Korkean lujuuden pulttien vetovoima. Korkean lujuuden pultit
Pultin kiristysmomentti - tämä on voima, joka kohdistuu mutteriin ruuvaamalla se pultin kierteitetylle tangolle. On erittäin tärkeää laskea se oikein. Jos se on liian pieni, niin kuormien vaikutus johtaa mutterin ruuvaamiseen. Voimakkaalla kiristyksellä tapahtuu laitteiston ja vastaavasti koko rakenteen tuhoutuminen.
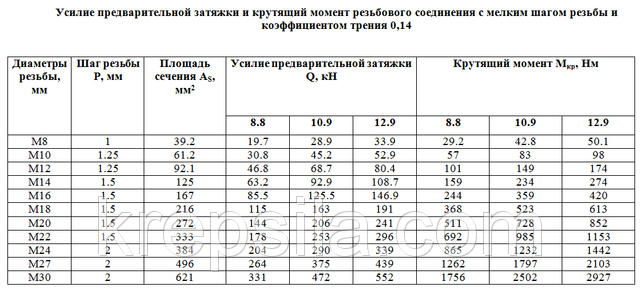
Nykyään kierreterästen vääntömomentit lasketaan ja luetellaan erilaisissa viitekirjoissa. Haun helpottamiseksi seuraavissa taulukoissa on referenssiarvot vääntömomentille ja alustaville kiristysvoimille korkealujuuksisille pulteille, joilla on normaali (iso) ja pieni kierteet.
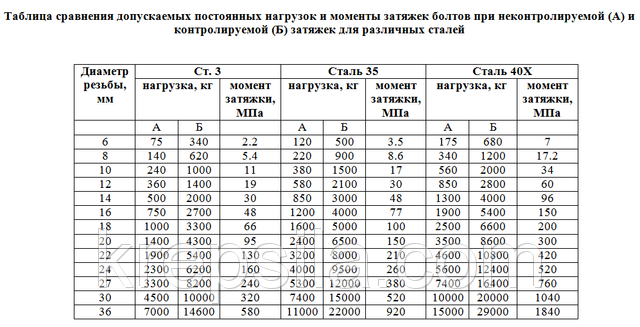
On olemassa kaksi pultin kiristysmenetelmää:
1. Hallitsematon- tässä menetelmässä käytetään laitteita tai toimenpiteitä, joissa kiinnikkeisiin kohdistuvia voimia ei voida mitata. Kiinnikkeeseen vaikuttava kuorma on varustettu vasaralla ja jakoavaimella.
2. Hallittu kiristysmenetelmä - se varmistetaan käyttämällä kalibroituja ja / tai mitattuja laitteita, että noudatetaan määrättyjä toimintoja. Tämä menetelmä voidaan toteuttaa kahdella tavalla:
- Kiristäminen vääntötyökalulla - kiinnitysparin kuormitus saavutetaan työkalun hallitulla käytöllä.
- Pultin kireys - tarvittava kiinnikkeiden kuormitus saavutetaan kiristämällä pulttia aksiaalisuunnassa erikoistyökalujen avulla.
Kontrolloidulla kiristysmenetelmällä on useita etuja hallitsemattomaan verrattuna:
- työkalujen käyttö merkittävien ponnistelujen mahdollistamiseksi pelkäämättä kiinnikkeiden tuhoutumista.2) Kuorman tasaisuus- voimien tasaisuus on erittäin tärkeä solmuille, joissa tiivisteitä käytetään, koska ne vaativat tasaista puristamista.
3) työturvallisuus- työkalujen avulla voidaan vähentää loukkaantumisriskiä, \u200b\u200bkoska työntekijöillä on oltava asianmukainen koulutus ennen laitteiden kanssa työskentelemistä.
4) Lisää tuottavuutta- suukappaleen suoritusaika työkalua käyttämällä on paljon lyhyempi kuin käsin, työntekijöiden väsymys vähenee ja tuottavuus kasvaa.
5) Saavutat halutun tuloksen ensimmäistä kertaa.
1,126. Tulipalojen käsittely on sallittu vähintään 5 mm: n metallipaksuudella.
Metallin ylikuumeneminen polttamisen aikana ei ole sallittua.
Tulipalon jälkeen jäljellä oleva vaaka ja palamistuotteet (kuona) on poistettava.
Siihen saumat on suojattava öljyltä ja pääsääntöisesti kosteudelta, kunnes liitokset on kiinnitetty kokonaan lujapultteilla.
Käsiteltävistä pinnoista teräsharjat, sinun on ensin poistettava rasva. Pinnan kuntoa prosessoinnin jälkeen ja ennen kokoamista on seurattava.
1,127. Liitettyjen osien pinta-alan ero (deplanaatio) ei saisi ylittää 0,5 mm. Eron suuruus määritetään ennen liitoksen päällekkäisten osien asentamista viivaimella ja anturilla liitoskohdan ensimmäisen reikärivin alueella.
Jos liitettyjen osien tasoissa on ero 0,5-3 mm, ulkonevalle osalle tulisi tehdä viiste, jonka kaltevuus on 1:10. Happauksella ja ilmakaarilla leikkaaminen on kielletty.
Jos eroja on enemmän kuin 3 mm, on käytettävä terästiivisteitä, jotka ovat samantyyppisiä kuin rakenteet, jotka on käsitelty molemmilla puolilla samalla tavalla kuin liitoksen yksityiskohdat käsiteltiin.
1,128. Nivelten kokoaminen korkealujuisiin pulteihin tulee suorittaa välittömästi pysyville pulteille asennettuna tulppiin, joiden määrä on 10% reikien lukumäärästä. Väliaikaisten pulttien asentaminen on kielletty.
1,129. Korkean lujuuden pulttien asennuksessa mukana olevilla kokoonpanijoilla on oltava hyväksymistodistus lujuuspulttien liitosten tekemistä varten.
1.130. Korkean lujuuden pultit, mutterit ja aluslevyt on puhdistettava lialta, voiteluainetta säilyttämällä ja valmistettava siten, että kiertymiskertoimien vakioarvot varmistetaan jännityksen aikana ja kosketuspinnat eivät ole saastuneet jännitettäessä.
1,131. Projektin määrittelemä pultin kireys tulisi varmistaa kiristämällä mutteri vääntömomenttiavaimella nimellismomenttiin tai kääntämällä mutteria tietyn kulman läpi erityisohjeiden mukaisesti. Vääntömomenttiavaimet erittäin lujien pulttien kiristämiseksi, joissa on hydraulinen tai mekaaninen laite, on kalibroitava 2 kertaa vuoroa kohti (ennen vuoroa ja sen keskellä).
1,132. Korkean lujuuden pulttien kireysjärjestyksen liitoksissa tulisi sulkea pois vuotojen muodostuminen kiristetyissä pusseissa.
1,133. Korkean lujuuden pulttien kiristämiseen tarvittavan vääntömomentin (MKR) suuruus määritetään kaavalla
missä k on kierrekerroin, joka on vahvistettu pultteihin liittyvissä standardeissa tai eritelmissä;
P on annettu pultin kireysvoima;
d on pultin nimellishalkaisija.
Todellisen vääntömomentin poikkeama kaavan (1) määrittämästä hetkestä ei saisi olla suurempi kuin 0; + 20%.
1,134. Lämpökäsitellyt aluslevyt on asetettava lujien pulttien päiden ja mutterien alle - yksi aluslevy jokaiselle päälle ja mutterille.
1,135. Muttereita, jotka on kiristetty tämän luvun lausekkeen 1.133 vaatimusten mukaisesti määritettyyn vääntömomenttiin tai kääntämällä tietty kulma, ei kiinnitetä ylimääräisesti.
1,136. Liitoksissa, joissa projekti yhdessä korkealujuisten pulttien asentamisen kanssa mahdollistaa osien hitsaamisen rullasaumoilla, hitsaus tulisi suorittaa kaikkien korkealujuisten pulttien asennuksen jälkeen ja kiristämällä ne tietylle voimalle.
Hitsauksen jälkeen on tarpeen tarkistaa kaikkien erittäin lujien pulttien kireys.
1,137. Kun kaikki pultit on kiristetty lopullisesti määrättyyn voimaan liittyvissä kohdissa, keräilijän on kiinnitettävä hänelle osoitettu numero tai merkki tarkoitettuun paikkaan.
1,138. Pulttien kireyttä tulee valvoa pistokokein: liitännässä olevien pulttien lukumäärä voi olla enintään 5 kpl. 100% pulteista ohjataan, pulttien lukumäärä 6 - 20 kpl. - vähintään 5 kpl ja joissa on enemmän - vähintään 25% liitoksen pulteista; Jos tarkastuksen aikana löydetään vähintään yksi pultti, jonka kireys ei vastaa tämän luvun 1.13 kohdan vaatimuksia, 100% liitoksen pultteista on hallittava. Tässä tapauksessa pulttien kireys tulee saada vaadittuun arvoon.
Tarkastuksen jälkeen pultinpäät tulee maalata. Koko liitoksen tulisi olla kitti ääriviivaa pitkin.
Työt tulisi kirjata lokiin nivelten valmistelun ja lujapulttien asennuksen seuraamiseksi.
Urani alussa en syventynyt pulttimerkkeihin, niiden vahvuus oli pulttien ja mutterien koon prioriteetti, mutta tietysti sovelluksissa ilmoitin ruuvit projektin ominaisuuksista. Kuten kävi ilmi, tämä ei ollut oikein, ja mittojen lisäksi on kiinnitettävä huomiota myös pulttien ominaisuuksiin.
Tämänkaltainen tekninen kirjallisuus, ”Valvonta ja tekninen toiminta asennusliitännät erittäin lujilla teräspulteilla rakennusrakenteet Neuvostoliiton metallurgiaministeriön rakennukset ja rakenteet "tai" GOST R 52644-2006 Korkean lujuuden pultit, joissa kuusikulmainen pää ja suurennettu avaimet käteen "eivät lukeneet. Jos luen instituutissa, en muista.
Katsotaanpa mikä on niin epätavallista korkealujuisissa pulteissa. Tähän ryhmään kuuluvat tuotteet, joiden kestävyys väliaikaisiin kuormiin on 800 MPa. Vahvuusluokka alkaa 8.8 pulteille ja 8. muttereille.
Mitä numerot 8.8 tarkoittavat? Ensimmäinen luku kerrottuna 10 osoittaa pienimmän vetolujuuden arvon (kgf / mm2), toinen luku kerrottuna myös 10 osoittaa myötölujuuden ja vetolujuuden suhteen prosentteina.
Esimerkiksi ensimmäinen numero 8x10 \u003d 80 kgf / mm2 on pienimmän väliaikaisen metalliresistanssin arvo σ sisäänsaannon lujuussuhde σ t väliaikaiseen vastustukseen σ sisään prosenttiosuus on 8 × 10 \u003d 80%.
Myötölujuus lasketaan kertomalla merkinnän ensimmäinen numero toisella 8x8 \u003d 64 kgf / mm2.
Palkkiin yhdistävissä pulteissamme on merkintä:
- D15.3 Shchelkovon tehtaan pultti.
- 10.9 - pultin vähimmäisväliaikainen resistanssi on 10,9 kgf / mm2
- SXL - S tarkoittaa avaimet käteen -kuulan suurennettua kokoa, HL - tarkoittaa, että näitä pultteja voidaan käyttää alueilla, joiden lämpötila laskee välillä -40 - -65 astetta.
Jos et löytänyt projektille määriteltyjä ominaisuuksia sisältäviä pultteja, ne voidaan korvata suurempaan suuntaan, esimerkiksi 8.8: n sijasta, käytä pultteja 10.9.
Korkean lujuuden omaavien pulttien liitosten ominaispiirre on, että voimien ei havaita ruuvien leikkaamisen ja seinän murskaamisen, vaan liitettyjen pintojen välisten kitkavoimien avulla. Tämän perusteella on kiinnitettävä suurta huomiota liitosten pintoihin ruosteen ja lian poistamiseksi.
Pulttien riittämätön kireys johtaa elementtien “liukumiseen” ja pultit toimivat leikkaamaan ja elementit romahtamaan, mikä johtaa rakenteen muodonmuutoksiin ja pulttien tuhoutumiseen.
Erittäin lujien pulttien, mutterien ja aluslevyjen valmistelu
Työskenneltyään metallirakenteiden kokoamislaitoksissa kukaan ei valmistanut lujia pultteja ennen asennusta. Pultit tuotiin paikalle tehdasvoitelulla ja ne otettiin heti käyttöön. Osoittautuu, ettei se ollut oikein, ja tapa, jolla he valmistautuivat, yllättää minua, ei paljon.
Mitä sinun täytyy tehdä erittäin lujilla pulteilla ennen niiden asentamista ja sen jälkeen. Kuka työskentelee lujapultteilla ensimmäistä kertaa lukematta suosituksia, ei koskaan arvaa, että ne tulisi keittää veteen ennen käyttöä kodinpesujauheen tai pesuaineen kanssa.

Erittäin lujapulttien valmistelu
Tämä tehdään tehdasöljyn, massan, lian poistamiseksi, pulttien silmämääräisen tarkastumisen tarkistamiseksi, hylättyjen pulttien ja mutterien ajamiseksi.
Erittäin lujien pulttien, mutterien ja aluslevyjen valmistelu
4.1.1. Laitteiden valmistuksen tekninen prosessi sisältää suojauksen poistamisen, lian ja ruosteen puhdistamisen, poistettujen pulttien ja mutterien kierteityksen ja voitelun.
4.1.2. Laitteita voidaan käsitellä kahdella tavalla. Laitteistot ristikkosäiliöissä (pieniä määriä varten - ämpäri, jossa on reikiä); puhtaassa tynnyrissä vesi keitetään mahdollisuuksien mukaan pesuliuoksella tai kodinpesujauheella. Kauha upotetaan veteen ja keitetään 10 - 15 minuutin ajan. Sen jälkeen, kun vesi sulautuu, laitteisto lasketaan 1-2 minuutiksi säiliöön, jossa on bensiinin (85%) ja Avtol-tyyppisen mineraaliöljyn (15%) seosta, sitten poistetaan. Kuumennetusta laitteistosta bensiini haihtuu nopeasti, ja pinnalle jää ohutkalvon muodossa olevaa öljyä. Tämä menetelmä tarjoaa kiertokerroimen tasoittumisen arvoon 0,18.
Ennen kuin asennat rakenteeseen, kierreosa voidellaan öljyllä. Upota ruuvit keittämisen jälkeen annettuihin suosituksiin bensiinin ja öljyn seokseen.
Korkean lujuuden pultti asennetaan kahdella aluslevyllä, toinen pultin puolelle ja toinen mutterin puolelle.
Kiristä korkean lujuuden pultit

Mytishchissä tehdyn hankkeen mukaan laippaliitännät palkit kiristetään teräs 40X "Select" -lujuuspultteilla, joiden väliaikainen vakioväli on 11 tf / cm2. M24-pulttien alustavan kireyden suuruus on 24,4 tf.
Kuinka luoda tällainen yritys ruuveja kiristettäessä? Tätä varten käytetään erityisiä momenttiavaimia. Nämä näppäimet osoittavat vetovoiman. Alla olevassa videossa on esitetty kuinka ruuvit kiristetään momenttiavaimella. Saatuaan ennalta määrätyn voiman, avaimen kahva “murtuu”.
Lisäksi suunnittelun kiristämisen laatu tarkistetaan 0,1 mm paksuisella anturilla sädevyöhykkeellä 40 mm: n pultin akselista, mittapään ei tulisi kulkea.
Sen jälkeen kun ITR-työntekijä on hyväksynyt liitännät, muodon mukaiset liitokset pohjustetaan FL-03L GF-021: llä lisäämällä kuivaa pigmenttiä sakeuteen, joka estää pohjamaalin vuotamisen yhdisteeseen tai liitokset ovat kittiä.
Kuinka täyttää tuotantolehti erittäin lujat liitokset luemme ja näemme tässä esimerkkejä.
Jätä kommentit tämän artikkelin korkealujuisiin pultteihin.
Korkean lujuuden pulttien tarvittavan kireyden varmistamiseksi mutteria ei voida kiristää kiertokulman mukaisesti. Jännityksen tulisi tapahtua vain vääntömomentissa.
Yleensä pultit kiristetään kahdella kierroksella. Ensinnäkin pultti kiristetään jakoavaimella 50 - 90% suunnitteluvoimasta, jonka tulisi tarjota liitettyjen elementtien vasteen tarvittava tiukkuus. Toisessa lähestymistavassa pultit saavuttavat vaaditun kireysarvon, tätä varten ne käyttävät erityisiä momenttiavaimia, joiden avulla voit ohjata pultin kireyttä vääntömomentilla. Samanaikaisesti dynaamisia toimintavälineitä ei voida käyttää toisen lähestymistavan kanssa, ts. Harvinaisia \u200b\u200bisku- ja iskusavaimia ei voida käyttää.
On syytä huomata, että pulttien alkuperäinen kireys esiintyy nivelten asennuksen yhteydessä ja tähän käytetään pulssi-iskuavaimia..
Pultin kiristämisessä on välttämätöntä pitää sen pää kääntymättä, jonka tulisi pysähtyä pultin vetämisen aikana, jos näin ei tapahdu, niin pultti että mutteri on vaihdettava.
Pultit vedetään laskettuun kireysarvoon rakenteen tai sen erityisen osan geometrian tarkistamisen jälkeen, joka tapahtuuSNiP 3.06.04-91, lisäksi tarkistetaan koko paketin puristustiheys. Vääntömomentin luomistarkkuuden tarkkuuden ei tulisi koskaan olla yli 15%.
Kiristämiseen on suositeltavaa käyttää erikoisnäppäimiä tai pikemminkin KLT-hydrodynaamisia näppäimiä. Tämän tyyppisten jakoavaimien käyttö varmistaa vääntömomentin suuruuden rekisteröinnin virheellä, joka on enintään 4%. Lisäksi on mahdollista käyttää vivutyyppisiä manuaalisia dynaamisia näppäimiä.
Samanaikaisesti ruuvien jännitystä kertoavaimilla, joille on ominaista väärin kohdistettu akselin kierto, ei voida hyväksyä.
Määritä käytetyn vääntömomentin suuruus seuraavalla kaavalla:
M cr= KPD
Tässä K on kiertokerroin;
P - osoittaa hallitun jännityksen suuruuden, jossa ei oteta huomioon rentoutumisen menetystä, kN;
d - osoittaa käytetyn pultin kierteen halkaisijan millimetreinä.
P ja M cr arvot voit selvittää taulukon lukemalla Voronežin, Kurganin ja Ulan-Uden tehtaan tuottamien lujien pulttien ominaisuudet2 , pultit sopivatGOST 22353 - GOST 22356.
Taulukko 2
|
dmm |
PkN |
M crnm |
|
1084 |
||
|
1578 |
||
|
huomautus . Pulttien valmistuksessa käytettyjen materiaalien väliaikaisen kestävyyden arvo on1078 MPa; ilmastomuutos At ja HL. |
||
Jos pultti kiristettiin kiertämällä päätä, itse vääntömomentin arvoa tulisi nostaa 5%.
Jos käytetään GOST 22353: n mukaisia \u200b\u200bpultteja -GOST 22356 Muiden kasvien tuotannossa tai heillä on erityinen korroosionestopinnoite, jolloin kiertymiskerroin määritetään kullekin erityistapaukselle erikseen standardin GOST 22356 mukaisesti. joko sovellus A tämä STP. Tässä tapauksessa saatujen arvojen ei tulisi ylittää tiettyjägOST 22356: n lauseke 1.9, ja nämä arvot vaihtelevat vähintään 0,14 - enintään 0,2.
Pulttien kireyden tulisi alkaa paikoista, joissa havaitaan vastaelementtien lähinnä sopivuus, ja jatkaa sitä vähemmän tiukan istuvuuden suuntaan. Pulttien kireys tapahtuu rakenteen keskustasta reunoihin. Tässä tapauksessa kiinnitystulppien välittömässä läheisyydessä olevat pultit on saavutettava viimeksi mainittujen irrottamisen jälkeen.
Kaikille vääntömomenttiavaimille on tehtävä määräajoin kalibrointi, joka suoritetaan sovelluksen mukaisestiK . Kalibrointitulokset kirjataan väistämättä asianmukaiseen päiväkirjaan, joka on suunniteltu ottamaan huomioon kaikki valmiit liitännät, joissa pultin kontrolloitu säätö tapahtuu.
Erittäin lujapulttien, joiden halkaisija on 22, 24 tai 27 mm, kiristämiseen tarkoitettu sarja sisältää KLC-avaimet. Laitesarja kohtisovellukset ja sisältää KLTs-110-hydrodynaamiset avaimet, niitä on kaksi ja yksi KLTs-160-avain. Mukana on myös pneumohydropumppu NPG-250 ja kalibrointilaite, kuten UT-1.
On syytä huomata, että vain erikoiskoulutetut työntekijät voivat työskennellä ruuvien kiristämisessä. Heidän on tutkittava laitteiden ominaisuudet ja toimintaperiaate, opittava laitteiden ja kiristystekniikan käyttöä koskevat säännöt ja suoritettava koe pääsyyn tällaiseen työhön. Työntekijöiden koulutuksessa käytetään STP: n vaatimuksia ja käytettyjen laitteiden käyttöohjeita.
kaikki teknologiset prosessitnimittäin työkalun valmistelu käyttöön, sen varastointi ja huolto, pulttien suoran kireyden on tapahduttava täysin niiden käyttöohjeiden mukaisesti.
KLZ-avaimet kalibroidaan välittömästi ennen niiden ensimmäistä käyttöä ja sitten 1000 ja 2000 pultin kiristämisen jälkeen. Tämän jälkeen kalibrointi on suoritettava joka kerta 5000 pultin kiristämisen jälkeen tai jos kyseiset avainkomponentit vaihdetaan, kuten hydraulisylinteri tai ketjupyörä.
Manuaaliset näppäimet on kalibroitava joka 4. tunti jatkuvaa käyttöä, mutta vähintään kaksi kertaa vuoroa kohti. Tätä varten käytetään ohjauskuorman jousitusmenetelmää. Joka tapauksessa vain koulutetun henkilöstön saa kuljettaa säiliöitä, ja se on suoritettava vastuussa olevan henkilön läsnä ollessa.
Terästettäessä vääntömomenttivirheen tulisi olla enintään 5%. Jos virhe ylittää sallitut arvot, itse avain ja kalibrointilaite tarkastetaan ja kaikki havaitut häiriöt poistetaan. Jos tämän jälkeen virhe ylittää normin, avaimet on käsiteltävä ja korjattava myöhemmin.
Korkean lujuuden pulttien kiristysprosessissa on varmistettava yllä olevan kaavan avulla lasketun vääntömomentin käyttö pultille. Tässä tapauksessa syntyvän vääntömomentin suuruutta tulisi tarkkailla avaimen kääntämishetkellä. On huomattava, että pulttien kiristys tapahtuu sujuvasti ilman nykäyksiä. Heti kun vääntömomentti saavuttaa vaaditun arvon, jännitys loppuu.
Tällaisten näppäinten, kuten näppäimien KLTs-110 ja KLTs-160, toiminnan varmistamiseksi rajoitetussa tilassa sarja sisältää vääntömomentin pysähtymisen, sovelluksenI. s. I.1.1.
6.1. Liitoksen tarvittavan lujuuden takaamiseksi on lujuudeltaan 40X teräksestä valmistetuille ruuveille annettu lujuus korkealujuuksisille pulteille. 3.
Taulukko 3
Pultin kiristys
6.2. Korkean lujuuden pulttien kireys saavutetaan kohdistamalla muttereihin niiden vääntömomentti M, kaavan avulla määritettynä
missä N on pultin vetovoima, määritetty 6.1 kohdan mukaisesti, laitteisto; d on pultin nimellishalkaisija, mm;
K on kiertymiskerroin, joka on yhtä suuri kuin 0,17. Kaavalla (1) lasketut vääntömomentin arvot pulttien kireyden laskennallisille voimille on annettu taulukossa. 4.
Taulukko 4
Pultin kireys ja vastaavien vääntömomenttien arvo
6.3. Korkean lujuuden pultit voidaan kiristää nimellisvoimiin manuaalisilla momenttiavaimilla, pneumaattisilla jakoavaimilla tai kääntämällä mutteria tiettyyn kulmaan erityisten ohjeiden mukaisesti.
6.4. Pulttien asettamis- ja kiristysjärjestys asetetaan korjaustöiden tekniikkaa kehitettäessä. Pultit kiristetään liitoksessa tai kiinnityksessä liitoksen keskeltä reunoihin.
Viimeisen pultin kiristämisen jälkeen liitoksen aiemmin kiristetyt pultit on tarkistettava ja tarvittaessa kiristettävä ennalta määrätyllä vääntömomentilla.
Pulttien kireyden tulokset kirjataan pulttirekisteriin (taulukko 5).
6.5. Korkean lujuuden pulttien kiristämistä suositellaan kahdessa vaiheessa: ensin paineilma-avaimilla 0,5-0,8 lasketusta jännityksestä, sitten vääntömomenttiavaimet laskettuun jännitykseen säätämällä vääntömomentin suuruutta.
Kiristä pultit momenttiavaimilla. Suorita sujuvasti, ilman nykäyksiä. Vääntömomentti kirjataan, kun jakoavain liikkuu jännityksen suuntaan.
6.6. Jokainen pultti, joka on kiristetty vakiovoimaan, on merkittävä maalilla.
6.7. Korkean lujuuden pultit on kiristettävä jakoavaimilla, joissa vääntömomentin ohjauslaite on tarkkuudella 5%.
Pultin mutterin kiristämiseen tarvittavan vääntömomentin avainlaskenta tulisi tehdä mutterin pyörimishetkellä.
6.8. Näppäimet on numeroitava, ja tarkistuskalibrointi on suoritettava ennen työn aloittamista.
Painikkeiden kalibroinnin tulokset merkitään pulttirekisteriin (taulukko 5).
Taulukko 5
Erittäin lujapultti-lehti
Torninosturi _________________
Inv. Ei. _________________________
Painikkeiden kalibrointi kirjataan lokiin graafin läpi, joka osoittaa kalibrointipäivän, avaimen numeron, kalibroidun vääntömomentin arvon ja vastaavan dynamometrin lukeman. Tietueen allekirjoittaa kalibraattori.