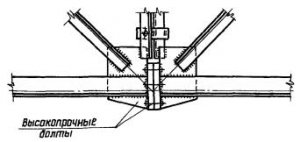
Metallirakenteiden asennus lujapultteihin. Suosituksia rakennusrakenteiden lujuuspulttien kiinnitysnivelten valvonnalle ja tekniselle käytölle. Liitosten kokoaminen erittäin lujaan pulttiin tarvittaessa suorittaa liitosten purkaminen kokonaan
Instituutin pääinsinööri S.K. Kanev
Suuresta määrästä lyhytaikaisia \u200b\u200bhitsauksia on tullut vakava este hitsausprosessien mekanisoinnille ja automatisoinnille asennuksen yhteydessä. Pulttiliitokset antavat asennuspaikan olosuhteissa käyttää kovahitsattuja, lujia teräksiä rakenteissa. Pulttiliitännät antavat ammattitaidottomien työntekijöiden työskennellä samanaikaisesti suuressa määrässä solmuja. Pulttiliitosten käytön tehokkuus muodostuu kokoonpanoyksiköiden suunnittelu- ja valmistusvaiheessa. Neuvostoliiton Gosstroyn mukaan pulttien metallirakenteiden mahdollisen käytön arvioitu määrä on 60 - 65% teollisuuden kokonaistuotannosta. rakennusrakenteet. Useiden metallitehtaiden heikkojen teknisten laitteiden, huonon suunnittelun laadun ja monien muiden syiden vuoksi Neuvostoliitossa kuitenkin vain 15 - 20% rakenteista valmistetaan pulttiliitoksilla.
Uudet materiaalit on täytetty ontto muovipallolla huomattavasti pienempien tiheysten saavuttamiseksi ja muodostavat haasteen sekoitus- ja annostustehtävissä. Manuaalisesti toteutettavien nykyaikaisten sovellusten automatisoinnin lisääntyessä on erityisiä ongelmia materiaalin sekoittamisessa ja automatisoinnissa.
Kevyt rakenne käytön vuoksi moderni tekniikka liimaus. Valvonta: Mark Biker, Hochschule Landshut, kevyt klusteri, Landshut. Lisääntyvä määrä erilaisia \u200b\u200bmateriaaleja luo uusia ongelmia. Vain kun eri materiaalien osien yhdistäminen yhdeksi komponentiksi on tehty materiaalien kanssa yhteensopivaksi, niiden hyödyllisiä ominaisuuksia voidaan myös käyttää vastaamaan lisääntyneitä vaatimuksia niin paljon kuin mahdollista. Teollisilla pitkäaikaisilla liimaustekniikoilla, kuten juottamisella, hitsaamisella, niittaamalla tai ruuvaamalla, on rajoituksensa.
Rautametalliesineiden viime vuosien rakenteet (paitsi levylevyt) on suunniteltu pääasiassa liitoksilla korkealujuisilla pulteilla).
Kun valvotaan korkealujuisten pulttien kiinnitysnivelten kiinnittämistä, erityistä huomiota tulisi kiinnittää teollisuuden toimittamiin erittäin lujiin pulteihin 1970- ja 1980-luvuilla. väliaikaisella resistanssilla 120, 135 ja 155 kg / mm 2. Tällaiset pultit asennetaan useisiin malleihin Cherepovetsissa, Lipetskin metallurgialaitoksissa, Magnitogorskissa ja muissa. Näillä pulteilla, koska kovuuden ylärajalle ei ole rajoituksia, on lisääntynyt kyky ZHR: hen (viivästynyt hauras murtuma).
Tavanomaisilla sidosmenetelmillä on tunnettuja haittoja. Lämpöprosessien, kuten hitsauksen, tapauksessa materiaali muuttaa erityisiä ominaisuuksiaan lämpövaikutteisella alueella. Mekaaniset menetelmät, kuten niitit tai ruuvit, puolestaan \u200b\u200btarjoavat vain voiman siirtämisen pisteellä; lisäksi reikiä on porattava myös työstettäviin kappaleisiin, jotka on liitettävä, mikä "vahingoittaa" materiaalia, ja siten liimaustekniikalla on etu muihin liitostekniikoihin nähden: tämä on matalalämpöinen liimausprosessi, joka ei muutu tai ei muutu vaurioittaa liittimiä prosessin aikana.
Vaarallisin jakso on ensimmäinen 1-3 vuotta toiminnan aloittamisen jälkeen. Pultit "ammuvat" ilman näkyvää ulkoisen kuorman kohdistamista. ZHR: hen on kiinnitetty huomiota kaikissa viime vuosien rakennuksissa.
Useissa laitoksissa vuosien käytön jälkeen tehdyt tutkimukset ovat osoittaneet, että pultin kireyden lasku on vähäinen. Mutta koska asennustöiden suorittamisessa pultit ovat pulaa mahdollisia, niin rakenteiden käyttöprosessissa asennettujen pulttien kireyden tarkka tarkistus vaaditaan. Pulttiliitosten hallintaa on paljon yksinkertaisempaa kuin hitsattujen liitosten, koska hitsatuissa liitoksissa on suurempi todennäköisyys piilossa olevien hitsausvirheiden suhteen kuin ruuviliitokset. Tärkein tapa ohjata ruuviliitoksia on visuaalinen.
Liimaustekniikan ansiosta kaikki materiaalit voidaan liittää toisiinsa ja toisiinsa pitkään. Varsinkin kun otetaan huomioon, että tuotteille asetettavat vaatimukset teknologisesta, taloudellisesta ja ympäristöllisestä näkökulmasta kasvavat tasaisesti, ja sen seurauksena, kun uusia materiaaleja on kehitettävä ja yhdistettävä toisiinsa, liimaustekniikka on laaja, etenkin kevyiden rakennusten alalla. Tämän vahvistaa myös se, että tarttuvan sidoksen sisällä syntyvät jännitykset jakautuvat koko alueelle ja siten ohuempia liittimiä voidaan käyttää samassa kuormassa verrattuna muihin kytkentämenetelmiin.
1. YLEISET MÄÄRÄYKSET
1.1. Nämä suositukset on kehitetty Neuvostoliiton teollisuusministeriön ja 9.XII.1988 annetun määräyksen nro 759 mukaisesti sekä sopimuksen nimityksen P47-6882 kanssa, joka on nimetty teräksenrakennuksen tieteellisen tutkimuskeskuksen välillä nimeltään Melnikov Gosstroy Neuvostoliitosta ja Neuvostoliiton teollisuusministeriön Cherepovetsin rauta- ja terästehtaat 19. huhtikuuta 1989, ja ne ovat kehittämistä teollisuusohjeasiakirjan ORD 00 00089 7 jaksossa ”Tekninen toiminta teräsrakenteet teollisuusrakennukset. "
Tästä syystä kevyen rakennusalan liimaustekniikka on olennainen osa yritystä ja avaa uusia mahdollisuuksia ja mahdollisuuksia. Robert Holzer, NDT: n tutkimuskeskus, Linz. Tuhoamaton testaus tai tuhoamaton testaus avaa mahdollisuuksia laadunvarmistukselle, prosessien optimoinnille sekä uusien materiaalien ja prosessointimenetelmien kehittämiselle tai karakterisoinnille. Myös liimaus- ja liitostekniikassa, jolla puolestaan \u200b\u200bon suuri merkitys kevyessä rakenteessa.
Kiristä korkean lujuuden pultit
Tavoitteena on saattaa nämä uudet mahdollisuudet teollisuuden saataville. Nykypäivän autoteollisuuden valmistusprosessit kattavat laajan valikoiman sovelluksia. Erilaisten liimaustekniikoiden käyttö käsittää muun muassa kattoluukkujen, ovilevyjen tai kojetaulujen asentamisen ajoneuvon sisätiloihin. Koska markkinoiden selkeä suuntaus on, ja samalla innovatiiviset ohjaimet ovat luonnonkuitulujitettuja muoveja, etenkin niiden hyvien mekaanisten ominaisuuksien ja pienen tiheyden vuoksi, ne voivat vähentää painoa ja tuoda teknistä ja ympäristöllistä lisäarvoa.
1.2. Suositukset kattavat valvonnan ja tekninen toiminta metallirakenteet rakennuksissa ja rautametallurgiayritysten rakenteet, joissa on liitokset korkealujuuksisilla pulteilla, jotka on suunniteltu Neuvostoliiton standardien mukaisesti ja joita käytetään alueilla, joiden arvioitu lämpötila on -65 ° C.
1.3. Hyväksyttäessä hyväksyntäkomiteassa rakenteita, joissa on liitokset erittäin lujilla pulteilla, huoltoedustajan osallistuminen on tarpeen tekninen valvonta yrityksen rakennusten ja rakenteiden toiminnasta.
Kosteudelle silloittaville samoin kuin polyolefiineihin perustuville reagoimattomille sulateliimoille on tunnusomaista muun muassa erinomainen tarttuvuus alhaisen energian substraateihin, korkea lämmönkestävyys, pieni tiheys ja ilman isosyanaattia. Tämä nuori sulateliimatekniikka edustaa kestävää vaihtoehtoa perinteisille liimajärjestelmille, ja sitä pidetään jo tulevaisuuden standardina erilaisissa sovelluksissa ajoneuvon sisätiloissa. Koska öljyt, rasvat ja jäähdytetyt voiteluaineet aiheuttavat pintakontaminaatiota, tuotantoteknologisen ympäristön tekniset tekijät vaikuttavat yhä enemmän tekijöihin, jotka vaikuttavat lopputuotteen toimivuuden laatuun.
1.4. Vastuu teknisestä kunnosta asennusliitännät Korkealujuuksisilla pulteilla työpajan tilauksesta vastaa työpajan suunnittelijoille ja teknisille työntekijöille, joille on suoritettava asianmukainen teoreettinen ja käytännöllinen koulutus, tuntevat vaatimukset lujuuspultteihin liittämistä varten ja heillä on todistus (liite nro 7; 8).
Materiaalit, tuotteet ja niiden käyttöedellytykset
Esimerkiksi korkeapuhdistusprosessit tai yhdisteet, kuten maalaus, koska pienimmätkin kinemaattiset epäpuhtaudet johtavat tuotteen laadun heikkenemiseen. Komponenttien käytöstä teollisuusympäristössä tuotannon laadunvarmistuksesta olisi päätettävä prosessiketjun teknisen puhtauden yhteydessä ennen prosessointia tai sen jälkeen tai sen jälkeen. Alustava teknisen puhtauden testi suoritetaan tässä käyttämällä automatisoitua fluoresenssislaser-skanneria, ja seuraava laadunvalvonta suoritetaan termografialla aktiivisella lämpövuolla.
1.5. Asennusyhteyksien ja kunnostustöiden suoran tarkastuksen tulisi suorittaa erityiskoulutetut asiantuntijat, joilla on asianmukaiset taidot ja sertifikaatit. Vaikeasti tavoitettavissa korkeuspaikoissa tutkimukset tehdään kiipeilijöiden osallistumisella.
1.6. Suoraan tutkimukseen osallistuvien rakennusten ja rakennusten käytön asiantuntijoiden on suoritettava asianmukainen koulutus, heillä on oltava todistus ja lupa pysyä parhaimmillaan.
Kiristävät erittäin lujat pultit vääntömomentin avulla
Kevyt malli kerroksessa. Ruuviliitokset voivat kantaa suuria työkuormituksia ja niillä on selvä etu liukoisuuteen. Kuten vaihtoehtoiset liitostekniikat, tapahtuu edelleen kehitystä tehokkaammaksi ja yksinkertaisemmaksi, esimerkiksi pienemmäksi painosuhteeksi puristusvoimaan tai jopa itselastuvaan yksikköön. Lisäksi materiaalien sekoitus kevyessä rakenteessa luo uusia ongelmia ruuvin suunnittelulle, koska klassiset menetelmät ruuvin laskemiseksi kevyiden materiaalien liitoksille ovat usein jo riittämättömiä.
Asiantuntijoiden määrä määritetään nopeudella 1 tekniikka 100 tuhatta lujaa pulttia kohti.
1.7. Erittäin lujapulttisten kitkaliitosten piirre on, että voimat eivät koe pulttien leikkautumisesta ja seinän murskaamisesta, vaan kitkavoimista, jotka syntyvät kosketuspintojen välillä, jotka on vetänyt yhteen kovan lujuuden pultin avulla. Tältä osin erittäin lujien pulttien kireyden suuruus ja kytkettyjen elementtien kitkapintojen valmistuksen laatu ovat ratkaisevan tärkeitä ja sitä valvotaan testin aikana. Korkean lujuuden pulttien riittämätön kireys kitkaliitoksissa voi johtaa elementtien “liukumiseen”, kun taas pultit toimivat leikkautuessaan, elementit romahtavat. Lisäksi elementtien keskinäisestä siirtymästä johtuva geometrisen muodon rikkominen on mahdollista - pultit tulevat toimimaan epätasaisesti, koska reikien ja pulttien halkaisijoiden ero voi saavuttaa 6 mm SNiP III-18-75 -taulukon mukaisesti. Kuvio 4 ja pultit saattavat olla peräkkäisissä vioissa.
Luento korostaa tämän analyyttisen-numeerisen suhteen tärkeyttä ja näyttää esimerkkejä, joissa mallinnuksen kautta tapahtuva laajentaminen tarjoaa arvokkaita uusia ideoita yhteyksien ja työturvallisuuden optimoimiseksi. Sähköauto ei ole mahdollista ilman kevyttä rakennetta. Siksi painon optimointi on kehittäjien asialistalla. Perinteiseen metallirakenteeseen verrattuna tutkijat pystyivät vähentämään akselipainoa 37 prosentilla vähentäen siten energiankulutusta. Lisäksi tutkijat harkitsevat mahdollisuutta käyttää kuitukomposiittimateriaalia metallikomponenttien korvikkeena positiivisen vaikutuksen aikaansaamiseksi ajoneuvon rakenteen jäykkyyteen ja dynamiikkaan taitavalla kuitumatriisin ominaisuuksien valinnalla.
1.8. Tutkimuksissa havaittiin, että ratkaiseva vaikutus pulttien luotettavuuteen on niiden mekaanisten ominaisuuksien (väliaikainen vetolujuus, venymä ja supistuminen, iskulujuus) tasoilla, jotka määritetään lämpökäsittelyolosuhteissa.
Pääominaisuus näistä ominaisuuksista on väliaikainen vetolujuus, jota säädetään sen ylärajalla. Liian vahvat pultit (merkinnät 135 ja 155), joilla on lisääntynyt kovuus, ovat alttiita viivästyneelle hauraalle murtumalle ja vaativat tarkempaa tarkkailua ja nivelten useampaa tutkimista.
Tämä luo monimutkaisia, mekaanisesti ja kolmiulotteisesti kuormitettuja rakenneosia, jotka voivat korvata toteutettavissa olevat metallirakenteet. Tärkeimmät edut ovat merkittävä painonpudotus, korkea integraatioaste ja korkea laatu. Tämän tekniikan avulla voit luoda uusia järjestelmäratkaisuja teollisuudelle - esimerkiksi renkaille, ristikoille, putkille, raskaasti kuormittuille osille, monimutkaisille rakenne-elementeille ja monimutkaisille kolmiulotteisille osille.
Yhteyden seuranta
Painoon optimoituja ja tukevia kevyitä rakenteita käytetään melkein kaikilla teollisuudenaloilla: ilmailu- ja autoteollisuudessa, konepajateollisuudessa ja konepajateollisuudessa, urheilu- ja vapaa-ajan teollisuudessa sekä tuulienergialla, jotka kaikki edellyttävät kevyiden materiaalien käyttöä ja kevyen rakentamisen kehittämistä. Ikääntymisprosessit, ympäristövaikutukset sekä odottamattomat tapahtumat, kuten maanjäristykset, tuulenisku, tuulet, lintujen iskut jne. Voi vahingoittaa rakenteita ja vaarantaa siten seuraukset ja seuraukset.
2. MATERIAALIT, TUOTTEET JA NIIDEN SOVELTAMISEN EHDOT
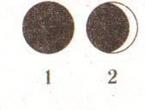
2.1. Teräsrakenneosien yhdistämiseen käytetään GOST 22353-77 -standardin vaatimusten mukaisesti valmistettuja lujia pultteja, muttereita ja aluslevyjä? 22356-77 tai TU 14-4-1345-85 ja normaalin lujuuden pultit GOST 1759-70: n (Kuva 1) mukaisesti.
2.2. GOST 22356-77: n mukaan pulteissa on oltava valmistajan tuotemerkki ja merkintä, joka osoittaa väliaikaisen resistanssin (kgf / mm 2), ja sulamisnumeron tunnus. HL: n ilmastomuutoksen pultit on lisäksi merkitty.
Jos vaurioita havaitaan, toimenpiteet komponenttien pakolliseksi korjaamiseksi tai vaihtamiseksi voidaan aloittaa varhaisessa vaiheessa järjestelmän täydellisen vian estämiseksi ja välillisten kustannusten välttämiseksi. Lisäaineprosessi teollisuuden kevyiden rakennusten tuotantoon.
Jörg Welnitz, tekninen yliopisto Ingolstadt. Generatiiviset tuotantoprosessit jatkavat yhä laajempaa polkua tuotannon teollisessa maailmassa. Toisaalta erittäin korkea suunnittelun vapaus sytyttää insinöörien mielikuvituksen, toisaalta mukautettujen komponenttien esiintyminen pienissä erissä on aina toivottavampi kohde. Kun aikaisemmin generatiivisia valmistusmenetelmiä käytettiin pääasiassa prototyyppien laatimiseen, testaamiseen ja visualisointiin, jotka väittävät pystyvänsä luomaan toiminnallisia komponentteja, kasvaa välittömästi.
2.3. Pulttien, mutterien ja aluslevyjen mekaanisten ominaisuuksien valvomiseksi tehtaalla otetaan 5 näytettä jokaisesta erästä kustakin testityypistä.
Pultit testataan repeytymisen, vetolujuuden, määrän lujuuden (CL) määrittämiseksi, repimisen suhteen vinossa aluslevyssä, kiertymiskertoimen ja kovuuden määrittämiseksi.
2.4. Korkean lujuuden pultit, mutterit ja aluslevyt toimitetaan erissä, jotka koostuvat saman nimityksen osista, jotka on valmistettu saman lämmön teräksestä ja valmistettu yhdessä tilassa. Pultti-erän massa saa olla enintään 1000 kg, muttereiden ja aluslevyjen - 500 kg.
Tuotteiden dokumentointi ja pätevyys on paljon tärkeämpi rooli kuin prototyypissä ja näytteessä. Lähes kaikilla generatiivisilla valmistusprosesseilla, kuten myös klassisella menetelmällä, on valmistushyväksyntä. Varsinkin kun generatiivisia muovikomponentteja valmistetaan, kun taas komponenttien mittatarkkuuden ja mittapysyvyyden valmistuksella ja dokumentoinnilla on suuri merkitys mikrorakenteen lisäksi. Esitys osoittaa kyvyn toteuttaa optimointiketju mittasuhteiltaan stabiilien ja toiminnallisten komponenttien tuottamiseksi lisäaineiden valmistusprosessissa teollisen tietokoneen avulla.
2.5. Jokaisella laitteistoerällä olisi oltava varmenne, josta ilmenee:
Varmenteen numero valmistajan nimi; tuotteiden nimi, tyyppi ja koko; teräslaatu; erän numero; lämpö numero; testitulokset; nettopaino.
Lisäksi on tarpeen pystyä tuottamaan pieniä eriä, joissa on mainittujen alkuperäisten materiaalien yksittäiset geometriat. Esittelyssä keskitytään alkuperäisten materiaalien avulla valmistettujen uusien valmistuslisäprosessien nykyisiin ominaisuuksiin ja rajoituksiin verrattuna klassiseen laajennusmallitekniikkaan.
Selektiivinen lasermetallisulatus jauheella lähdemateriaali on innovatiivinen valmistusprosessi kaikenlaisten metallikomponenttien valmistukseen - mutta erityisesti erittäin monimutkaisten geometrioiden valmistukseen. Koska komponentit ovat ”alhaalta ylöspäin”, se avaa täysin uusia mahdollisuuksia tuotteiden valmistuksessa. Erityisen huomionarvoista on suunnittelijan luova vapaus, joka on huomattavasti korkeampi kuin muilla valmistajilla, koska rajoituksia pääsylle leikkaustyökaluille tai tällaisen muotin vapauttamiselle on.
2.6. Rakenteissa, joiden suunnitellulämpötila on alle miinus 40 ° C ja jopa -65 ° C, on käytettävä erittäin lujia CL-pultteja. Näiden pulttien päässä on merkki "CL".
2.7. Normaalin lujuuden pulttien lujuusluokka on merkitty kahdella numerolla. Ensimmäinen luku kerrottuna 10: llä määrittelee vähimmäis vetolujuuden (kgf / mm 2), toinen kerrottuna 10: llä määrittää myötölujuuden ja vetolujuuden suhteen prosentteina. Luvutulos määrää myötölujuuden. Tämä tyyppi sisältää pultit, joiden merkintä on 10.9; 8,8; 5.8 (kuva 1).
B. valutyökaluista, jotka on jätetty pois. Tämän avulla voit integroida lisäominaisuuksia komponenttisuunnitteluun ja optimoidun kevyen, tarkkaan mukautettuina seinämän paksuuden tehoominaisuuksiin. sisäisten onteloiden toteuttaminen ja rakenteiden sisäisten kylkien optimoitu kuormitus on myös mahdollista. Tämä johti toisen sukupolven duplex-teräksiin, jotka tunnetaan parannetuista ominaisuuksistaan, kuten mekaanisesta lujuudesta ja korroosionkestävyydestä. Akkukoneet ja akkuporaporat ovat saatavana useisiin sovelluksiin 12 tai 18 voltilla. Lisävarusteet, joita on ollut saatavana tammikuusta lähtien, ovat täysin toiminnassa järjestelmässä uusien generaattorien kanssa. Projekti alkoi lopussa, kun 70% kokonaisvirrasta uuteen tekninen tekniikka ferriitin tuotantoon. Nykyään Swabian perinteinen yritys ympäri maailmaa harjoittaa ammattimaisia \u200b\u200bsovellusratkaisuja ja korkeaa laatua - ei vain poraamiseen. Uusi automaattinen taivutuskone, jossa on useita hydraulisia puristinjarruja, tarjoaa laajan valikoiman ja erikokoisia profiileja. Suuri laatuvaatimukset, teknologiset ongelmat, resurssitehokkuus ja hintapaineet ovat hallitsevia aiheita suunnittelussa. Uusiutuvat energialähteet ovat yhä tärkeämpiä fossiilisten ja ydinenergialähteiden korvikkeina. Teollinen nahkateollisuus on monimutkainen liiketoiminta, jonka täytyy yhdistää toistuvat mallimuutokset ja yhä lyhyemmät tuotantoajat laatuun ja kannattavuuteen. Käsittelyprosessien maksimaalinen tarkkuus ja tehokkuus ovat ennakkoedellytys markkinoille asettamiselle. Tätä varten käytettyjen koneiden luotettavuutta ja prosessitehokkuutta koskevat vaatimukset ovat vastaavasti korkeat. Leikattujen aukkojen valmistukselle prosessin ja tuotteen laatuvaatimukset ovat valtavat, niiden trendi kasvaa. Viimeisin uusi yritysosto perheyrityksen johdolla on erittäin tarkka pitkän matkan viestintäjärjestelmä. Sen leveys on enintään 700 millimetriä ja ruostumattomasta teräksestä valmistetut nauhat, joiden paksuus on 0, 2 - 3, 0 mm. Erityisen suunnittelunsa ansiosta järjestelmä on ihanteellinen korkealaatuisten tai erittäin herkkien teippien hellävaraiseen käsittelyyn. Litteällä, työkaluttomalla, kääntyvällä koneella metallirakenteiden fileehitsit voidaan työstää nopeasti ja taloudellisesti vahingoittamatta vierekkäisiä komponentteja edes terävissä kulmissa. On epätodennäköistä, että jostakin aiheesta keskustellaan tällä hetkellä yhtä intensiivisesti kuin tapa ydinvoiman käytöstä ja siirtyminen uusiutuviin energialähteisiin. Aikana, jolloin uusiutuva energia oli vielä iso tuntematon monille. Pilvenpiirtäjän julkisivua korostaa erityisesti ruostumaton teräsrunko. 90 t: n vetojalusta perustuu innovatiiviseen konseptiin, jonka avulla voit säästää energiaa ja materiaalia vetäessäsi terästankoja. Toisen sukupolven perheyritys on saanut nimensä itselleen kiinnitysjärjestelmien valmistajana ja metallinjalostuspalvelujen tarjoajana. Glamour, paistaa, palmuja. On epätodennäköistä, että mikään muu kaupunki joutuisi stereotyyppiin rikasten ja rikasten Mekkaan kuin Miami. Alkuperäistä, hyvää rakennuskangasta tulisi käyttää mahdollisimman vähän kustannussyistä. Ruostumattomasta teräksestä valmistetut levyprosessorit, jotka ovat tärkeitä ajalle ja rahalle, luottavat nyt valmiisiin ohutlevytyökappaleisiin. Tämän seurauksena voidaan välttää kalliit erottelumenetelmät, ja lisäksi jätteet voidaan minimoida merkittävästi. Mozart, Haydn, Mahler, Strauss, Lehar tai Franz von Suppe: Itävallassa veressä on musiikkia. Maan historialle on ominaista vertaansa vailla oleva musiikillinen monimuotoisuus. Kuuluisa Espanjan rauha on Madridissa. Sen erityisen kaunis sijainti suoraan Atlantin alueella asettaa myös erityisen korkeat vaatimukset rakennuskankaan korroosionkestävyydelle. Vain 15 vuoden kuluttua ulkoseinistä ja puomin nuoleista tapahtui merkittäviä vaurioita betonille ja teräsbetonivahvikkeille suolailman ja turvotuksen vuoksi. Tarvittavia korjauksia varten on nyt varmistettava 100 vuoden käyttöikä. Pito- ja diagonaalipidosten, sekä poikittaisen ja diagonaalisen pitojen sallitut kuormat vaihtelevat välillä 2, 0–25 kN ja kattavat kaikki arkkitehtien ja suunnittelijoiden perusvaatimukset. Milanona on yksi vanhan mantereen kulttuuri- ja teollisuuskeskuksista päivittäinen kohde tuhansille turisteille ja liikemiehille ympäri maailmaa. Kun ruostumattomasta teräksestä valmistettuja profiileja käytetään esimerkiksi ulko- ja sisäarkkitehtuurissa esimerkiksi julkisivuina tai laattalaiteina, ne on varustettava itseliimautuvilla kalvoilla niiden pintojen suojaamiseksi. Osittain päällystetyllä kalvolla vain myöhemmän profiilin näkyvät pinnat suojataan erittäin tarkoituksenmukaisesti. Ole pyöreä, soikea tai monikulmainen: Jokainen putki, myös pienessä tai keskisuuressa sarjassa, on valmistettu tarkkoista levyistä asiakaskohtaisten vaatimusten mukaisesti. Ajat, jolloin pimeyden julkisivut aiheuttivat varjokuoleman, ovat kauan kuluneet. Istanbul, Turkin suurin kaupunki ja maailman ainoa metropoli kahdella mantereella, näyttää taaksepäin myrskyisestä menneisyydestä. Laatu valmistettu Saksassa myös Länsi-Afrikassa: Kahden uuden Nigerian pääkaupungissa Abujassa sijaitsevan hallituksen rakennuksen Westfalenin ruostumattoman teräksen asiantuntija Moderson toimitti kiinnikkeet julkisivun verhoukseen. Korkeampi, kalliimpi ja vaikuttavampi: Menestyvän rakentamisen säännöt Persianlahden erittäin dynaamisissa kaupungeissa ovat erehtymättömät. Kudonta Durenissa on maailman johtava metallien, muovien ja kuitujen kudottujen materiaalien valmistaja. Erilaiset koristeelliset pintakäsittelyt tekevät ruostumattomasta teräksestä muodikkaan materiaalin suunnittelija-arkkitehtuurissa. Vierintäkoria kutsutaan metallirakenteeksi, joka yleensä asennetaan moottoriurheilussa käytettäviin autoihin.
Kuva 1 Eri lujuusluokkien, myös korkealujuisten, pulttien merkinnät.
a. Družkovskin tehtaan erittäin luja pultti; b. Magnitogorskin tehtaan erittäin luja pultti; c. Shchelkovon tehtaan erittäin luja pultti; D. Voronežin tehtaan erittäin luja pultti; e. Pultin lujuusluokka 10.9 Magnitogorskin kasvi; Hyvin. Pultin lujuusluokka 8.8. Likhachev; h. Pultin lujuusluokka 5.8 Magnitogorskin kasvi.
Esimerkiksi pultin lujuusluokka 5.8 osoittaa, että metallin vähimmäisvetolujuus on? c, josta pultti on tehty, on 5 × 10 \u003d 50 kgf / mm 2, ja saannon lujuussuhde? t väliaikaiseen vastarintaan? prosentteina se on yhtä suuri kuin 8? 10 \u003d 80%. Ensimmäinen merkinnän lukumäärä, kerrottuna toisella, määrittää myötölujuuden
T \u003d 5 - 8 \u003d 40 kgf / mm2
2.8. Korkean lujuuden pultit on merkitty 110, mikä osoittaa pultin materiaalin väliaikaisen vähimmäisvastuksen (kgf / mm 2).
2.9. Jos projektissa ei määritetä pultteja, lujuusluokan 5.8 pultit voidaan korvata 8.8 pultteilla; 10,9 ja korkea lujuus. Pultit 8.8 voidaan korvata luvulla 10.9 ja erittäin lujat. Pultit 10.9 - erittäin luja. Käänteinen vaihtaminen ilman rakenteiden asianmukaista laskemista on kielletty.
3. YHTEYDEN EHDON VALVONTA
3.1. Liitosten kunnon valvontaa suorittaa teollisuusrakennusten teräsrakenteiden teknistä käyttöä varten tarkoitettu työpajapalvelu jatkuvien tarkastusten avulla.
3.2. Yhdisteiden rutiinitarkastukset suoritetaan valikoivasti kerran kuudessa kuukaudessa lennon aikana muunnin, avotakka ja muut kaupat, joiden malleihin kohdistuu dynaamisia vaikutuksia. Muissa työpajoissa, osastoilla ja välein vähintään kerran vuodessa.
Korkean lujuuden pulteissa olevien solmujen tarkastus tehdään pääsääntöisesti yhdessä teräsrakenteiden tutkinnan kanssa ARD 00 000-89: n määräämässä ajassa.
3.3. Korkean lujuuden omaavien pulttien ja liitettyjen elementtien kuntoa seurataan visuaalisesti, ja se käsittää pulttien esiintymisen solmuissa sekä satunnaisesti niiden liitettyjen elementtien kireyden ja turvallisuuden (halkeamien, puurien puuttuminen). Pultit tarkistetaan taulukon mukaisesti. 3 jokaisessa kymmenes solmussa (10% solmuista). Seuraavat tarkastukset tarkistavat aiemmin varmentamattomat solmut.
Erityistä huomiota tulisi kiinnittää virheiden tunnistamiseen taulukon 5 mukaisesti. 1.
|
Vian nimi |
eliminointimenetelmä |
||
|
kiireettömän |
hätä * |
||
|
Nivelissä ei ole vähemmän kuin 10% pultteja |
Yli 10% pultteista puuttuu liitoksesta |
Asenna uudet pultit, kiristä suunnitteluvaihe säätöavaimella |
|
|
Alle 10% pulteista ei ole kiristetty suunnitteluvaiheessa |
Yli 10% pulteista ei ole kiristetty suunnittelupyrkimyksissä |
Kiristä pultit uudelleen ohjausavaimella |
|
|
Kun säädetään kireyttä, muttereilla varustetut pultit kääntyvät |
Asenna uudet pultit. Kiristä pultit suunnitteluvaiheeseen ohjausavaimella |
||
|
Koetin 0,3 mm kulkee kytkettyjen elementtien väliseen rakoon |
Tarkista pultin kireys kokoonpanossa. Kiristä pultit suunnittelupyrkimyksiin. Maalaa liitokset muotoa pitkin |
||
|
Korin halkeamia, joissa vähemmän kuin 10% liitoksen pultteista, muttereista tai aluslevyistä |
Yli 10% nivelissä olevista pulteista, muttereista tai aluslevyistä on kehon halkeamia |
Vaihda vaurioituneet pultit, mutterit tai aluslevyt. Kiristä pultit suunnitteluvaiheeseen ohjausnäppäimellä |
|
|
Halkeama liitettävissä rakenteissa havaittu |
Vahvista tai vaihda elementti projektin tekijöiden päätöksen mukaisesti |
||
3.4. Jos havaitaan vika hätä luontokun yli 10% pulteista löysyy liitoksessa, havaitaan vikoja tai yli 10% pulteista puuttuu, liitetyissä rakenteissa havaitaan halkeamia tai puoloja, on toteutettava välittömät toimenpiteet niiden poistamiseksi.
3.5. Ensimmäisten kahden tai kolmen vuoden aikana rakennusten tai rakenteiden käytöstä suoritetaan selektiivinen instrumenttitarkastus 4 jakson mukaisesti, jotta voidaan tunnistaa mahdolliset asennustöissä tehdyt viat.
Taulukko 1
Luettelo mahdollisista liitosvirheistä lujilla pulteilla
* - Vian hätätilanne määritetään ehdollisesti, lopullinen päätöksen vian vaikutuksesta rakenteiden kantokykyyn ja eheyteen määrittelee projektin laatija.
3.6. Instrumentaalisen testauksen aikana pulttien kireyttä ohjataan (taulukko 2).
3.7. Pultin kireyden säätö tapahtuu kiristysmomenttiavaimilla. Mutteriin tai pultin päähän kohdistetun kiristysmomentin on oltava vähintään taulukossa ilmoitettu arvo. 2.
3.8. Korkean lujuuden pulttien nivelten tarkastustulokset kirjataan nivelten teknisten tarkastusten päiväkirjaan. Saumojen ulkopinnat pohjataan tavallisimmalla maaperällä GF-020, FL-03K tai muilla, jotka eivät sisällä öljyä.
3.9. Uusien pulttien asennukseen liittyvien vikojen poistamiseksi tehdään tekniikka, jonka mukaan liitokset kiinnitetään korkealujuisiin pultteihin (kappale 4).
3.10. Jos on tarpeen tarkistaa pinnan esikäsittelyn laatu tai määrittää pulttien lujuusluokka ja tutkia työpiirustuksia, niitä tulee ohjata tehtaalla varastoiduista asiakirjoista (liite 3), joilla on rakenteiden valmistumistodistus.
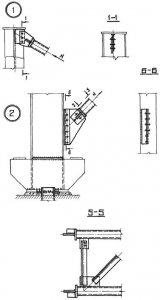
3.11. Kun tarkistetaan pulttien kiinnitysliitoksia, on kiinnitettävä erityistä huomiota seuraaviin komponentteihin:
(Liite 9)
Sarakkeiden kiinnityspisteet sarakkeissa (pultit); Kuva 5, 7 (solmut 1, 2, 3, 5);
Nosturipalkkien kiinnityskohdat (pulteille ja niiden kireyden mahdolliselle löysäämiselle) kuva 5 6, kuvio 7 (solmu 6);
PPF-solmujen (nosturipalkkiristikot), ristikko- ja ristikokoukkojen suuret jänteet (pulttien läsnäolo ja niiden kireyden valikoiva säätö). 1, 2;
Palkkisolujen solmu (pulttien läsnäolo ja niiden kireyden valikoiva hallinta), kuva. 3;
Pylväiden liitos (pulttien läsnäolo ja niiden kireyden valikoiva säätö), kuva. 4.
3.12. Jos on välttämätöntä selvittää vikojen syyt ja kehittää toimenpiteitä niiden poistamiseksi sekä yhdisteiden tutkimiseksi, tutkimus- ja suunnitteluorganisaatioiden asiantuntijoita voidaan sopia.
4. YHTEYDEN PALAUTTAMISEN TEKNOLOGIA
Korkean lujuuden pulttien nivelten palauttaminen ja hyväksyminen tulisi suorittaa tämän tyyppisten nivelten toteuttamisesta vastuussa olevan henkilön ohjauksessa näitä töitä suorittavan organisaation määräyksellä.
Yhdistämiseksi lujapultteihin henkilöstö, joka on suorittanut asianmukaisen koulutuksen ja jolla on todistus pääsystä näihin töihin, sallitaan.
Teknologinen prosessi Yhdistäminen lujilla pulteilla palauttamalla solmut kokonaan purkamatta niitä sisältää seuraavat toimenpiteet:
Korkean lujuuden pulttien, mutterien ja aluslevyjen valmistus;
Liitäntöjen kokoaminen;
jännitys;
Liitosten hyväksyminen ja tiivistäminen.
Tuloksena olevilla pulteilla on oltava merkintä, joka osoittaa väliaikaisen resistanssin (kgf / mm 2) ja valmistajan merkin.
Jokaisessa pultti-erässä on oltava varmenne, jossa ilmoitetaan:
Varmenteen numero
Valmistajan nimi;
Tuotenimitys symboli sulamis- ja eränumerot;
Testitulokset;
Spin tekijät;
Nettopaino.
4.1. Erittäin lujien pulttien, mutterien ja aluslevyjen valmistelu
4.1.1. Laitteiden valmistusta koskevaan teknologiseen prosessiin kuuluu suojauksen poistaminen, lian ja ruosteen puhdistaminen, poistettujen pulttien ja mutterien kierteitys ja voitelu.
4.1.2. Laitteita voidaan käsitellä kahdella tavalla. Laitteistot ristikkosäiliöissä (pieniä määriä varten - ämpäri, jossa on rei'itetyt reiät); puhtaassa tynnyrissä vesi keitetään mahdollisuuksien mukaan pesuliuoksella tai kodinpesujauheella. Ämpäri kastetaan veteen ja keitetään 10 - 15 minuutin ajan. Sen jälkeen, kun vesi sulautuu, laitteisto lasketaan 1 - 2 minuutiksi säiliöön, jossa on bensiinin (85%) ja Avtol-tyyppisen mineraaliöljyn (15%) seosta, sitten poistetaan. Kuumennetusta laitteistosta bensiini haihtuu nopeasti, ja pinnalle jää ohutkalvon muodossa olevaa öljyä. Tämä menetelmä tarjoaa kiertokerroimen tasoituksen 0,18: ksi.
4.1.3. Kiertokerroin pienenee arvoon 0,12 ja sen vakauttaminen tapahtuu vahaamalla muttereita. Laitteiston puhdistuksen jälkeen edellä mainittua tekniikkaa lasketaan vain mutterit sulaan parafiinilla (niitä pidetään 10–15 minuutin ajan) kylpyyn, mutterit poistetaan ja annetaan valua ylimääräistä parafiinia ja jäähdytetään ympäristön lämpötilaan.
4.2. Liitosten kokoaminen erittäin lujuisiin pulteihin, jos tarpeen, suorita liitosten purkaminen kokonaan
Jos liitännät on tarpeen purkaa kokonaan, suunnittelukuormitus on poistettava erityisesti kehitetyn projektin mukaisesti ja yksikkö palautettava seuraavalla tekniikalla:
4.2.1. Kokoonpanon kokoonpanoprosessi sisältää:
Rakenteiden tarkastaminen ja niiden noudattamisen varmistaminen hankkeen ja luvun SNiP III-18-75 vaatimusten mukaisesti (valmistusrakenteiden tarkkuuden kannalta);
Reikien kohdistaminen ja kiinnitys elementtien ja liitososien suunnitteluasentoon asennustulppien avulla (10% reikien määrästä, mutta vähintään 2 kpl);
Korkean lujuuden pulttien asennus pistokkeisiin reikiin;
Koottujen rakenteiden geometristen mittojen tarkistaminen;
Tiukka tasoituspaketti;
Toimitettujen lujien pulttien kireys projektin tuottamaan voimaan;
Irrota tulpat, aseta lujat pultit irrotettuihin reikiin ja kiristä ne suunnittelupyrkimyksiin.
4.2.2. Ennen peitteiden asettamista viivaimella ja anturilla määritetty elementtien paksuuksien ero päällekkäisten elementtien kanssa ei saa ylittää 0,5 mm.
4.2.3. Kun liitettävien osien tasoero on 0,5-3 mm, vuorauksen tasaisen taipumisen varmistamiseksi ulkonevan osan reuna on tasoitettava hiomakivellä, joka on korkeintaan 30 mm etäisyydellä osan reunasta, kaltevuuden ollessa enintään 1:10. Jos tasoero on yli 3 mm, on käytettävä tiivisteitä. Tiivisteiden käytöstä on sovittava suunnitteluorganisaation kanssa.
4.2.4. Käytettyjen pulttien pituudet valitaan pussin paksuuden mukaan (liite 2).
4.2.5. Kun porataan reikiä osiin, joissa on koneistettu pinta, öljyä sisältäviä jäähdytysnesteitä ei tule käyttää.
4.2.6. Nivelten kokoaminen tulee suorittaa välittömästi lujilla pulteilla ja tulppilla. Muiden pulttien käyttö kokoonpanossa on kielletty.
4.2.7. Jokainen pultti asennetaan kahden lujan aluslevyn yhteyteen (toinen asetetaan pultin pään alle, toinen mutterin alle).
4.2.8. Suunnitteluun kiristettyjä muttereita ei kiinnitetä enää.
4.2.9. Korkean lujuuden pulttien asennuksen yhteydessä mutterien tulee kääntyä vapaasti (käsin) kierteeseen. Muussa tapauksessa mutteri tai pultti on vaihdettava ja hylätyt pultit ja mutterit on lähetettävä uudelleenharjoitteluun.
4.3. Kiristävät erittäin lujat pultit vääntömomentin avulla
4.3.1. Määritelty menetelmä perustuu mutteriin tai pultin päähän kohdistuvan kiertymismomentin mittaamiseen, kun suunniteltu aksiaalivoima saavutetaan pultin akselilla. Kääntömomentin vaadittava arvo määritetään kaavalla
M \u003d P · d · K,
missä P on annettu pultin kireysvoima, kgf;
d on pultin nimellishalkaisija, m;
K on kiertymiskerroin, joka on yhtä suuri kuin 0,18 kaikille pultityypeille, jotka toimitetaan standardin GOST 22353-77 - GOST 22356-77 mukaisesti ja jotka on käsitelty 3.1.3 kohdassa ehdotetun tekniikan mukaisesti ja joka on yhtä suuri kuin 0,12, kun koneistetaan kappaleessa 3.1.3. Todistuksen kiertokerrointa ei oteta huomioon laskelmissa.
4.3.2. Kokoonpanossa olevien pulttien lukumäärä voi olla 10 - 15 kpl. ja vaikeasti tavoitettavissa paikoissa pultit voidaan kiristää vääntömomenttiavaimilla yhdellä kertaa (viiva-avain. Liite 6).
4.3.3. Avaimen välittämä kiristysmomentti tulisi kirjata, kun avain liikkuu suuntaan, joka lisää jännitystä. Kiristä sujuvasti ilman nykimistä.
4.3.4. Vääntömomenttiavaimet on numeroitava ja kalibroitava.
Avaimet voidaan tehdä joko erikoistuneessa tehtaassa tai itse. Kalibrointi tulisi suorittaa vuoron alussa.
4.3.5. Todellisen kiristysmomentin poikkeama lasketusta ei saa ylittää 20%.
4.3.6. Pultin pula on kielletty.
Taulukko 2
4.4. Momenttiavaimen kalibrointi
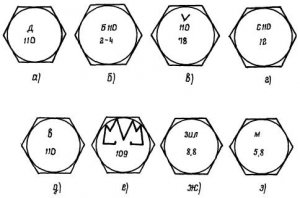
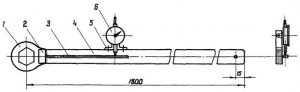
4.4.1. Vääntömomenttiavaimet kalibroidaan ripustamalla tietty määrä lastia jakoavaimen kahvaan tai käyttämällä erityisiä kalibrointitelineitä.
4.4.2. Ensimmäisen menetelmän mukaan kalibrointi tulisi suorittaa seuraavassa järjestyksessä:
ripusta momenttiavain kuusikulmaiseen tuuriin tai kiristettyyn lujaan pulttiin niin, että sen kahva on vaaka-asennossa (kuva 2). Ripusta painikkeessa P (kg) avaimen lopussa olevaan kiinteään kohtaan
![]()
Kuva 2 Kalibrointi vääntömomenttiavaimet
jossa l - etäisyys kuorman painopisteestä turan tai pultin akseliin;
M s - arvioitu vääntömomentti;
M s - avaimen massan kiertymismomentti, joka on yhtä suuri kuin avaimen massan tulo etäisyydellä painopisteestä turan tai pultin akseliin.
Kun kuorma keskeytetään, lähtölaskenta otetaan vastaan \u200b\u200bavainten rekisteröintilaitteella. Toista mittaus 2-3 kertaa, kunnes tulos on vakaa. Loki kalibrointitulokset.
4.5. Nivelten hyväksyminen ja tiivistäminen kokonaan purettaessa
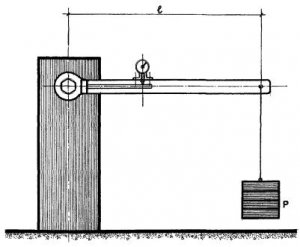
4.5.1. Jännitysmenetelmästä riippumatta ohjaimen on ensin suoritettava kaikkien toimitettujen lujapulttien ulkoinen tarkastus ja varmistettava, että kaikki pultit on merkitty, kaikki aluslevyt on asetettu kaikkien päiden ja muttereiden alle; mutterin ulkopuolella ulkonevilla ruuvien osilla on ainakin yksi kierre mutterin ympäri ja kaksi mutterin alla; kootussa yksikössä on leima ryhmästä, joka suoritti nämä työt (kuva 3).
4.5.2. Valvottavan kokoonpanon pulttien lukumäärä on esitetty taulukossa. 3.
Taulukko 3
4.5.3. Jos valvonnan tulokset eivät täytä 3.5.1 kohdan vaatimuksia, ainakin yhden pultin kohdalla ohjataan kaksinkertainen lukumäärä pultteja. Jos tässä tapauksessa havaitaan viallinen pultti, kaikkia tämän liitännän pultteja tarkkaillaan.

4.5.4. Tarkastustulokset, riippumatta kiristysmenetelmästä, tulee syöttää erityiseen päiväkirjaan (liite nro 1).
4.5.5. Vastuu ruuvien laadusta on työn valmistaja.
4.5.6. Pakkaussidoksen tiheys tarkistetaan 0,3 mm paksuisella anturilla kiristettyä pulttia vasten aluslevyn rajoittamalla alueella. Anturi ei saa kulkea koottujen osien välillä aluslevyn (jäljempänä muodostettu aluslevy) rajoittamaan alueeseen.
4.5.7. Jokaisessa yhteydessä ydin leimataan pääsääntöisesti yhteyden suorittaneelle joukkueelle ja ohjauksen tehneelle henkilölle. Leimausluku annetaan yhteyksiä suorittavan yksikön määräyksellä. Jos pultit valmistetaan vahaamalla, merkki "P" sijoitetaan leimautumisen viereen.
4.5.8. Sen jälkeen kun ohjain on hyväksynyt liitännän, kaikki muodon liitokset tulee pohjustaa. Jos hankesuunnitelmassa ei ole pohjamaalimerkintää, sallitaan pohjamaalien FL-03K, GF-021 lisääminen kuivalla pigmentillä konsistenssiin, joka estää pohjusteen virtaamasta pakkauksen sisällä.
4.5.9. Pulttien kiristämiseen ja pintojen valmistukseen tarkoitettu työkalu hyväksytään ”Ohjeita työkalusarjan käytölle lujien pulttien asettamisessa” mukaisesti. MMSS Neuvostoliitto Moskova 1985 (liite nro 10).
4.6. Pultin kireys mutterin pyörimiskulmassa
4.6.1. Pienissä työmäärissä pulttien kireyden säätäminen mutterin pyörimiskulman avulla voidaan suorittaa käsityökalulla pulteille, joiden halkaisija on 20, 22 ja 24 mm, pussin paksuuden ollessa 140 mm ja pussin kappaleiden lukumäärän jopa 7.
4.6.2. Pulttien kireys suoritetaan seuraavassa järjestyksessä:
Kiristä kaikki asennetut pultit vaurioihin jakoavaimella, jonka kahvan pituus on 300 mm; (Aloitusasento);
Riskejä kohdistuu muttereihin ja pulttien ulkoneviin osiin, jotka on maalattu tai liitu;
Ruuvien alkuperäiseen asentoon kiristetyt mutterit pyöritetään 180 ° ± 30 ° kulman läpi;
Kiristys voidaan tehdä millä tahansa käytettävissä olevalla jakoavaimella.
4.6.3. Jännityksen hallinta tapahtuu vain kiertyessä.

Kiristä pultti avaamalla avain, jonka kädensija on 0,3 m. OHJE VAIN ~ 20 kg · m.

ALTISTUMISRISKIT PULNAN JA MUTTERIN NOPEUDELLE. Asenna avain, jolla on kahva 1,8 M PITUUS ALKUPERÄISEN ASEMAN JÄLKEEN.
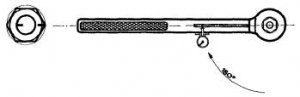
Kierrä mutterivääntiä varovasti 180? -Vääntimellä, seuraten mutterin kääntökulmaa.
Kuva 4 Kiristä pultit mutterin pyörintäkulmaa pitkin
5. JÄNNITTÄMISEKSI TEHTYJEN METALLIRAKENNUSTEN PALAUTTAMISEN TEKNOLOGIA, PULLISEN RIPPITTUJEN YHTEISTEN SUORITUSTOIMINNOT
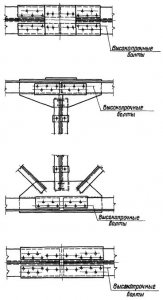
5.1. Pultti-niitatut liitokset eivät ole itsenäisiä asennustyyppejä, mutta ne otetaan käyttöön korvaamalla vialliset niitit korkealujuuksisilla pulteilla korjauksen aikana tai niitettävien teräsrakenteiden liitosten kestävyyden lisäämiseksi.
5.2. Korkean lujuuden pulttien halkaisijat tulee ottaa taulukon mukaan. 4.
Taulukko 4
5.3. Kun viallisia niittejä vaihdetaan, on mahdotonta hyväksyä sellaisten sekoitettujen pulttiliitosten luomista, joissa pultit sijaitsevat vain rakenne-elementin pitkittäisen symmetria-akselin toisella puolella. Siksi samanaikaisesti viallisten kanssa on välttämätöntä korvata symmetrisesti sijaitsevat puutteelliset niitit.
5.4. Niittipään poistaminen ja sauvan kolkutus suoritetaan seuraavassa järjestyksessä (kuva 5):
Poistettavan niitin pään päälle tehdään molemminpuolisesti kohtisuora rako, jolloin sauvan halkaisijaa pienemmän diagonaalin pään keskelle muodostuu nelikulma. Raon syvyys on pienempi kuin pään korkeus 1 - 2 mm;
Sen jälkeen, kun niittipäähän on muodostettu rakoja, sauva ja osa pään osasta, joka on muodoltaan nelikulmainen, kolkutetaan paketin aukosta.
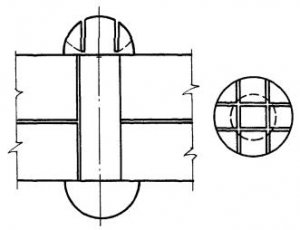
Kuva 5 Niitin poistomenetelmä
5.5. Niititangot kaadetaan lämpökäsitellyillä (40 - 45 yksikköä) kartiomaisilla tuurilla, joiden halkaisija on 0,5 mm pienempi kuin reikien halkaisija.
5.6. Irrotettavat niitit tulisi levittää koko pellolle. Kahden tai useamman vierekkäisen niitin samanaikainen poistaminen on kielletty. Reikien välissä on oltava vähintään kaksi niittiä (näihin sisältyy erittäin lujat pultit, jotka on kiristetty suunnitteluvoimaan).
5.7. Jos on porauksia, reiät puhdistetaan poralla, jonka halkaisija on yhtä suuri kuin niittien halkaisija. Porattaessa reikiä, jäähdytysnesteitä ei saa käyttää.
5.8. Reikien ympärillä olevat poranterät poistetaan hiomakiven avulla, joka on kiinnitetty paineilma- tai sähkökoneen akseliin.
5.9. Korkean lujuuden pulttien valmistelu, niiden asentaminen rakenteeseen ja kireys tulisi suorittaa samoin kuin laitteen kitkaliitokset.
5.10. Muut niittien poistomenetelmät ovat sallittuja rakenteen eheyden ja niiden kiinnittymisen varmistamiseksi korvaamalla niitit pulteilla.
Liite 1
TARKASTUSTAPA
metallityöt korkean lujuuden pulteissa
Liite 2
Pultin pituus riippuen vetolaukun paksudesta
|
Pultin pituus mm |
Pakkauksen paksuus halkaisijaltaan lujien pulttien liitoksessa, mm |
||||||||
Liite 3
LUETTELO ASENNETTUJEN METALLIRAKENNUSTEN TOIMITTAMISESSA ANTAMISTA ASIAKIRJOISTA, JOIDEN KYTKENNÄT KORKEAJEN POLTOJEN KANSSA (VÄLINEN VASTAAMINEN)
1. Todistus metallirakenteiden hyväksymisestä.
2. Asennustöiden päiväkirja.
3. Lehti, joka kertoo lujapultit.
4. Jakoavaimien ja vääntömomenttiavaimien kalibrointiloki.
5. Päiväkirja lujien pulttien valmistamiseksi (tai merkintä päiväkirjaan lujien pulttien valmistamiseksi) laitteistojen valmistusmenetelmistä ilmoittamalla hyväksytty kääntökerroin.
6. Jäljennös asennusorganisaation määräyksestä, joka koskee vastuullisten suorittajien nimittämistä lujuuspultteihin ja -ohjaimiin tehtävien yhteyksien luomiseksi, ilmoittamalla esiintyjille ja ohjaimille osoitettujen tuotemerkkien lukumäärä.
7. Sarja piirustuksia KM: stä kaikilla suunnitteluorganisaation tekeillä korjauksilla ja muutoksilla.
8. Sarja KMD-piirustuksia, joissa on leima ”Executive Drawing” ja asennusorganisaation pääinsinöörin allekirjoitus.
9. Todistus valmiista metallityöt.
10. Jäljennös todistuksesta erittäin lujista pulteista, muttereista ja aluslevyistä.
Liite 4
LUETTELO KÄYTTÖJÄRJESTELMÄN TEKNISET ASIAKIRJAT
1. Teknisten muutosten teko.
2. Sertifikaatit rakenteille, pultteille, hitsauslisäaineille jne.
3. Johtopiirustukset KM ja KMD.
5. Erittäin lujapulttien metallirakenteiden tarkastuspäiväkirja (liite 1).
Liite 5
LUETTELO MATERIAALISTA, TYÖKALUISTA JA LISÄVARUSTEISTA, JOITA TARKASTETAAN KORKEEN LUJUISEN PULNAN ASENNUSKYTKENTEN EHDOT
1. Momenttiavain KTR-3 10 - 20 kg painavilla säätörasioilla 3 - 6 kappaletta.
2. Sarja koettimia (0,1 mm; 0,3 mm; 1 mm).
3. Taltta, iskuvasara.
4. Metallirauta, jossa on terät (viallisten niittien korvaamiseksi) tai hiomakone.
5. Asennuskarat.
6. Ohjausvasara, jonka paino on 0,3 - 0,4 kg, varren ollessa 600 mm.
7. Sarja asennusavaimia.
8. Sarja pultteja muttereilla ja aluslevyillä.
9. Hilan säiliöt ja astiat laitteistojen valmistukseen.
10. Sivele, maalaa.
11. Kiikarit.
12. Suurennuslasi.
13. Turvavyö.
14. Suojakypärä.
15. Haalarit.
Liite 6
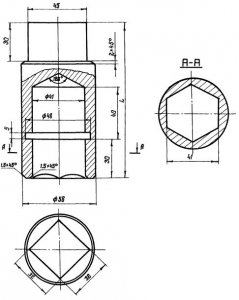
Momenttiavain KTR-3 (ohjaus)
1 - vivun pää; 2 - palkki; 3 - sauvaan hitsattu kieli; 4 - kahva; 5 - kiinnike ilmaisimen kiinnittämiseen; 6 - lähetystyypin ICh-10 GOST 577-60 osoitin.
huomautus
Vipu pos. Nro 1 voidaan valmistaa teräksestä, jonka laatu: 09G2S; 10G2S1D; 13x SND; 14G2. Kaikki tuotteet on esitetty taulukossa 1.
Hitsauskokoonpanon piirustus
Taulukko 1
sertifiointi
|
nimitys |
nimi |
|||||
|
Hitsauskokoonpano |
||||||
|
Avainvipu |
||||||
|
Pomo 40? 20? 20 |
||||||
|
M6-pultti? 14 aluslevyllä |
GOST 7798-62 |
|||||
|
Ilmaisin 0 - 10 mm |
||||||
|
kannatin |
||||||
|
M6-pultti? 25 mutterilla |
GOST 7798-62 |
|||||
|
Bush? 12? 6 ruuvin M6 alla |
||||||
|
GOST 1490-62 |
||||||
|
Päätysuutin |
||||||
huomautuksia:
Suuttimen pituus sallitaan liitettyjen elementtien ulkonevien osien korkeudesta riippuen l \u003d 100? 250 mm
2. Lämpökäsittely:
Kovettuminen, loma jopa 30 ~ 40 yksikköä. HRC
Päätysuutin pos. 11
Liite 7
NÄYTTEEN TUNNISTAMINEN
Todistus nro 336
Myönnetty KISELEVille, Ivan Petrovitš
Ammatti: Valvojainsinööri
Hyväksyi koulutuksen pintakäsittelyyn, lujien pulttien ohjaamiseen ja asentamiseen 40 tunnin ohjelmassa.
MP Sijainen. pääinsinööri
yhdistä (Petrov)
Liite 8
Esimerkki 40 tunnin koulutusohjelmasta
1. Teräsrakenteiden nivelten tyypit, leikkauskestävien liitosten työominaisuudet lujilla pulteilla - 3 tuntia.
2. Materiaalit, tuotteet ja niiden käyttöedellytykset - 3 tuntia.
3. Teknologia, jolla voidaan kytkeä lujapultit
teoreettiset luokat - 10 tuntia
käytännön harjoitukset - 12 tuntia
4. Työkalut ja kiinnikkeet - 3 tuntia.
5. Liitosten hyväksyminen ja tiivistäminen - 2 tuntia.
6. Tekninen toimeenpano-ohje - 2 tuntia.
7. Turvatoimenpiteet - 5 tuntia.
Liite 9
Ristikoiden kiinnitysnivel erittäin lujaan pulttiin
Ristikoiden alahihnan laippaliitos

Viipurin sähkövoimalaitos
Metalliharjojen pneumaattiset käyttölaitteet
Konakovon sähkötyökalutehdas
Noginskyn kokeellinen kokoonpanotehdas
II. TYÖKALU KORKEEN VAHVAPOLTTIEN KIRISTÄMISEKSI
|
nimi |
Lopullinen momentti kgf · m |
Valmistuslaitos |
||
|
Pneumaattiset jakoavaimet |
Sverdlovsk P / O "Pneumostroy machine" Neuvostoliiton rakennus- ja talousministeriöstä |
|||
|
Sähköavaimet |
Rostovin P / O "Sähkötyökalut" Neuvostoliiton rakennus- ja talousministeriöstä |
|||
|
Neuvostoliiton rakennusministeriön Viipurin sähkötyökalutehdas |
||||
|
Manuaalinen ohjausnäppäin |
Neuvostoliiton rakennus- ja erikoisrakennusministeriön SCP: n päälliköiden Kropotkinskin asennus- ja erityiset rakennuslaitteet |
III. VALVONTYÖKALU KIERREIDEN KORJUTTAMISEKSI JA KORKEEN VAHVISTEN PULJOJEN KYTKENTÄMÄÄRÄN MÄÄRITTÄMISEKSI
Liite 11
KORKEEN VAHVAN PULNAN VALMISTUSLAITTEET
1. Rauta- ja metallurgialaitos.
455031, Magnitogorsk, Tšeljabinskin alue vapauttaa pultit M16 M20 ja M24.
2. Družkovskin laitteistolaitos
343260, Družkovka, Donetskin alue, st. Lenin, 3 vapauttaa pultit M22, M24, M27
3. Siltametallirakenteiden kasvi. EF Kozhevnikova
670007, Ulan-Ude tuottaa M22-pultteja
4. Voronežin siltatehdas
voronezh, 2. postilaitos tuottaa pultteja M22 ja M24
5. Schelkovsky erikoisasennustuotteiden tehdas “Erityinen asennustuote”
141100, Schelkovo-2, Moskovan alue vapauttaa pultit M20, M22 ja M24
|
1. Yleiset säännökset. 2 2. Materiaalit, tuotteet ja niiden käyttöedellytykset. 3 3. Yhteyksien tilan seuranta. 4 4. Yhteyden palauttamistekniikka. 6 4.1. Erittäin lujien pulttien, mutterien ja aluslevyjen valmistelu. 6 4.2. Nivelten kokoaminen tarvittaessa lujuille pulteille, nivelten täydellinen purkaminen. 7 4.3. Korkean lujuuden pulttien kiristys säätämällä voimia kiertymishetkellä. 7 4.4. Momenttiavainten kalibrointi. 8 4.5. Nivelten hyväksyminen ja tiivistäminen kokonaan purettaessa. 9 4.6. Pultin kireys mutterin pyörimiskulmassa. 10 5. Tekniikka niiteille tehtyjen metallirakenteiden kiinnityslistojen palauttamiseksi, erityisesti pultti-niitattujen liitosten suorituskyky. 11 Liite 1. Korkean lujuuden pulttien metallirakenteiden tarkastuspäiväkirja. 12 Liite 2. Pulttien pituus riippuen vedetyn pakkauksen paksuudesta. 12 Liite 3. Luettelo asiakirjoista, jotka vaaditaan koottujen metallirakenteiden toimittamiseksi, joissa on liitos korkea-lujuisilla pulteilla (välitarkastus) 12 Liite 4. Luettelo käyttöjakson teknisistä asiakirjoista. 13 Liite 5. Luettelo materiaaleista, työkaluista ja laitteista, jotka ovat tarpeen lujien pulttien kiinnitysolosuhteiden tarkastamiseksi. 13 Liite 6. Avaimen KTR-3 työpiirustukset. 13 Liite 7. Todistusnäyte. 15 Liite 8. Arvioitu 40 tunnin koulutusohjelma. 16 Liite 9. Korkean lujuuden pulttien käyttö teollisuusrakennusten vakiorakenteissa. 17 Liite 10. Kitkaliitosten pintojen puhdistusväline. Työkalu erittäin lujien pultien kiristämiseen. Ohjausväline jakoavaimien kalibrointiin ja erittäin lujien pulttien kiertokertoimen määrittämiseen. 24 Liite 11. Korkean lujuuden pulttien valmistajat. 25 |
TERÄSEN RAKENNUSRAKENNUSTEN NELJÄNNEN METALLURGISMINISTEERIN MINISTERIN RAKENNUSTEN NOSTAMISEN LIITTYMISTEN VALMISTELUT JA TEKNINEN KÄYTTÖ
Moskova, 1989
1. YLEISET MÄÄRÄYKSET
2. MATERIAALIT, TUOTTEET JA NIIDEN SOVELTAMISEN EDELLYTYKSET
3. YHTEYDEN EHDON VALVONTA
4. KYTKENTÄTEKNOLOGIA
4.1. Erittäin lujien pulttien, mutterien ja aluslevyjen valmistelu
4.2. Liitosten kokoaminen erittäin lujuisiin pulteihin, jos tarpeen, suorita liitosten purkaminen kokonaan
4.3. Kiristävät erittäin lujat pultit vääntömomentin avulla
4.4. Momenttiavaimen kalibrointi
4.5. Nivelten hyväksyminen ja tiivistäminen kokonaan purettaessa
4.6. Pultin kireys mutterin pyörimiskulmassa
5. JOKSILLA PERUSTETTUJEN METALLIRAKENNUSTEN ASENNUSYHDISTÖJEN PALAUTTAMINEN. PULJANJOHTOYHTEISTYÖJEN VARAMISEN OMINAISUUDET
Liite 1 Korkean lujuuden pulttien metallirakenteiden tarkastuspäiväkirja
Liite 2 Pultin pituudet riippuen pussin paksuudesta
Lisäys 3 LUETTELO ASENNETTUJEN METALLIRAKENNUSTEN TOIMITTAMISESSA ESITTÄMISTÄ ASIAKIRJOISTA, JOIDEN KYTKENNÄT KORJAAVAT PULLIT (VÄLINEN HYVÄKSYMINEN)
Liite 4 LUETTELO tEKNINEN ASIAKIRJA KÄYTTÖAIKA.
Lisäys 5 LUETTELO MATERIAALEISTA, TYÖKALUISTA JA LISÄVARUSTEISTA, JOITA TARVITTAA KORKEAJEN PULLIDEN Asennusliitosten ehtoa tarkistaessa
Liite 6 avaimen KTR-3 työpiirustukset
Liite 7 NÄYTTEEN TUNNISTAMINEN
Liite nro 8 Esimerkki 40 tunnin koulutusohjelmasta
Liite 9 Korkean lujuuden pulttien kiinnitys vakiomallit teollisuusrakennukset
Liitteet 10 Työkalu kitkaliitosten pintojen puhdistamiseen. Työkalu erittäin lujien pultien kiristämiseen. Ohjausväline jakoavaimien kalibrointiin ja erittäin lujien pulttien kiertokertoimen määrittämiseen.
Liite 11 KORKEASUUNTAISTEN PULJOJEN VALMISTAJAT
Viime vuosina metallirakenteiden suunnittelussa ja asennuksessa on tapahtunut merkittäviä muutoksia. Uusien valssattujen profiilien, lujien terästen ja parantuneen laskelman käytön lisäksi on ollut taipumus kasvattaa metallirakenteiden tilavuutta kiinnitysnivelillä eri lujuusluokkien, myös lujuusluokan pultteihin.
Suuresta määrästä lyhytaikaisia \u200b\u200bhitsauksia on tullut vakava este mekanisoinnille ja automatisoinnille, hitsausprosesseille asennuksen yhteydessä. Pulttiliitokset antavat asennuspaikan olosuhteissa käyttää kovahitsattuja, lujia teräksiä rakenteissa. Pulttiliitännät antavat ammattitaidottomien työntekijöiden työskennellä samanaikaisesti suuressa määrässä solmuja. Pulttiliitosten käytön tehokkuus muodostuu kokoonpanoyksiköiden suunnittelu- ja valmistusvaiheessa. Neuvostoliiton Gosstroyn mukaan pulttien metallirakenteiden mahdollinen käyttömäärä on 60-65% teollisuuden valmistamien teräsrakenteiden kokonaismäärästä. Useiden metallitehtaiden heikkojen teknisten laitteiden, huonon suunnittelun laadun ja monien muiden syiden vuoksi Neuvostoliitossa kuitenkin vain 15-20% rakenteista valmistetaan pulttiliitoksilla.
Rautametallurgian viime vuosien rakenteet (paitsi levylevyt) on suunniteltu pääasiassa liitoksilla lujapultteihin.
Kun valvotaan erittäin lujien pulttien kiinnitysnivelten kiinnittämistä, erityistä huomiota tulisi kiinnittää teollisuuden toimittamiin erittäin lujiin pultteihin vuosina 1970-80. väliaikaisella resistanssilla 120, 135 ja 155 kg / mm 2. Tällaiset pultit asennetaan useisiin malleihin Cherepovetsissa, Lipetskin metallurgialaitoksissa, Magnitogorskissa ja muissa. Näillä pulteilla, koska kovuuden ylärajalle ei ole rajoituksia, on lisääntynyt kyky ZHR: hen (viivästynyt hauras murtuma).
Vaarallisin jakso on ensimmäiset 1-3 vuotta toiminnan aloittamisen jälkeen. Pultit "ammuvat" ilman näkyvää ulkoista kuormaa. ZHR: hen on kiinnitetty huomiota kaikissa viime vuosien rakennuksissa.
Useissa laitoksissa vuosien käytön jälkeen tehdyt tutkimukset ovat osoittaneet, että pultin kireyden lasku on vähäinen. Mutta koska asennustöiden suorittamisessa pultit ovat pulaa mahdollisia, niin rakenteiden käyttöprosessissa asennettujen pulttien kireyden tarkka tarkistus vaaditaan. Pulttiliitosten ohjaaminen on paljon yksinkertaisempaa kuin hitsattujen liitosten, koska hitsattuissa liitoksissa on suurempaa todennäköisyyttä piilotettujen hitsavirheiden suhteen kuin ruuviliitoksissa. Tärkein tapa ohjata ruuviliitoksia on visuaalinen.
1. YLEISET MÄÄRÄYKSET
1.1. Nämä suositukset on kehitetty 9.XII.1988 annetun määräyksen III 759 mukaisesti Neuvostoliiton teollisuusministeriön ja sopimuksen nro P47-6882, joka on tehty nimeltään teräsrakentamisen tieteellisen tutkimuskeskuksen välillä, nimeltään Neuvostoliiton Melnikov Gosstroy ja Neuvostoliiton teollisuusministeriön Cherepovetsin rauta- ja terästehdas 19. huhtikuuta 1989, ja niitä kehitetään teollisuusohjeasiakirjan ORD 00 00089 7 jaksoon "Teollisuusrakennusten teräsrakenteiden tekninen käyttö".
1.2. Suosituksia sovelletaan rakennusten metallirakenteiden ja rautametallurgiayritysten metallirakenteiden valvontaan ja tekniseen käyttöön, joissa on liitokset korkealujuuksisilla pulteilla, jotka on suunniteltu Neuvostoliiton normien mukaisesti ja joita käytetään alueilla, joiden suunnittelulämpötila on -65 ° С.
1.3. Hyväksyessään hyväksyntäkomissiossa rakenteita, joissa on liitokset lujilla pulteilla, teknisen valvonnan edustajan osallistuminen yrityksen rakennusten ja rakenteiden toimintaan on pakollista.
1.4. Korkean lujuuspulttien kiinnitysnivelten teknisestä kunnosta vastuussa korjaamon tilauksesta kuuluu korjaamon suunnittelijoille ja teknisille työntekijöille, joille on suoritettava asianmukainen teoreettinen ja käytännöllinen koulutus, hän tuntee säännöt korkean lujuuden pulteilla tehtävien liitosten tekemiseksi ja hänellä on todistus (liitteet nro 7; 8).
1.5. Asennusyhteyksien ja kunnostustöiden suoran tarkastuksen tulisi suorittaa erityiskoulutetut asiantuntijat, joilla on asianmukaiset taidot ja sertifikaatit. Vaikeasti tavoitettavissa korkeuspaikoissa tutkimukset tehdään kiipeilijöiden osallistumisella.
1.6. Suoraan tutkimukseen osallistuvien rakennusten ja rakennusten käytön asiantuntijoiden on suoritettava asianmukainen koulutus, heillä on oltava todistus ja lupa pysyä parhaimmillaan.
Asiantuntijoiden määrä määritetään nopeudella 1 tekniikka 100 tuhatta lujaa pulttia kohti.
1.7. Erittäin lujapulttisten kitkaliitosten piirre on, että voimat eivät koe pulttien leikkautumisesta ja seinän murskaamisesta, vaan kitkavoimista, jotka syntyvät kosketuspintojen välillä, jotka on vetänyt yhteen kovan lujuuden pultin avulla. Tältä osin erittäin lujien pulttien kireyden suuruus ja kytkettyjen elementtien kitkapintojen valmistuksen laatu ovat ratkaisevan tärkeitä ja sitä valvotaan testin aikana. Korkean lujuuden pulttien riittämätön kireys kitkaliitoksissa voi johtaa elementtien “liukumiseen”, kun taas pultit toimivat leikkaamiseen, elementit leikkaukseen. Lisäksi elementtien keskinäisestä siirtymästä johtuva geometrisen muodon rikkominen on mahdollista - pultit tulevat toimimaan epätasaisesti, koska reikien ja pulttien halkaisijoiden ero voi saavuttaa 6 mm SNiP III-18-75 -taulukon mukaisesti. Kuvio 4 ja pultit saattavat olla peräkkäisissä vioissa.
1.8. Tutkimuksissa havaittiin, että ratkaiseva vaikutus pulttien luotettavuuteen on niiden mekaanisten ominaisuuksien (väliaikainen vetolujuus, venymä ja supistuminen, iskulujuus) tasoilla, jotka määritetään lämpökäsittelyolosuhteissa.
Pääominaisuus näistä ominaisuuksista on väliaikainen vetolujuus, jota säädetään sen ylärajalla. Liian voimakkaat pultit (merkinnät 135 ja 155), joilla on lisääntynyt kovuus, ovat alttiita viivästyneelle hauraalle murtumalle ja vaativat tarkempaa tarkkailua ja yhdisteen useampaa tutkimista.