Sulkupultin liitännät. Asennusliitännät erittäin lujilla pulteilla
TEOLLISUUSSTANDARDI
TERÄSTÄ RAKENTAVAT RAKENNUKSET. MOUNTING
YHTEYDET KORKEASENNUSPOLTEISTA
Tyypillinen prosessi
OST 36-72-82
Neuvostoliiton asennus- ja erityisurakointiministeriön 7. joulukuuta 1982 antamalla määräyksellä käyttöönoton määräajaksi asetettiin 1. heinäkuuta 1983.
Neuvostoliiton asentamis- ja erityisrakennustöiden ministeriön määräyksestä, hyväksytty ja otettu käyttöön 7. joulukuuta 1982, nro 267,
Esiintyjät: VNIPI Promstalkonstruktsiya
KI Lukyanov, Ph.D., A.F. Knyazhev, Ph.D., G.N. Pavlova
Yhteistyökumppanit: Keski-tutkimuslaitos Projectstalkonstruktsiya
BG Pavlov, Ph.D., V.V. Volkov, Ph.D., V.M. mummon
madi
BM Weinblat, tohtori
Esiteltiin ensimmäistä kertaa
Tämä standardi koskee tyypillistä leikkauskestävää prosessia. asennusliitännät päälle erittäin lujat pultit teräsrakenteiden rakentamisessa.
Vakiosarjat tekniset vaatimukset käytettyihin materiaaleihin, kytkettyihin rakenneosiin, työkaluun sekä toimien järjestykseen tekninen prosessi, laadunvalvonta, turvallisuuden perusteet.
1. YLEISET MÄÄRÄYKSET
1.1. Korkean lujuuden pultteja, muttereita ja aluslevyjä on käytettävä työntekijöiden ohjeiden (KM) tai kiinnitetyn esineen teräsrakenteiden yksityiskohtaisten (KMD) piirustusten mukaisesti.
1.2. Työn tuotantoprojektien (PPR) on sisällettävä työsuunnitelma tai teknologiset kartataikaansaadaan liitosten toteuttaminen erittäin lujilla pulteilla asennetun esineen erityisolosuhteissa.
1.3. Korkean lujuuden pulteissa olevien liitosten valmistelu, kokoaminen ja hyväksyminen tulee suorittaa henkilön (työnjohtaja, työnjohtaja) johdolla, joka nimitetään asennusorganisaation määräyksellä, joka vastaa tämän tyyppisten liitosten tekemisestä laitoksessa.
1.4. Yhdistämiseksi lujapultteihin saavat alle 18-vuotiaat asentajat, jotka ovat suorittaneet erityisen teoreettisen ja käytännön koulutuksen, joka on vahvistettu asennusorganisaation myöntämällä henkilökohtaisella todistuksella oikeudesta suorittaa nämä työt.
2. TEKNISET VAATIMUKSET
2.1. Aineelliset vaatimukset
2.1.1. Korkean lujuuden pultit, mutterit ja aluslevyt on toimitettava asennettavalle esineelle erissä, jotka on varustettu sertifikaateilla GOST 22353-77, GOST 22354-77, GOST 22355-77, GOST 22356-77.
2.1.2. Hiekkapuhalluksen (pallopuhallus) käsittelyyn kosketuspinnat liitetyt rakenneosat, kvartsihiekka standardin GOST 8736-77 mukaan tai ammuttu valuraudasta tai teräksestä standardin GOST 11964-81 E mukaisesti.
2.1.3. Rasvapinnoitteen muodostamiseksi vuorausten kosketuspinnoille on käytettävä liimaa, joka perustuu epoksidi-diaanihartsiin ED-20 GOST 10587-76 mukaisesti ja carborundum-jauheluokkiin KZ ja KCh, fraktiot nro 8, 10, 12 standardin GOST3647-80 mukaan.
2.1.4. Pintojen liekkikäsittelyssä tulisi käyttää GOST 5457-75: n mukaista asetyleeniä ja GOST6331-78: n mukaista happea. Asetyleeni ja happi on toimitettava työpaikkaan terässylintereissä standardin GOST 15860-70 mukaisesti.
2.2. Liitettäviä rakenneosia ja työkalua koskevat vaatimukset
2.2.1. Korkean lujuuden pulttien ja kiristysmutterien ilmainen toimitusmahdollisuus avaimien ja vääntömomenttiavaimien avulla olisi tarjottava liitoksille rakentava ratkaisu.
2.2.2. Saumojen asentaminen ei ole sallittua, jos reikien ympärillä ja sisäpuolella, samoin kuin elementtien reunoilla on reikiä rakenneosiin.
Elementtien kosketuspinnat eivät ole pohjamaalattuja ja maalattuja. Viimeisen rivin pulttien akselin ja pohjustetun pinnan välisen etäisyyden ei tulisi olla alle 70 mm.
2.2.3. Nivelissä ei ole sallittua käyttää elementtejä, joiden mittapoikkeamat eivät ole SNiP III-18-75 "Työn valmistus- ja hyväksyntäsäännöt. Metallirakenteet" -vaatimusten mukaisia. Levyjen yhdistämien elementtien tasoeron ei tulisi ylittää 0,5 mm mukaan lukien.
2.2.4. Valssausprofiilien liitoksissa, joissa hyllyjen ei-yhdensuuntaiset pinnat, on käytettävä tasoitustiivisteitä.
2.2.5. Reikien nimellishalkaisijat ja mustisuus (koottujen pakkausten yksittäisten osien reikien epäsovitus) eivät saa ylittää luvussa SNiP III-18-75 "Työn valmistusta ja hyväksymistä koskevat säännöt. Metallirakenteet" määriteltyjä vaatimuksia.
2.2.6 Ohjaus- ja kalibrointimomenttiavaimet on numeroitava, kalibroitava ja varustettava kalibrointiohjelmilla tai -taulukoilla.Pneumaattisten ja sähköisten jakoavaimien on täytettävä passivaatimukset.
3. TEKNOLOGISEN PROSESSIN SISÄLTÖ
3.1. Valmistelevat toimenpiteet
3.1.1. Valmistelutoimiin sisältyy: lujapulttien uudelleen säilöntä ja puhdistus; rakenneosien valmistelu; kalibroinnin hallintatyökalu.
3.1.2. Korkean lujuuden pultit, mutterit, aluslevyt on puhdistettava tehdassuojauksilta, lialta, ruosteelta ja peitettävä ohuella rasvakerroksella.Säilytys ja puhdistus suoritetaan seuraavan tekniikan mukaisesti.
3.1.3. Aseta korkealujuiset pultit, mutterit ja aluslevyt, joiden massa on enintään 30 kg, ristikkosäiliöön.
3.1.4. Upota laitteistoilla täytetyt hilaastiat astiaan, jossa on kiehuvaa vettä 8-10 minuutin ajan (katso piirros).
3.1.5. Keittämisen jälkeen huuhtele kuuma laitteisto seoksessa, joka sisältää 85-prosenttista lyijytöntä bensiiniä GOST 2084-77: n mukaan ja 15-prosenttista moottoriöljyä (tyyppi autol) standardin GOST 20799-75 mukaisesti upottamalla se 2-3 kertaa, minkä jälkeen kuivataan.
3.1.6. Aseta käsitellyt pultit, mutterit ja aluslevyt erikseen suljettuihin laatikoihin, joiden kahvat voivat olla enintään 20 kg, siirtääksesi ne työpaikalle.
3.1.7. Kannettavissa astioissa on ilmoitettava koot, pulttien, mutterien ja aluslevyjen lukumäärä, valmistuspäivämäärä, todistusten numerot ja erät.
3.1.8. Puhdistettuja pultteja, muttereita ja aluslevyjä tulee säilyttää suljetuissa laatikoissa enintään 10 päivän ajan, minkä jälkeen on tarpeen suorittaa uudelleenkäsittely kappaleiden mukaisesti. 3.1.4 ja 3.1.5.
3.1.9. Reikien ympäriltä ja sisäpuolelta, samoin kuin elementtien reunoista, löytyvät poranterät on poistettava kokonaan. Poraus reikien ympärillä ja elementtien reunoilla tulisi suorittaa pneumaattisilla tai sähköisillä puhdistuskoneilla muodostamatta syvennystä, joka häiritsee kosketuspintojen kosketusta, ja reiän sisäpuolella olevien porausten tapauksessa poran kanssa, jonka halkaisija on yhtä suuri kuin pultin halkaisija.
3.1.10. Kun kytkettyjen elementtien tasoero on yli 0,5-3,0 mm ulkonevaan elementtiin nähden, on tarpeen tehdä viistosta puhdistava paineilma- tai sähkökone, joka on korkeintaan 30,0 mm etäisyydellä elementin reunasta. Jos tasoero on yli 3,0 mm, on käytettävä tasoituslevyjä.
3.1.11. Ohjaus- ja kalibrointimomenttivääntimien kalibrointi (kalibroinnin tarkistaminen) olisi suoritettava kerran vuorossa ennen erikoistyökaluilla tai kiinnikkeillä aloittamista suositellun lisäyksen 1 mukaisesti. Jakoavaimet kalibroidaan suositellun lisäyksen 2 mukaisesti.
Laite lujien pulttien, mutterien ja aluslevyjen keittämiseen
1 - lämmityselementti; 2 - trellisoitu säiliö pulteille; 3 - vesisäiliö;
4 - tyhjennystulppa
3.2. Perustekniset teknologiset toimenpiteet
3.2.1. Tärkeimpiin teknisiin toimintoihin kuuluvat:
- kosketuspintojen käsittely;
- liitosten kokoaminen;
- lujien pulttien asennus;
- pultin kireys ja säätö.
3.2.2. Kosketuspintojen käsittelymenetelmä valitaan piirustusten KM tai KMD ja luvun SNiP II-23-81 mukaisten kitkakertoimien mukaisesti " Teräsrakenteet. Suunnittelustandardit. "
Seuraavat menetelmät kosketuspintojen käsittelemiseksi suoritettiin asennuspaikalla: hiekkapuhallus (puhalluspuhallus), kaasuliekki; metalliharjat;
3.2.3. Liitettävien elementtien kosketuspinta (hiekkapuhallus) tulee suorittaa hiekkapuhallus- tai puhalluspuhalluslaitteilla standardin GOST 11046-69 (ST SEV 3110-81) mukaisesti.
Hiekkapuhallusta (hauraspuhallusta käytettäessä) kosketuspinnat, myllyn mitta ja ruoste on poistettava kokonaan, kunnes saadaan homogeeninen, vaaleanharmaa pinta.
3.2.4. Kosketuspintojen kaasuliekkikäsittely on suoritettava käyttämällä laaja-alaisia \u200b\u200bkaasuliekkopolttimia GAO-60 tai GAO-2-72po standardin GOST 17357-71 mukaisesti.
Kaasu-liekki-käsittely on sallittu vähintään 5,0 mm: n metallin paksuudella.
Polttimen kulkunopeus 1 m / min, metallin paksuuden ollessa yli 10 mm ja 1,5 - 2 m / min - metallin paksuuden ollessa jopa 10 mm mukaan lukien.
Palamistuotteet ja vaa'at tulee pyyhkiä pois pehmeällä langalla ja sitten hiusharjoilla.
Liekkikäsittelyn jälkeen pinnassa ei saa olla likaa, maalia, öljy tahroja ja helposti kuorittu vaahto. Tehdasasteikon täydellinen poistaminen on valinnaista.
Kaasun liekin käsittelylaitteet ja lyhyt kuvaus tekninen eritelmä laitteet on lueteltu suositellussa sovelluksessa 3.
3.2.5. Kosketuspintojen prosessointi metalliharjoilla tulisi suorittaa pneumaattisilla tai sähköisillä puhdistuskoneilla, joiden merkit ilmoitetaan suositusliitteessä 4.
Puhdistettuja kosketuspintoja ei saa tuoda metallisiin kiiltoihin.
3.2.6. Liimapäällyste tyynyjen kosketuspinnoille levitetään yleensä metallirakenteiden valmistuslaitoksissa.
Liimapinnoitteen valmistuksen teknologinen prosessi tarjoaa:
- tyynyjen kosketuspintojen käsittely hiekkapuhalluslaitteissa GOST 11046-69 (ST SEV 3110-81) mukaisesti;
- levitetään epoksipolyamidiliimaa käsiteltyihin kosketuspintoihin;
- levittämättömän liima-carborundum-jauheen levitys.
Liimapäällysteen turvallisuus olisi varmistettava pakkaamalla vuoraukset koko niiden lastaamisen, kuljetuksen, purkamisen ja varastoinnin ajan rakennuspaikalla.
Liimattujen kitkavuorausten säilyvyysaika on rajaton.
Liimapinnoitteen koostumus on esitetty suositusliitteessä 5.
Kytkettyjen pääelementtien kosketuspinnat on ennen asennusta käsiteltävä metalliharjoilla kohdan 3.2.5 mukaisesti.
3.2.7. Yhdistettyjen rakenneosien kosketuspintojen metallointikäsittely (galvanointi, aluminisointi) tehdään pääsääntöisesti metallirakenteiden valmistuslaitoksissa.
3.2.8. Käsitellyt pinnat on suojattava lialta, öljyltä ja jään muodostumiselta. Hiekkapuhalluksella (puhalluspuhalluksella), liekkimenetelmillä tai metalliharjoilla käsiteltyjen rakenteiden säilyvyys ennen kokoamista ei saa ylittää kolme päivää, minkä jälkeen pinnat on käsiteltävä uudelleen kappaleiden mukaisesti. 3.2.3 -3.2.5.
Toistuvan käsittelyn aikana hiekkapuhalluksella (helmipuhalluksella) käsitellyt pinnat voidaan puhdistaa kaasuliekkomenetelmällä.
3.2.9. Kosketuspinnat, joissa ei ole käsittelyä, on puhdistettava lialta ja irrotettava teräsharjalla; öljyttömästä lyijyttömästä bensiinistä, jäähalkeamisesta.
3.2.10. Nivelten koottaminen lujapultteihin sisältää seuraavat toimenpiteet:
- reikien yhdistelmä ja kiinnitys liitoselementtien suunnitteluasentoon asennustulppien avulla, joiden lukumäärän tulisi olla 10% reikien määrästä, mutta vähintään 2 kpl;
- lujat pultit asennetaan aukkoihin, joissa ei ole asennustulppia;
- tiukka tasoituspaketti;
- asennettujen erittäin lujien pulttien kireys KM: n ja KMD: n piirustuksissa määriteltyä voimaa varten;
- poistetaan asennustulpat, asetetaan lujat pultit tyhjiin reikiin ja kiristetään ne suunnittelupyrkimyksiin nähden;
- pohjamaaliyhdiste.
3.2.11. Korkean lujuuden pulttien päiden ja muttereiden alle on tarpeen laittaa vain yksi lämpökäsitelty aluslevy standardin GOST 22355-77 mukaisesti.
Pultin ulkonevassa päässä on oltava vähintään yksi lankalanka mutterin päällä.
3.2.12. Jos reiät eivät ole yhteneväiset, niiden reunaaminen elementteihin koneistettujen pintojen kanssa tulisi suorittaa ilman jäähdytysnesteita.
3.2.13. Korkean lujuuden pulttien alustava ja viimeinen kiristys on suoritettava liitoksen keskeltä reunoihin tai liitoksen tiukimmasta kohdasta kohti sen vapaita reunoja.
3.2.14. Korkean lujuuden pulttien kiristysmenetelmä tulee ilmoittaa KM: n tai KMD: n piirustuksissa.
3.2.15. Jos ohjeita ei ole, asennusyritys valitsee kiristysmenetelmän suositellun liitteen 2 mukaisesti.
4. HYVÄKSYNTÖSÄÄNNÖT JA VALVONTAA KOSKEVAT MENETTELYT
4.1. Suoritettuaan kokoonpanoyhteyden erittäin lujilla pulteilla, ryhmänjohtajan on leimattava yhteys henkilökohtaisella leimalla (numerosarjalla) ja esitettävä valmis yhteys vastaavalle henkilölle.
4.2. Tarkastamisen ja varmentamisen jälkeen vastuuhenkilön (päällikkö, työnjohtaja) on esitettävä valmis yhteys asiakkaan edustajalle. Jollei asiakas ole kommentoinut, liitäntä on katsottava hyväksytyksi ja vastuuhenkilö kirjoittaa kaikki tarvittavat tiedot siitä lujuuspulttien asennusyhteyslokiin (katso pakollinen liite 6).
4.3. Hyväksymisen jälkeen valmis yhdiste tulee pohjustaa ja maalata. Maaperän ja maalien laatu hyväksytään Neuvostoliiton terveysministeriön hyväksymän "Rakennuskäyttöön sallittujen polymeerimateriaalien ja tuotteiden luettelon" mukaisesti, samoin kuin metallirakenteiden maalaamiseen ja maalaamiseen. Maaperän ja maalin leimat on ilmoitettava KM: n ja KMD: n piirustuksissa.
4.4. Vastuullinen henkilö tarkastaa lujien pulttien liitosten laadun toiminnan valvonnan avulla. Seuraavat ovat valvonnan alaisia:
- kosketuspintojen käsittelylaatu
- asennettujen pulttien, mutterien ja aluslevyjen vaatimusten GOST 22353-77, GOST 22354-77, GOST 22355-77, GOST 22356-77 sekä muiden piirustuksissa KM ja KMD määriteltyjen vaatimusten mukaisuus;
- aluslevyjen esiintyminen pulttien ja mutterien päiden alla;
- valmistajan tuotemerkin olemassaolo pultteissa;
- pultin kierteen ulkonevan osan pituus mutterin yläpuolella;
- yhdisteen kokoonpanoa johtavan työnjohtajan leimautumisen esiintyminen.
4.5. Kosketuspintojen käsittelylaatu tarkistetaan silmämääräisesti tarkasti ennen nivelten kokoamista. Tarkastuksen tulokset on kirjattava päiväkirjaan (katso pakollinen liite 6).
4.6. Pultin kireyden vaatimustenmukaisuus suunnittelussa tarkistetaan kiristysmenetelmästä riippuen. Todellisen kiristysmomentin poikkeama KM- ja KMD-piirustuksissa ilmoitetusta hetkestä ei saisi ylittää 20%.
Mutterin kiertokulma määräytyy merkintöjen sijainnin avulla pultin ja mutterin ulkonevassa päässä. Kaksivaiheisella pultin kireydellä kiertymiskulman poikkeaman tulisi olla ± 15 °, yksivaiheisella - ± 30 °.
Pultit, joissa merkkien sijainti on määriteltyjen rajojen ulkopuolella, on löysättävä ja kiristettävä uudelleen.
4.7. Korkean lujuuden pulttien kireys tarkistetaan kalibroidulla vääntöavaimella tai kalibroidulla säätöavaimella.
Pultin kireyttä tulisi valvoa pistokokein: kun liitoksessa olevien pulttien lukumäärä on korkeintaan 5 (mukaan lukien), pulttien lukumäärä on 100%, pulttien lukumäärä 6 - 20 - vähintään 5, suuremman lukumäärän - vähintään 25% nivelen pulteista.
4.8. Jos tarkastuksen aikana löydetään vähintään yksi pultti, jonka kireys ei täytä tämän standardin kohdan 4.6 vaatimuksia, 100% liitoksen pultteista on tarkastettava. Tässä tapauksessa pulttien kireys tulee saada vaadittuun arvoon.
4.9. Supistuvan paketin tiheyttä säädetään 0,3 mm: n koettimilla. Anturin ei tulisi kulkea tasojen välillä kytkettyjen elementtien ääriviivaa pitkin.
4.10. Valmiin esineen vastaanottamisessa esitettävien asiakirjojen, lukuun SNiP III-18-75 "Teosten valmistus- ja hyväksymissäännöt. Metallirakenteet", sisältyvien asiakirjojen lisäksi on oltava:
- loki asennusliitoksista erittäin lujaan pulttiin;
- todistukset pulteille, muttereille ja aluslevyille;
- todistukset liimapinnoitteiden muodostamiseen käytettävistä materiaaleista.
5. TURVALLISUUSVAATIMUKSET
5.1. Laajennetun rakennekokoonpanon paikan organisoinnin avulla, jolla on kiinnitysnivelet korkean lujuuden pulteille, tulisi varmistaa työntekijöiden turvallisuus kaikissa työn vaiheissa.
Korkean lujuuden pulteille tarkoitettujen rakenteiden asennustyöt on suoritettava PPR: n mukaisesti, joka sisältää seuraavat turvallisuuspäätökset:
- työpaikkojen ja kulkutien järjestäminen
- teknisten toimien järjestys
- menetelmät ja laitteet asentajien turvalliselle työlle
- asennusmekanismien sijainti ja kattavuus;
- rakennusmateriaalien ja rakenneosien varastointitavat.
5.2. Työvälineiden sijoittamisen ja työpaikkojen järjestämisen tulisi varmistaa työntekijöiden evakuoinnin turvallisuus hätätilanteissa ottaen huomioon voimassa olevat rakennusmääräykset.
5.3. Korkean lujuuden pulteille kiinnitysliitäntöjen tekemisen korkeudessa tehtävä työ tulisi tehdä telineistä, mikä mahdollistaa vapaan pääsyn liitäntään työkalulla.
Ilmastointivälineiden ja muiden työturvallisuutta varmistavien laitteiden on oltava luvun SNiPIII-4-80 "Työn tuotannon ja hyväksymisen säännöt. Turvallisuus rakennuksessa", GOST 12.2.012-75, GOST 24259-80 ja GOST 24258-80, vaatimusten mukaisia.
5.4. Asennuspaikan sähköturvallisuus on varmistettava standardin GOST 12.1.013-78 vaatimusten mukaisesti.
5.5. Kun prosessoidaan kosketuspintoja hiekkapuhalluslaitteilla, on noudatettava Neuvostoliiton valtion teknisen valvonnan yksikön hyväksymää "Painesäiliöiden suunnittelua ja turvallisuutta koskevia sääntöjä".
5.6. Hiekkapuhalluspaikka (ampumapuhallus) tulee olla aidattu ja sen lähellä on ripustettava asianmukaiset varoitusmerkit ja merkit.
5.7. Pintakäsittelyyn tarkoitetut hiekkapuhallusmateriaalit (hiekkapuhallus, metallihiekka) tulee varastoida astioihin, joissa on tiiviisti suljettu kansi.
5.8. Hiekkapuhalluslaitteiden käyttäjälle ja aputyöntekijälle toimitetaan avaruuspuvut tai kypärät, joissa on puhdasta ilmaa.
5.9. Avaruuspukuun syötetty ilma on ensin johdettava suodattimen läpi pölyn, veden ja öljyn poistamiseksi.
5.10. Kuljettajan ja aputyöntekijöiden työpaikkojen välissä, jotka sijaitsevat lähellä hiekkapuhalluskonetta (helmipuhallus), tulee antaa ääni- tai valohälytys.
5.11. Käsitellessään kosketuspintoja metalliharjoilla (käsin ja mekaanisesti), työntekijät on varustettava GOST 12.4.003-80 -standardin mukaisilla suojalasilla tai naamioilla, lapasilla ja hengityksensuojaimilla.
5.12. Kun käsitellään kosketuspintoja kaasuliekin avulla, on välttämätöntä noudattaa luvun SNiP III-4-80 ”Työn valmistus- ja hyväksymissäännöt” vaatimuksia. Turvallisuus rakentamisessa ”, samoin kuin Neuvostoliiton terveysministeriön hyväksymät metallien hitsausta ja leikkaamista koskevat terveysmääräykset.
5.13. Kaasukäyttöisten töiden valmistuspaikat on vapautettava vähintään 5 m säteellä palavista materiaaleista ja 10 m säteellä räjähtävistä materiaaleista ja laitteistoista (mukaan lukien kaasusylinterit ja kaasugeneraattorit).
5.14. Ei ole sallittua suorittaa rakennuselementtien pintojen kaasu liekkikäsittelyä sateisella säällä ulkona ilman katosta.
5.15. Suorittaessaan kosketuspintojen liekinkäsittelyä työntekijöille on toimitettava suljetut suojalasit, joissa on luokan G-1 tai G-2 lasisuodattimet.
Aputyöntekijöille on toimitettava suojalasit, joissa on luokan B-1 tai B-2 lasisuodattimet.
5.16. Liimakerroksen levitys vuorausten pinnalle tulisi pääsääntöisesti suorittaa tuotantolaitoksissa. Tällöin on noudatettava standardien GOST 12.3.008-75, GOST 12.3.016-79 ja GOST 10587-76 mukaisia \u200b\u200bturvallisuusvaatimuksia sekä turvallisuussääntöjä työskennellessä synteettisten liimojen kanssa.
5.17. Liiman valmistelu ja liimapinnoitteiden levitys tulisi suorittaa erillisessä huoneessa, joka on varustettu vaihto- ja paikallisella ilmanvaihdolla.
Haitallisten aineiden pitoisuuden valvonta työvyöhykkeen ilmassa on suoritettava laitteilla, joiden arvioitu luettelo on luvussa SNiP III-4-80 ”Työn tuotantoa ja hyväksymistä koskevat säännöt. Turvallisuus rakentamisessa. "
5.18. Epoksidiaanihartsien kanssa työskentelevät henkilöt olisi varustettava suojavaatetuksella ja käsineillä.
Ihon suojaamiseksi epoksidiaanihartsien vaikutuksilta on käytettävä suojapasteita ja voiteita, jotka perustuvat lanoliiniin, vaseliiniin tai risiiniöljyyn.
5.19. Liimapinnoitteiden levitystila on varustettava palonsammutusvälineillä - hiilidioksidilla ja vaahtosammuttimilla.
5.20. Pulttien, mutterien ja aluslevyjen jäädyttäminen tulee suorittaa avoimella alueella katossa.
5.21. Kun keitetään laitteistoa vedessä, kylpy on maadoitettava. Työntekijöillä, jotka säilyttävät laitteiston uudelleen, ei pidä olla suoraa yhteyttä kylpyyn keittämistä ja voitelua varten. Latausprosessi on koneellistettava.
5.22. Asennustoimenpiteiden aikana reikien kohdistaminen ja niiden sattuman tarkistaminen asennetuissa rakenneosissa on tehtävä erityisellä työkalulla - kartiomaisilla tuurilla, asennustulppilla jne. Reikien kohdistuksen tarkistaminen sormeilla ei ole sallittua.
5.23. Mekanismien, pienimuotoisen koneistuksen, mukaan lukien kunnossapito, toiminta tulisi suorittaa luvun SNiP III-4-80 ”Työn tuotantoa ja hyväksymistä koskevat säännöt” vaatimusten mukaisesti. Turvallisuus rakentamisessa ”ja valmistajan ohjeet.
5.24. Kädessä pidettäviä koneita käytettäessä on noudatettava GOST 12.1.012-79 (ST SEV 1932-79, ST SEV 2602-80) ja GOST 12.2.010-75 asettamia turvallisuusmääräyksiä sekä valmistajien ohjeita.
5.25. Työmenetelmä käsikäyttöisten sähkö- ja pneumaattisten koneiden ja jakoavaimien kanssa olisi vahvistettava "Vibro-vaarallisissa ammateissa työskentelevien työntekijöiden työjärjestelyjä koskevan asetuksen kehittämissuositusten", jotka hyväksyivät joulukuussa 1971 ammattiliittojen keskusneuvosto, Neuvostoliiton terveysministeriö ja Neuvostoliiton työministeriön ministerineuvoston valtion komitea. palkat ja valmistajien ohjeet työskennellä tietyntyyppisillä koneilla.
5.26. Valmiiden liitosten pohjustus ja maalaus korkealujuuksisilla pulteilla tulisi tehdä metallirakenteiden kokoamispaikalla.
5.27. Vain työntekijät, jotka tuntevat käytettyjen laitteiden ja materiaalien turvallisen käsittelyn säännöt ja tuntevat paloturvallisuusmääräykset, saavat työskennellä nivelten pohjustamisessa.
5.28. Yhdisteiden liimaamiseen ja maalaamiseen osallistuvien työntekijöiden on läpäistävä lääketieteellinen tarkastus Neuvostoliiton terveysministeriön määräyksen nro 400, päivätty 05/30/1969, "Työntekijöiden alustavia seulontoja ja määräaikaisia \u200b\u200blääkärintarkastuksia" koskevien vaatimusten mukaisesti.
5.29. Väliaikaiset tuotanto- ja aputilat on varustettava ilmanvaihdolla ja valaistuksella sekä palonsammutuslaitteilla standardin GOST 12.4.009-75 vaatimusten mukaisesti.
LIITE 1
Kalibrointiesimerkki momenttiavain tyyppi KTR-3 1
_________________
1
Asennusorganisaatiot valmistavat KTR-3-avaimia terästeollisuuden tutkimuskeskuksen piirustusten mukaan.
Momenttiavaimet kalibroidaan erityisissä kalibrointitelineissä tai ripustamalla annetun arvon kuorma kahvaan. Momenttiavain ripustetaan kuusikulmaiseen tuuriin tai kiristettyyn lujaan pulttiin siten, että sen kahva on vaakasuorassa asennossa (katso piirros).
Kiinteässä kohdassa avaimen päässä kuorman massa
![]()
jossa M
s
- arvioitu vääntömomentti;
Δ
M s-momentti, joka on yhtä suuri kuin avaimen massa, joka on etäisyydellä painopisteestä turan tai pultin akseliin;
l- etäisyys kuorman painopisteestä turan tai pultin akseliin.
Kuorman ollessa keskeytettynä, laskennan suorittaa tallennuslaite, esimerkiksi osoitin, jonka kellotyyppi on ICh 10 mm standardin GOST 577-68 mukaisesti. Mittaus suoritetaan 2-3 kertaa, kunnes saadaan vakaa tulos.Kalibrointitulokset merkitään avaimen kalibrointikalibrointilokiin (katso pakollinen liite 7).
Momenttiavaimen kalibrointiohjelma
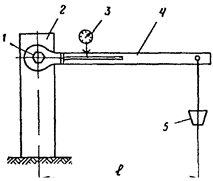
1 - hitsattu kuusikulmio tai kiristetty erittäin luja pultti;
2 - jäykkä tuki; 3 indikaattorin 4 - kalibroitu avain; 5 laatikkoa
LIITE 2
Korkean jännityksen pultin kiristysmenetelmät
1. Korkean lujuuden pultien kiristys kiristyshetkellä
1.1. Korkean lujuuden pulttien kireys suunnittelupyrkimyksiin olisi tehtävä kiristämällä mutterit vääntömomenttiavaimella vääntömomentin laskettuun arvoon. Kiristysmomentti M
s
Korkean lujuuden pultien kiristämiseen tarvittava määrä määritetään kaavalla:
M s= kPD,
k - kunkin pultti-erän kiertymiskertoimen keskimääräinen arvo sertifikaatin mukaisesti tai asennuspaikan ohjauslaitteiden avulla asetettu;
P - ruuvien kiristysvoima, joka on määritelty piirustuksissa KM ja KMD;
don pultin nimellishalkaisija.
1.2. Mutterien esikiristämiseen käytetään suositellun lisäyksen 4 mukaisia \u200b\u200bpneumaattisia tai sähköisiä jakoavaimia ja momenttiavaimia.
Pultteja on suositeltavaa kiristää jakoavaimilla 50-90%: iin suunnittelupyrkimyksestä, mitä seuraa vetäminen momenttiavaimilla.
1.3. Kun kiristät pulttia, pidä pään tai mutterin kierto kääntymästä kiintoavaimella.Jos kääntäminen ei lopu pultin kiristyessä, pultti ja mutteri on vaihdettava.
1.4. Kiristysmomentti tulee kirjata avaimen liikkuessa suuntaan, joka lisää jännitystä.
Kiristä sujuvasti ilman nykimistä.
1.5. Vääntömomenttiavaimet on numeroitava ja kalibroitava. Ne tulisi kalibroida vuoron alkaessa.
2. Korkean lujuuden pulttien kiristys mutterin pyörimiskulmaa pitkin
2.1. Korkean lujuuden pultit on asennettava aukkoihin, joissa ei ole asennustulppia, ja kiristettävä jakoavaimella, joka on säädetty kiristyshetkellä 800 N⋅
m. Jokainen pultti on kiristettävä ennen mutterin lopettamista. Kun asennustulpat on irrotettu ja korvattu pulteilla, ruuvit on kiristettävä 800 N kiristyshetkellä⋅ m
2.2. Mutterien pyörimiskulman säätämiseksi on tarpeen merkitä pulttien ulkonevat päät yhdistelmätyökalulla (katso kuva) tai maalata.
Yhdistetty booli
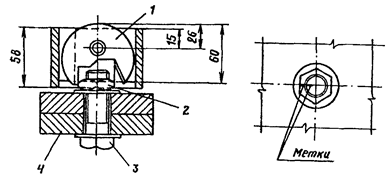
1 - rei'itys; 2 - mutteri; 3 - erittäin luja pultti; 4 - paketti
2.3. Viimeinen kiristys suoritetaan jakoavaimella, joka on säädetty kiristämishetkellä 1600 N⋅
m, mutterin tulisi pyöriä taulukossa ilmoitetussa kulmassa.
|
Pakkauksessa olevien aukkojen määrä |
Kassin paksuus, mm |
Kiertokulma, astetta |
|
20-75 |
||
|
20-125 |
||
|
30-140 |
3. Jakoavainten kalibrointi mutterin pyörimiskulman avulla
3.1. Jakoavainten kalibrointi tulisi suorittaa erityisellä kalibrointipaketilla, joka koostuu kolmesta kappaleesta, joiden reikämäärä on vähintään 20.
Korkean lujuuden pultit työnnetään kalibrointipaketin reikiin ja kiristetään jakoavaimella, kunnes mutteri lakkaa kääntymästä. Ryhmä pultteja (kalibrointipultteja) vähintään 5 kappaletta. älä vedä.
Kalibrointipultit on kiristettävä manuaalisesti asennusavaimella, jonka kahvan pituus on 0,3 m, vikaantumiseen saakka (alkuasento).
3.2. Valmistettuihin kalibrointipultteihin kalibroidaan jakoavain.
3.3. Paineilman paine säädetään siten, että mutteria kiertämällä 180 ± 30 ° kulmassa alkuperäisestä asennostaan \u200b\u200bjakoavain epäonnistuu.
Ilmanpaine on tarkistettava säännöllisesti.
Ilmanpaineen säätö tulee suorittaa GOST 2405-72 -painemittarin mukaan, joka on asennettu kohtaan, jossa jakoavainletku on kytketty linjaan.
3.4. Kalibroitaessa jakoavainta (mutterin pyörimiskulman seuraamiseksi) on vaihdettavaan päähän kohdistettava riskejä.
3.5. Jakoavainta pidetään kalibroituna, jos mutterin pyörimiskulma kaikkien pulttien kiristyksen aikana jakoavaimen vikaantumishetkellä on 180 ± 30 °.
3.6. Jakoavaimen kalibroinnin tulokset on syötettävä jakoavaimen kalibrointipäiväkirjaan (katso pakollinen liite 8).
3.7. Jos paineilman paine muuttuu jakoavaimen toimintahäiriön poistamisen jälkeen, on tarpeen suorittaa kalibrointitarkastus.
LIITE 3
Palontorjuntalaitteet
|
Laitteen nimi |
Lyhyt tekninen kuvaus |
|
Poltin GAO-60, GAO-2-72 GOST 17357-71 (1 kpl) |
Leveä, moni liekki, työleveys 100 mm. |
|
Happisylinterit (3 kpl) |
|
|
Asetyleenisylinterit (2 kpl) |
|
|
Pelkistävä pallohappi DKD15-65 tai RKD-15-81 |
Suurin tulo ylipaine - 1962⋅ 10 4 pa; työskentelevä ylipaine - 78,48⋅ 10 4 pa; läpimeno maksimipaineessa - 23m 3 / h |
|
Pelkistyspalloasetyleeni RD-2AM, DAP-1-65 |
Suurin tulo ylipaine - 245,25⋅ 10 4 pa; toimiva ylipaine - alkaen 0,981⋅ 10 4 Pa \u200b\u200b- 14 715⋅ 10 4 pa; kaistanleveys - 5 m 3 / h |
|
Kumikangasholkit hapen syöttämistä varten (GOST 9356-75), sisähalkaisija 9,0 ja ulkohalkaisija 18 mm |
Käyttöpaine 147.15⋅ 10 4 Pa |
LIITE 4
Laitteet, mekanismit ja työkalut, joita käytetään kosketuspintojen, kytkettyjen elementtien ja erittäin lujien pultien kiristämiseen
Sähkökäyttöisten ja pneumaattisten käsikäyttöisten koneiden ja jakoavaimien värähtelytasot (taulukko 1) eivät ylitä standardien GOST16519-79 (ST SEV 716-77) ja GOST 12.1.012-78 vaatimuksia.
Taulukko 1
| nimi |
Tuotemerkki Standard |
tapaaminen |
| Sähköiset kiintoavaimet |
IE-3115A IE-3119U2 IE-3112A IE-3120A |
Korkean lujuuden pulttien kiristämiseen asennus- ja asennustöiden aikana |
| Pneumaattiset iskuavaimet |
GOST 15150-69 SP-3106A SP-3205A GOST 10210-74 |
Sama asia |
| jakoavaimen |
TU 2838-62 |
Kokoonpanojen esiasennus |
| Sähköhiomakäsikoneet |
IE-2004UZ IE 2009 |
Strippaus |
| Sähkökäyttöiset kulmahiomakoneet |
IE-2102A Sh1-175 (NRB) |
Sama asia |
| Pneumaattiset kuorintakäsikoneet |
FE-2104 UPSCHR-1 |
Metallipintojen puhdistamiseen ruostetta ja vaahtoa |
| Kaasupolttimet |
GAO-60 GAO-2-72 GOST 17357-71 |
Kosketuspinnoille |
Sähköisten ja pneumaattisten käsikäyttöisten koneiden ja jakoavaimien melutasot eivät ylitä GOST 12.1.003-76 -standardia. Taulukossa on esitetty sähköisten ja pneumaattisten käsikäyttöisten koneiden värähtelyparametrit ja meluominaisuudet, joita käytetään kytkettyjen elementtien kosketuspintojen prosessoinnissa ja lujapulttien kiristämisessä. 2 ja 3.
Taulukko 2
Tärinäparametrit
| merkki | ||||||||
|
31,5 |
1000 |
|||||||
|
Värähtelyn nopeuden logaritmiset tasot, dB |
||||||||
| IE-3115A | ||||||||
| IE-3119U2 | ||||||||
| IE-3112A | ||||||||
| IE-3120A | ||||||||
| IE 2009 | ||||||||
| IE-2004AUZ | ||||||||
| IE-2102A | ||||||||
Taulukko 3
Meluominaisuudet
| merkki |
Oktaanikaistojen geometriset keskitaajuudet, Hz |
|||||||
| koneet |
1000 |
2000 |
4000 |
8000 |
||||
|
Äänitehotaso, dB |
||||||||
| IE-3115A | ||||||||
| IE-3119U2 | ||||||||
| IE-3112A | ||||||||
| IE-3120A | ||||||||
| SP-3106A | ||||||||
| SP-3205A | ||||||||
LIITE 5
Liimapinnoitteen koostumus
|
nimi |
resepti |
Keittämismenetelmä |
|
Epoksipolyamidiliima |
Epoksihartsi ED-20 standardin GOST 10587-76 (100 painoprosenttia) mukaan |
Kovete ja kiihdytin viedään epoksihartsiin; saatu seos sekoitetaan perusteellisesti |
|
Kovetin I-5M (I-6M) VTU: n mukaan OP-2382-65-60 (50 paino H) Kiihdytin UP-606-2 MRTU: n 6-09-6101-69 (2-3 paino) mukaan |
||
|
Hioma-aine |
KZ- tai KCh-tuotemerkin Carborundum-jauhe |
|
|
liuotin |
Asetoni standardin GOST 2768-79 mukaisesti |
LIITE 6
pakollinen
Pääkonttori
_______________________________________
_______________________________________
Kohteen nimi
_______________________________________
Rakenteiden valmistaja, tilausnro
Päiväkirja vahvojen pulttien kiinnitysyhteyksien toteutuksen seurannasta
|
päiväys |
CMD-piirustusnumero ja solmun nimi, yhteinen yhteydessä |
Liitäntään toimitettujen pulttien lukumäärä |
Pulttitodistuksen numerot |
Kosketuspintojen käsittelymenetelmä |
Mutterin vakio kiristysmomentti tai kiertokulma |
Valvo tuloksia |
|||||
|
Kosketuspintakäsittely |
Tarkistettu pulttien lukumäärä |
Vääntömomentin tarkistuksen tulokset |
Hallmark-numero, ryhmänjohtajan allekirjoitus |
Leiman numero, vastuuhenkilön allekirjoitus |
Asiakasedustajan allekirjoitus |
||||||
Ch. asennusinsinööri _______________________________________
Tulostuspaikka
asennus
organisaatio
LIITE 7
pakollinen
_______________________________________
Pääkonttori
_______________________________________
Asennusorganisaatio (luottamus, hallinta)
_______________________________________
Kohteen nimi
aikakauslehti 1
kiristävien avainten kalibroinnin hallinta ja lujien pulttien kiristyksen hallinta
______________
1
Lehti on laadittu kaikille avaimille, joita käytetään asennusyhteyksien tekemiseen jokaisessa laitoksessa.
Tarkastuskalibroinnin aikana lokin on oltava työn suorittavan vastuuhenkilön kanssa.
Vastuullinen henkilö täyttää päiväkirjan jokaisen avaimen kalibrointitarkistuksen jälkeen. Päiväkirjaa pidetään esineen toimittamiseen saakka.
|
päiväys |
muutos |
avain |
Kiristysmomentti |
Keskeiset lukemat |
Kalibrointihenkilön allekirjoitus |
|
|
tyyppi |
numero |
|||||
Tässä lehdessä __________________ sivut on sidottu ja numeroitu
Ch. Asennusinsinööri _
Tulostuspaikka
kokoonpano-organisaatio
LIITE 8
pakollinen
________________________________________
Pääkonttori
________________________________________
Asennusorganisaatio (luottamus, hallinta)
________________________________________
Kohteen nimi
aikakauslehti 1
jakoavaimen kalibrointi voimakkaiden pulttien kiristämiseen voimanhallinnalla mutterin pyörimiskulmalla tai akselin kireydellä
________________
1
Lehti on laadittu kaikille jakoavaimille, joita käytetään kiinnitysyhteyksien tekemiseen kussakin paikassa, jotka on suunniteltu kiristämään lujat pultit mutterin pyörimiskulmalla tai akselin kireydellä.
Avaimia kalibroitaessa lokin on oltava työstä vastuussa olevan henkilön kanssa.
Vastuuhenkilö täyttää lokikirjan jokaisen jakoavaimen tarkistuskalibroinnin jälkeen.
Päiväkirjaa pidetään esineen toimittamiseen saakka.
|
päiväys |
muutos |
Paineilman ylipaine avaimen avaimessa, Pa |
Sarja lautasia tiukasti istuvassa pussissa |
Avain alkujännitteeseen |
Mutterin kiertokulma jakoavaimella |
Kalibrointihenkilön allekirjoitus |
Tässä lehdessä __________________ sivut on sidottu ja numeroitu
Tulostuspaikka
asennus
organisaatio
pitoisuus
1. Yleistä
2. Tekniset vaatimukset
3. Prosessin sisältö
4. Hyväksymissäännöt ja valvontamenetelmät
5. Turvallisuusvaatimukset
sovellukset
1. Esimerkki KTR-3-vääntömomenttiavaimen kalibroinnista
2. Menetelmät lujien pulttien kiristämiseksi
3. Palopostilaitteet
4. Laitteet, mekanismit ja työkalut, joita käytetään työntöpintojen, liitettyjen elementtien ja erittäin lujien pulttien käsittelyyn
5. Liimapinnoitteen koostumus
6. Päiväkirja vahvojen pulttien kiinnitysyhteyksien toteutuksen seurannasta
7. Korkean lujuuden pultien kiristys- ja säätöavaimien hallintakalibrointipäiväkirja
8. Jakoavaimen kalibrointiloki korkean lujuuden pultien kiristämiseen, kun voimaa ohjataan mutterin pyörimiskulmalla tai akselin kireydellä
Terveisiä ystäviä. En ole pitkään kirjoittanut erityisistä rakennuslehdistä, ja sinä todella pidät sellaisista aiheista. Tässä esimerkiksi tämä artikkeli "", suosituin blogissani ja joka on jo kerännyt yli 80 kommenttia. No, tänään jaan teille artikkelin päiväkirjasta, joka koskee ruuviliitosten asennusta kontrolloidulla jännityksellä.
Miksi se pitäisi täyttää
Tämäntyyppinen yhteys viittaa erittäin kriittisiin solmuihin, joissa syntyy merkittäviä vetolujuuksia. Siksi erittäin lujien pulttien liitos on erityisen valvonnan alainen. Viittaan artikkeleissa jatkuvasti sääntöihin "Laakeri- ja kotelorakenteet", ja tämä aika ei ole poikkeus. Määritellyn sääntöjen jakson 4.6.13 mukaan:
Ja kohta 4.6.14 on kirjoitettu myös tästä päiväkirjasta:
Ja lopuksi kohta 4.6.16:
Esimerkki koristelusta aikakauslehdestä
Alla olen esittänyt sinulle tämän lehden kehystetty version (näytteen). Yllä olevassa esimerkissä esitetään vanha versio, jonka muoto ilmoitettiin vanhassa SNiP 3.03.01-87 -sivustossa. Mutta uusi muoto ei ole muuttunut, joten älä kiinnitä siihen huomiota. Hän esitteli löydettävän lehden.
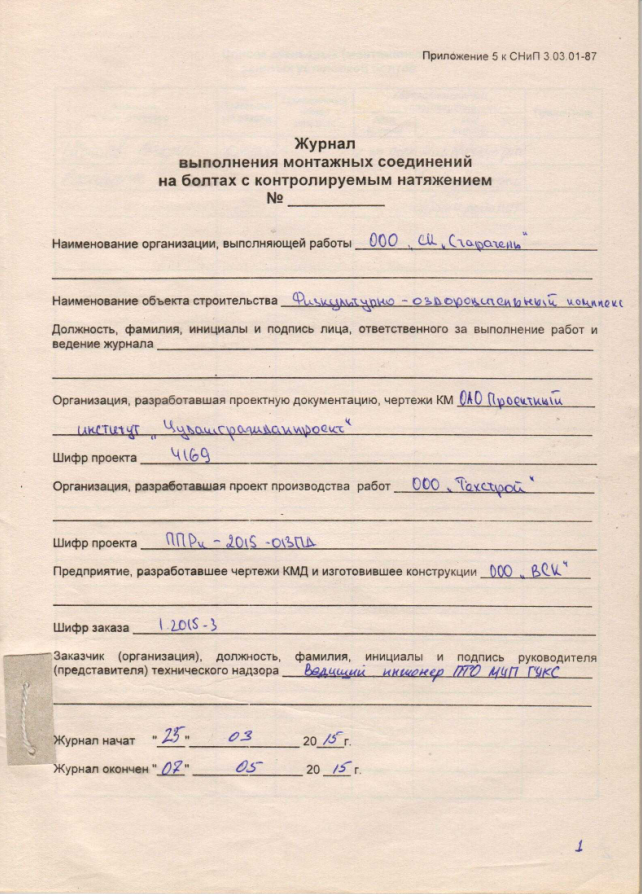
Ensimmäinen sivu on otsikosivu
Toinen arkki on luettelo linkkeistä (asentajat), jotka osallistuvat pulttien asennukseen
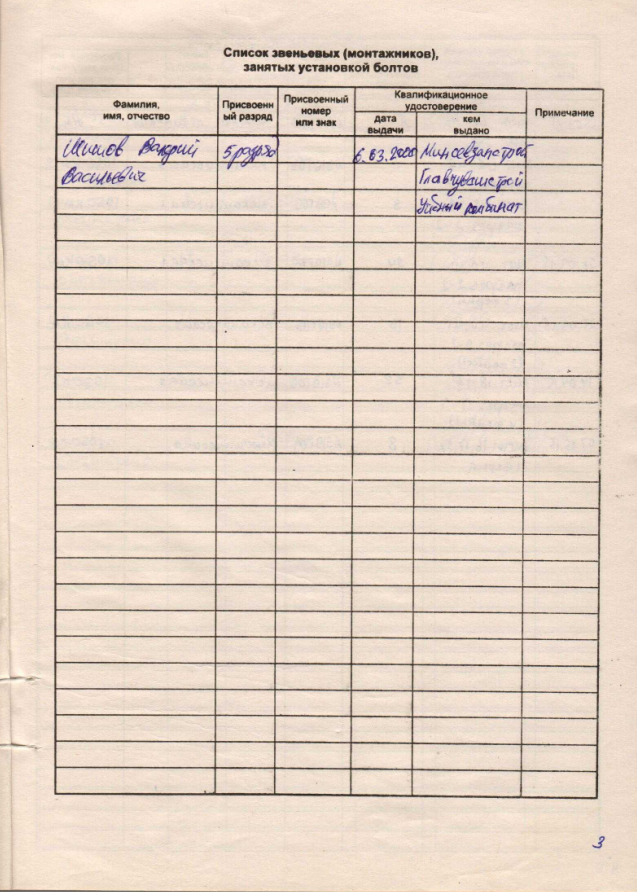
Tämä taulukko osoittaa kaikki asentajat, jotka ovat sitoutuneet lujien pulttien asentamiseen. Näillä asentajalla on oltava asianmukainen varmenne. Tämä on osoitettu asiakirjan SP 70.13330.2012 kohdassa 4.6.1:

Annettu numero ja merkki (merkki) otetaan mielestäni vain todistuksesta. Mutta en tiedä varmasti, korjaatko minut.
Seuraavat kaksi arkkia ovat perusasioita
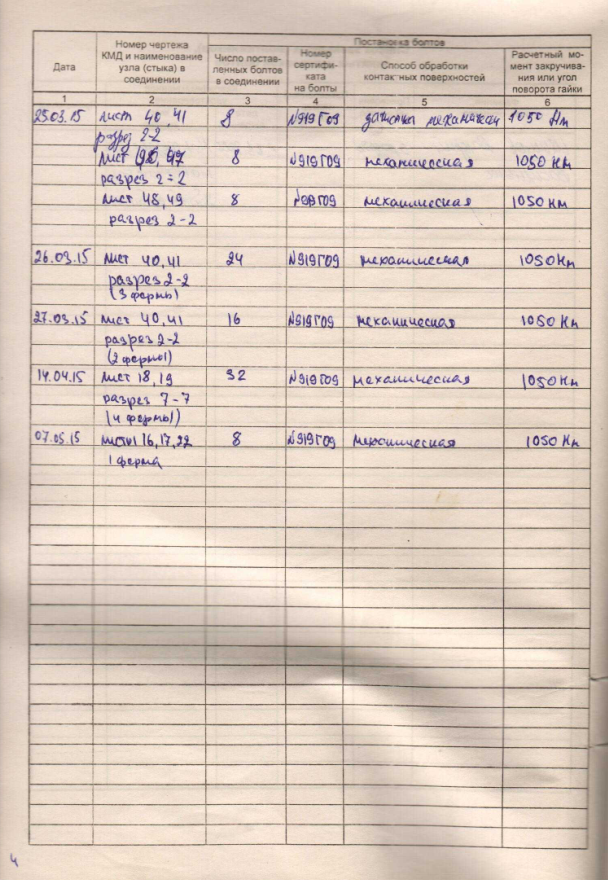
Kohdassa 4 ruuvien sertifikaattinumero. Tämä vaatimus on annettu kohdassa 4.6.5:

Kohdassa 5 kuvataan menetelmä kosketuspintojen käsittelemiseksi. Pintakäsittely on pakollinen toimenpide, ilman sitä, missään tapauksessa ei voida muodostaa yhteyksiä. Kohdassa 4.6.2 tämä on erittäin hyvin kirjoitettu:

Sarakkeessa 6 ilmoitamme kiertymishetken. Tämä indikaattori lasketaan tietyllä kaavalla. Perustana ovat pultin tiedot (kiertymiskerroin ja pultin nimellishalkaisija) ja vetovoima, jotka on osoitettu KM: n työpiirustuksissa. Kuinka laskea kohdassa 4.6.9 määritelty momentti:
Seuraava sivu
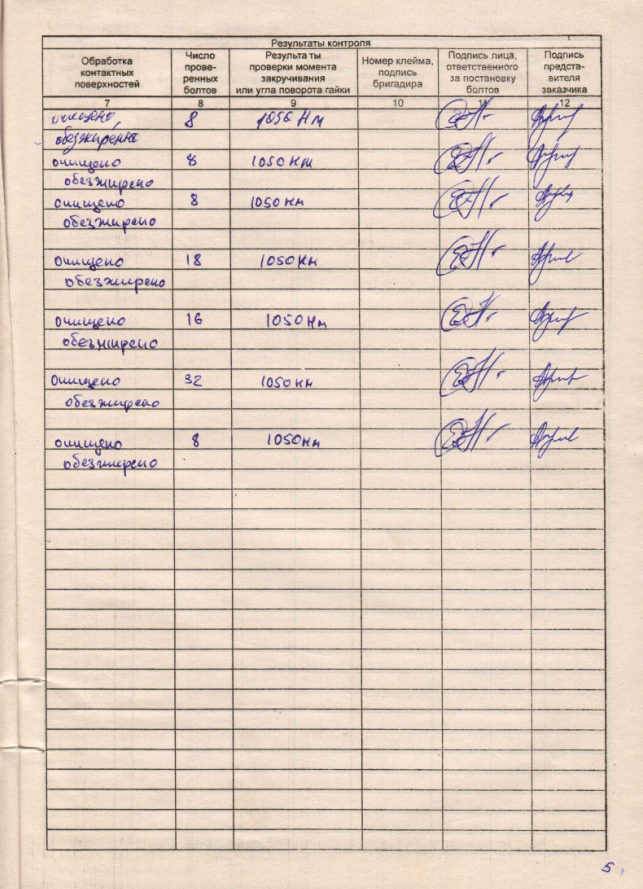
Tarkastustulokset on jo kirjoitettu tähän. Onko pintakäsittely suoritettu, kuinka monta pulttia on tarkastettu, milloin ne on kiristetty jne.
Ja miten säätö suoritetaan ja miten itse pultin kiristys suoritetaan oikein, kuvataan yksityiskohtaisesti SP 70.13330.2012 -kohdassa 4.6.
Alla voit ladata lehden sähköisen version (lomakkeen). Käytä terveyteen.
Tuki blogiin - lataa aikakauslehden sähköinen versio asennusliitäntöjen suorittamiseksi kontrolloidulla pultilla varustettuihin pulteihin nimellishintaan!
Maksuikkunassa onnistuneen maksun jälkeen napsauta Siirry kaupan verkkosivustolle ja tiedosto siirretään latauksiin.
Lataa ilmaiseksi:
Loppusanat Ystävät, haluan suositella sinua johdon dokumentointiohjelma ALTIUS SOFT Company. Jos haluat automatisoida ja nopeuttaa toimeenpanoasiakirjojen ylläpidon prosessia, et voi tehdä ilman tätä ohjelmaa. Kiitos!
Asiakirjan "MDS 12-22.2005. Suositukset lakisääteisten lakien ja muiden säädösten vaatimusten soveltamisesta rakennusalalla, jotka sisältävät valtion ja työntekijöiden suojelua koskevat vaatimukset ”Liite 5, kaikki tuotannon rakennus- ja asennustöihin liittyvät tiedot on syötettävä päivittäin. loki kiinnitettyjen pulttien kiinnitysliitoksista. Tätä vaatimusta ei voida jättää huomiotta. Jos oikeudenkäyntejä ilmenee, tällä päiväkirjalla on oikeudellinen paino ja sitä pidetään virallisena asiakirjana.
Myymälämme tarjoaa sinulle juuri tällaisen loki asennusliitännöistä pultteille, joissa on hallittu kireys.
Sinulle sopii ottaa kaiken, mitä tarvitset rakennus- ja asennustöissä.
Miksi sinun tulee ottaa yhteyttä myymäläämme?
Internetin roolia nykypäivän elämässämme on vaikea yliarvioida. Nyt kaikki tehdään asiakkaan mukavuuden vuoksi ja hänen arvokkaan ajan säästämiseksi. Kaupat vaihtavat painopisteensä kaupungin kaduilta globaalin Internetin laajuuteen, ja myymälämme ei ole poikkeus. Tietysti voit, jos olet kiinnostunut vanhoista menetelmistä, viettää aikaa etsiessäsi kaupunkia ympäri sellaisille erityistuotteille kuin aikakauslehti, jolla kiinnitetään kiinnitettyihin pulteihin kiinnitysliitokset. Mutta suosittelemme tilauksen tekemistä poistumatta kodin mukavuuksista. Checkout verkkokaupassamme ei ole vaikeaa. Lisäksi hinnat ovat huomattavasti alhaisemmat kuin missään muualla.
Kun teet tilauksen verkkosivustollemme, voit valita sidoksen, jolla jänniteohjattujen pulttien kiinnitysliitosten asennuspäiväkirja tehdään - kova tai pehmeä. Mutta se ei vielä ole kaikki, voit tilata pehmeän kannen laminoinnin tai leimaamisen kovalevylle napsauttamalla asianmukaista tuotetta rekisteröinnin aikana. Voit myös määrittää, kuinka monta sivua tarvitset asennuksen yhteyslokiin tilauksen yhteydessä. Toimitus suoritetaan niin pian kuin mahdollista, joten sinun ei tarvitse odottaa kauan.
Muista, että kontrolloidulla pultilla varustettujen pulttien kiinnitysyhteysloki on erittäin tärkeä ja välttämätön byrokraattinen linkki rakennus- ja asennustöiden ketjussa. Sinun ei pitäisi lykätä hänen ostoaan myöhemmin, koska hän voi olla sinulle hyödyllinen tänään. Ei ole syytä aloittaa rakennus- ja asennustöitä ilman kontrolloidulla pultilla varustettujen pulttien kiinnityskiskoa ajatellen, että saat sen myöhemmin. Kauppamme on avoinna sinulle 24/7 -muodossa ja on valmis toimittamaan sinulle rajoittamattoman määrän lehtiä. Odotamme ostoksia ja autamme mielellämme kaikissa kysymyksissä.
Otsikosivu:
- töitä suorittavan organisaation nimi
- rakennuskohteen nimi
- työn suorittamisesta ja päiväkirjan pitämisestä vastuussa olevan henkilön asema, sukunimi, nimikirjaimet ja allekirjoitus
- organisaatio, joka on kehittänyt projektidokumentaation, piirustukset CM: stä
- projektin koodi
- organisaatio, joka kehitti työprojektin
- projektin koodi
- yritys, joka kehitti piirustuksia KMD: stä ja valmisti malleja
- tilauskoodi
- asiakas (organisaatio), teknisen valvonnan johtajan (edustajan) asema, sukunimi, nimikirjaimet ja allekirjoitus
Pääluokat 1
Luettelo linkistä (asentajat), joka osallistuu pulttien asennukseen.
Counts päiväkirja kiinnitettyjen pulttien kiinnitysliitoksista:
2. Annettu sijoitus
3. Määrätty numero tai merkki
4-5. Pätevyystodistus
Antopäivä
Julkaissut
6. Huomaa
2 jakso
Päärunko
Täytä laskee:
1. Päivämäärä
2. CMD-piirustusnumero ja yhteyden solmun (liitoksen) nimi
3-6. Säätöpultit
- liitännässä olevien pulttien lukumäärä
- pulttitodistuksen numero
- menetelmä kosketuspintojen käsittelemiseksi
- mutterin laskettu vääntömomentti tai pyörimiskulma
7-12. Valvo tuloksia
- kosketuspintakäsittely
- tarkistettu pulttien lukumäärä
- mutterin kiristysmomentin tai kiertokulman tarkistuksen tulokset
- tuotenumero, ryhmänjohtajan allekirjoitus
- pulttien asettamisesta vastuussa olevan henkilön allekirjoitus
- asiakasedustajan allekirjoitus
Asiakirjassa "MDS 12-22.2005. Suositukset rakennusteollisuudessa lakisääteisten ja muiden säädösten vaatimusten soveltamiseen, jotka sisältävät valtion työsuojelua koskevat valtion vaatimukset", todetaan:
1.5. Tiedot rakennus- ja asennustöiden suorituksesta olisi syötettävä päivittäin