus- ja suunnitteluinstituutti (TsNII11roektstalkonstruktsiya)
Neuvostoliiton Gosstroy
johto
ja standardit korkean lujuuden pulttien asettamistekniikalle
kokoonpanossa
liitännät
metalware
Moskovan Stroyizdat 1982
Käsikirja ja standardit korkean lujuuden pulttien asentamiselle metallirakenteiden kiinnitysliitoksissa / Neuvostoliiton teräsrakentamisen tutkimuslaitos Gosstroy. - M .: Stroyedat, 1982.- 92 s.
Kehitetty lukuun SNiP Sh-18-75 "Metallirakenteet. Säännöt työn valmistamiselle ja hyväksymiselle."
Tarkoituksena on ottaa huomioon tekniikat, jotka liittyvät liitosten kokoamiseen, lujien pulttien asettamiseen ja kiristämiseen teräsrakenteiden asennuksen yhteydessä. Perinteisten kestävien liitosten lisäksi harkitaan liitoksia, joissa on kantavat lujat pultit, pultti-liima, liima-kitka, pultti-niitti ja pulttihitsatut liitokset. Ehdotus on teknisesti edistynein rakentamisen pintakäsittelymenetelmät, menetelmät pulttien kireyden säätämiseksi pneumaattisilla ja sähköisillä jakoavaimilla.
Suunnittelijoille, teknikkoille ja asentajille, jotka suorittavat liitännät lujilla pulteilla.
Pöytä. 21, sairas. 20.
Iistrukt.-Iormat., P vyl. - 109-81
i J2Q№ (nro 1 ~ JU2-
© Stroynadat, 1982
esipuhe
Käsikirjan on kehittänyt Neuvostoliiton Gosstroyn TsNIIProektstalkon-rakenne osallistumalla Dneproproject-teräsrakenteisiin, VNIPILromstalkonstruktsiyaan ja MADI: een lukuun SNiP Sh-18-75 "Metallirakenteet. Työn tuotantoa ja hyväksyntää koskevat säännöt" sen sijaan, että ohjeita leikkauskestävien teräsrakenteiden liitoksille korkealujuuksisissa pultteissa " M., Stroyizdat,
Ohjeen kehittämiseen osallistuivat insinöörit V.M.Babushkin, V.P. Velikhov, Ph.D. tehn. Tieteet 8.V. Volkov, tri. tieteet, prof. N. N. Streletsky, insinööri S.0.Chizhov (TsNIIProektstalkonstruktsiya), tohtori. tehn. Tieteet I. I. Vishnevsky ^ muu kuin teräsrakenne), tekniikan kandidaatit. Tieteet V. V. Kalenov, A. F. Knyazhev (VNIIpromstalkonstruktsiya), Ph.D. tehn. Tieteet, apulaisprofessori B. M. Weinblat (MADI).
Suuntaviivoja kehitettäessä otettiin huomioon KievNIL TSNIIS -tutkimuksen tulokset liimayhdisteiden toteuttamistekniikkaa varten.
Kaikissa kysymyksissä ota yhteyttä: 117393, Moskova, Novye Cheryomushki, lohko 28, rakennus. 2, TsNIIProektstalkonstruktsiya, puh. 128-57 ~ 7b.
1. YLEISET MÄÄRÄYKSET
1.1. Tätä opasta on kehitetty luvun SNiP 111-18-75 "Metallirakenteet. Työnteon valmistus- ja hyväksymissäännöt" kehittämisessä, joka liittyy tekniikkaan, jolla kiinnitetään lujuuspultteihin rakennusten teräsrakenteisiin ja eri tarkoituksiin tarkoitettuihin rakennuksiin, luokkien C38 / 23 hiiliteräksestä ja vähän seostetusta teräksestä. SBO / ^ 5 ”asennettuna ja käytettynä alueilla, joiden suunnittelulämpötila on yli miinus ^ 0 ° ja miinus 65 ° C mukaan lukien.
1.2. Käsikirja koskee seuraavan tyyppisiä kiinnityskappaleita erittäin lujilla pulteilla:
kitka, jossa leikkausvoimat siirretään kitkan kautta, joka tapahtuu liitettyjen elementtien kosketustasoilla *
kantavilla korkealujuuksisilla pulteilla, joissa leikkausvoimat siirretään sekä kitkan kautta että leikkaamiseen ja murskaamiseen tarkoitettujen pulttien toiminnan takia, * niitattujen teräsrakenteiden korjausrakenteissa käytettävät pulttiniitit, joissa kantokyvyn väheneminen kompensoidaan kitkovoimalla, joka toimii liitosten kosketustasoilla elementit korvaamalla vialliset niitit korkealujuisilla pulteilla;
pulttihitsattu, käytetään vahvistettaessa kitkaliitoksilla varustettuja kiinnitettyjä teräsrakenteita osien hitsaamisen vuoksi telasaumoilla, joissa leikkausvoimat siirretään sekä kitkan kautta että hitsaushitsien työstä johtuen leikkaamiseen;
pulttiliima, jossa leikkausvoimat siirretään tarttuessa tarttuvuudelta ja kitkalta ^
laippalaipat, joissa lujat pultit toimivat vain jännityksessä jäykillä laipoilla tai jännityksessä ja taipuessa yhteensopivien laippojen kanssa.
1.3 - Korkean lujuuden pulttien kitka-liitokset tulee suunnitella SNiP II-B: n mukaisesti. 3 ”72" Teräsrakenteet. Suunnittelunormit "ja sitä täydentävät normatiiviset asiakirjat.
Muun tyyppiset, luvussa 1.2 luetellut teräsrakenneliitokset, jotka on lueteltu erittäin lujilla pulteilla, olisi suunniteltava erityisvaatimusten mukaisesti.
1. * ♦. Korkean lujuuden pulteissa olevien liitosten metallirakenteiden (Km) piirustuksissa on ilmoitettava seuraavat: liitoksen tyyppi;
nimellishalkaisijat ja reikien valmistusmenetelmä;
korkean lujuuden pulttien, mutterien ja aluslevyjen valmistusta ja toimitusta koskevat standardit;
teräslaatuiset pultit, mutterit ja aluslevyt; teräspulttien väliaikainen vetolujuus, * pulttien aksiaalinen kiristysvoima; pulttien kiristysmenetelmä;
menetelmä kosketuspintojen käsittelemiseksi;
laskennassa käytetty kitkakerroin; materiaalit kosketuspintojen liimojen ja pinnoitteiden valmistukseen;
osat ja alueet, joita ei tarvitse pohjustaa; pulttien, mutterien ja aluslevyjen erittely; liitäntätekniikkaa koskevat ohjeasiakirjat.
2. MATERIAALIT. TUOTTEET JA KÄYTTÖEHDOT
2.1. Teräsrakenneosien yhdistämiseen on käytettävä GOST 22353 - 77 ~ 22356 - 77 -standardin vaatimusten mukaisesti valmistettuja lujia pultteja, muttereita ja aluslevyjä.
Mekaaninen sinun
mekaaninen
|
Langan nimellishalkaisija, mm |
väliaikainen vastus (alin) d b, MPa (kgf / mm 7) |
brinell-kovuus, yksikköä HB, suurin |
||
Koskee AOX "Valitse
teräs kapeilla rajoilla co ja AOKHFA "Select", välillä 0,35 -
pultti-KÄYTTÖ
Taulukko 1
ominaisuudet
|
p: n suhteellinen kaventuminen,%, ei vähemmän |
venymä &,%, vähintään |
viskositeetti |
||
|
MJ / m 2, (KGS-m / cm ^ | ||||
|
40X "Valitse" 1 |
||||
|
38ХС "Valitse" 40ХФА "Valitse" |
||||
|
40X "Valitse" |
||||
|
40X "Valitse" |
||||
|
40X "Valitse" |
||||
|
40X "Valitse" |
||||
hiilihydraattien retentio: 0,37 - 0,42 Ma-O-teräkselle. - teräslaadulle 38XC "Select".
Taulukko 2 Pähkinöiden mekaaniset ominaisuudet
enintään 27 1100 241 341
(In)
|
** 0X 750 (75) 229 | |||||
|
Tb 38HS 1350 | |||||
|
16 ZOZMF 1550 |
388 ZOKHZMF | ||||
|
30HZMF1200 35HZAF0 20) | |||||
|
ZOHZMFYUOO | |||||
Taulukko 3
Aluslevyjen mekaaniset ominaisuudet
2.2. Erittäin lujat pultit on suunniteltu kahta tyyppistä käyttöä varten:
ilmastomuutos U, sijoitusluokka 1 alueille, joiden suunnittelulämpötila on miinus A0 ° C tai korkeampi;
cL: n ilmastomuutos, sijoitusluokka 1 alueilla, joiden suunnittelulämpötila on miinus AO C - miinus 65 ° C.
2-3. Pulttien, mutterien ja aluslevyjen mekaanisten ominaisuuksien ja materiaalien on täytettävä taulukon vaatimukset. 1 “3“
2.A Korkean lujuuden pulttien, mutterien ja aluslevyjen päämittojen on täytettävä taulukon vaatimukset. A.
2.12. Materiaalina suojataan nivelten kosketuspintoja korkealujuuksisilla pulteilla, jotka on puhdistettu hiekkapuhalluksella tai puhalluspuhalluksella
Taulukko 5
eP-057 epoksipintapintapohjamaali standardin TU 6-10-11171 mukaisesti koveteella IT 3 standardin TU 6-10-1091-71 mukaisesti, liuottimella
nostimet ja koot
Sallittu poikkeama suunnitellusta lineaarisesta mitasta, + mm
Kokovälit, m
Asennetut muodot lähetetään
Taulukon jatko.
Yksityiskohdat ja sallittu poikkeama suunnitellusta lineaarisesta mitasta, + mm
2. Reikien keskipisteiden välinen etäisyys: äärimmäisen vierekkäin
Tuotteiden lähetys viimeisen valmistuksen jälkeen
3. Leveys ja korkeus
C. Pituus 2,5
5. Ryhmien välinen etäisyys
reikiä 2.5
Huomautuksia: 1. Mittauksissa tulisi käyttää toisen tarkkuusluokan ruletteja. 2. Vapaille reunoille pos. 1, 2 poikkeama +5 mm asti on sallittu.
Taulukko 9
poikkeamat
Osien suunta 1. Kiinnityslevyn ja teräksen lineaarisen pituuden välinen rako on 1 m 1,5 mm
Taulukon jatko. 9
|
poikkeamat |
Lähettävien elementtien suunnitellun geometrisen muodon toleranssi |
|
2. Kiristetyn välinen rako | |
|
naruhylly tai seinät | |
|
lähetysosa | |
|
ta (elementin pituus L) |
0,001L, mutta ei enemmän |
|
3. Kalteva ja sienenmuotoinen | |
|
hyllyt (D) | |
|
t-merkin poliisit ja kaksi | |
|
t-osa (leveys - | |
|
hyllyillä, b): | |
|
nivelissä ja paikoissa |
|
|
muissa paikoissa | |
|
ylemmissä vyöissä | |
|
nosturipalkit | |
|
kierre | |
|
elementit ^ eleen pituus | |
|
0,001 L, mutta ei enemmän |
|
|
5. Seinien kiinnitys | |
|
ki palkkeja (seinän korkeus - | |
|
ilman pystysuoraa | |
|
ber jäykkyys | |
|
pystysuunnassa | |
|
gotu Kola jäykkyys | |
|
6. Ero raon välillä | |
|
nollavannoy yli | |
|
reuna ja reuna | |
|
teräsviivain | |
|
1 m pitkä | |
4. Yhdisteiden suorittamisen tekniikka
* 4.1. Liitosten luominen lujapultteihin ja niiden hyväksyminen tulisi suorittaa tämän tyyppisen liitoksen toteuttamisesta vastuussa olevan henkilön ohjauksessa näitä töitä suorittavan organisaation määräyksellä.
* 4.2. Yhdistämiseen lujilla pulteilla henkilöstö, joka on saanut asianmukaisen koulutuksen ja jolla on todistus tämän työn suorittamisesta, sallitaan. Katso suositeltu koulutusohjelma ja todistuslomake sovelluksesta. 1 * 4.
* 4.3. Teknisessä prosessissa, jolla tehdään liitoksia erittäin lujilla pulteilla, sisältyy seuraavat toimenpiteet:
elementtien ja osien kosketuspintojen käsittely;
korkealujuisten pulttien, mutterien ja aluslevyjen valmistus;
liitosten kokoaminen;
erittäin luja pultin kireys;
liitosten hyväksyminen ja tiivistäminen.
PINTOJEN KÄSITTELY PINTAT
* 4. * 4. Kitkakertoimen arvo ja siten liitoksen kantokyky riippuvat kosketuspintojen käsittelymenetelmästä.
Seuraavia käsittelymenetelmiä käytetään yleisimmin:
pneumaattinen - kvartsihiekka tai metallihiekka;
tulipalo - monipuolipolttimilla (\\ asetyleenillä);
teräs käsi- tai mekaaniset harjat. Lisäksi on testattu yhdistettyjä laattoja, joissa vuoraukset ja tiivisteet prosessoidaan pneumaattisesti tai levittämällä sauvapäällyste, ja elementit
käsiteräs käsin- tai mekaaniset harjat.
^ .5 “Liitosten kokoaminen ja kaikkien lujien pulttien kiristäminen on suoritettava mahdollisimman lyhyessä ajassa, kuitenkin viimeistään 3 päivän kuluttua kosketuspintojen käsittelystä.
Yksittäisissä tapauksissa, ottaen huomioon ilmasto-olosuhteet ja lisätoimenpiteet käsiteltyjen pintojen suojelemiseksi, edellä mainittuja ajanjaksoja voidaan pidentää TsNIIproektstalkonstruktsiya-instituutin suostumuksella.
k.6. Puhdistetut pinnat on suojattava lialta, öljyltä ja maalilta sekä jään muodostumiselta.
Jos likaa, öljyä, maalia, jäätä muodostuu ja jos varastointiaika ylittyy, tulee suorittaa uusi käsittely. Pintojen uudelleenkäsittely suoritetaan alkuperäisessä prosessoinnissa käytetyllä menetelmällä.
Huomautuksia: 1. Uudelleenkäsittelyvaatimukset
saappaita ei sovelleta kosketuspintaan, joka muodostuu kosketuspinnoille puhdistuksen jälkeen, samoin kuin kosteuden tai vesihöyryn muodostuneessa ilmakehän saostumisessa.
2. Toistuva ampuminen on mahdollista pneumaattisen sijasta.
PNEUMAATTINEN KÄSITTELY
^ .7 * Pneumaattisen käsittelyn aikana myllyn vaahto ja ruoste on poistettava kokonaan, kunnes saadaan homogeeninen vaaleanharmaa metallipinta.
M. Pneumaattisessa käsittelyssä on käytettävä hyvin pestyä ja kuivattua kvartsihiekkaa, jonka SiC ^ ne-pitoisuus on pienempi ja raekoko enintään 2,5 mm ja pienin mahdollinen savijakepitoisuus.