A nagy szilárdságú csavarok feszességének ellenőrzése. Ajánlások a Szovjetunió kohászati \u200b\u200bminisztériumának épületei és építményei acél építőszerkezeteinek nagy szilárdságú csavarjaira szerelt csatlakozók felügyeletére és műszaki működtetésére
IPARI SZABVÁNY
A Szovjetunió Telepítési és Speciális Építési Minisztériumának 1982. december 7-i végzésével a bevezetés határidejét 1983. július 1-jétől határozták meg.
Ez a szabvány vonatkozik egy tipikus nyíróálló folyamatra. szerelési csatlakozók tovább nagy szilárdságú csavarok acélszerkezetek építésében.
Szabványkészletek műszaki követelmények a felhasznált anyagok, a kapcsolódó szerkezeti elemek, az eszköz, valamint a folyamat műveleteinek sorrendje, a minőség-ellenőrzés, a biztonság alapjai.
1. ÁLTALÁNOS RENDELKEZÉSEK
1.1. A nagy szilárdságú csavarokat, anyákat és alátéteket a munka- (KM) vagy a részletes rajzok (KMD) utasításai szerint kell használni. acélszerkezetek szerelt tárgy.
1.2. A munka előállításának (PPR) projekteknek tartalmazniuk kell a munkavázlatot vagy technológiai térképekbiztosítja a nagy szilárdságú csavarok csatlakozásainak megvalósítását a felszerelt tárgy sajátos körülményei között.
1.3. A nagy szilárdságú csavarok csatlakozásainak előkészítését, összeszerelését és elfogadását egy személy (művezető, művezető) irányítása alatt kell elvégezni, akit a létesítményben az ilyen típusú összeköttetések létrehozásáért felelős telepítő szervezet megbízásából kinevezik.
1.4. Nagy szilárdságú csavarokon történő csatlakoztatáshoz legalább 18 éves korosztályok bevihetők, akik speciális elméleti és gyakorlati képzésben részesültek, amelyet a telepítő szervezet által kiállított személyes igazolással igazoltak ezen munkák elvégzésére.
2. MŰSZAKI KÖVETELMÉNYEK
2.1. Anyagkövetelmények
2.1.1. A nagyszilárdságú csavarokat, anyákat és alátéteket a szerelt tárgyra szállítják, a GOST 22353-77, GOST 22354-77, GOST 22355-77, GOST 22356-77 követelményeinek megfelelő tanúsítvánnyal ellátott tételekben.
2.1.2. Homokfúváshoz (gyöngyfúváshoz) érintkezési felületek csatlakoztatott szerkezeti elemek, kvarc homok a GOST 8736-77 szerint, vagy öntöttvasból vagy acélból lövés a GOST 11964-81 E szerint.
2.1.3. A bélés érintkező felületén ragasztóanyag bevonására az ED-20 epoxi-diane gyantán alapuló ragasztót kell használni a GOST 10587 -76 szerint, valamint a KZ és KCh carborundum porminőséget, a GOST 3647-80 szerinti 8., 10., 12. frakciókkal.
2.1.4. A gáz-láng felületkezeléshez a GOST 5457-75 szerinti acetilént és a GOST 6331-78 szerinti oxigént kell használni. Az acilent és az oxigént az acél palackokban a munkahelyre kell juttatni a GOST 15860 -70 szerint.
2.2. Kötelező összekapcsolható szerkezeti elemek és szerszámok
2.2.1. A nagy szilárdságú csavarok és a meghúzó anyák villáskulcsokkal és nyomatékkulccsal történő ingyenes ellátásának lehetőségét a hézagok konstruktív megoldásával kell biztosítani.
2.2.2. Az illesztések beszerelése nem megengedett, ha a furatok körül és belül, valamint az elemek szélein fúrások vannak.
Az elemek érintkező felületei nem alapozottak és festettek. Az utolsó sor csavarjainak tengelye és az alapozott felület közötti távolság nem lehet kevesebb, mint 70 mm.
2.2.3. Tilos az illesztésekben olyan méretű eltéréssel rendelkező elemeket használni, amelyek nem felelnek meg az SNiP III-18-75 "Munkatermelés és -fogadás szabályai. Fémszerkezetek" követelményeinek. A lemezekkel összekapcsolt elemek síkjában a különbség nem haladhatja meg a 0,5 mm-t.
2.2.4 A polcok nem párhuzamos felületű gördülőprofilok illesztésein kiegyenlítő tömítéseket kell alkalmazni.
2.2.5. A lyukak névleges átmérője és feketéje (a lyukak eltérése az összeállított csomag egyes részeiben) nem haladhatja meg az SNiP III-18-75 "A munka előállításának és elfogadásának szabályai. Fémszerkezetek" fejezetben meghatározott követelményeket.
2.2.6 A vezérlő és kalibrációs nyomatékkulcsok számozva vannak, kalibrálva vannak, és kalibrálási ütemtervekkel vagy táblázatokkal látják el őket. A pneumatikus és az elektromos kulcsoknak meg kell felelniük az útlevél követelményeinek.
3.1. Előkészítő műveletek.
3.1.1. Az előkészítő műveletek magukban foglalják:
Nagy szilárdságú csavarok tartósítása és tisztítása;
Szerkezeti elemek előkészítése;
A műszer kalibrálása.
3.1.2. A nagy szilárdságú csavarokat, anyákat, alátéteket meg kell tisztítani a gyári megőrzéstől, a szennyeződésektől, a rozsdától és vékony zsírréteggel kell bevonni. A fertőtlenítés és a tisztítás a következő technológia szerint történik.
3.1.3. Helyezzen nagy szilárdságú csavarokat, anyákat és alátéteket legfeljebb 30 kg tömegű rácsos tartályba.
3.1.4. Merítse a vasalatokkal töltött rácstartályokat forrásban lévő vízzel készített tartályba 8-10 percig ().
3.1.5. Forrás után öblítse le a forró vasalatokat keverékben, amely 85% ólom nélküli benzinből a GOST 2084-77 szerint és 15% motorolajból (autol típus) a GOST 20799-75 szerint, 2-3-szoros merítéssel, majd szárítva.
3.1.6. Helyezze el a kezelt csavarokat, anyákat és alátéteket külön-külön zárt dobozokba, amelyek fogantyúi nem haladják meg a 20 kg-ot, hogy azokat a munkahelyre továbbítsák.
1 - fűtőelem; 2 - reteszelt tartály csavarokhoz; 3 - víztartály; 4 - leeresztő dugó
3.1.7. A hordozható tartályokon tüntesse fel a méretet, a csavarok, anyák és alátétek számát, a feldolgozás dátumát, a tanúsítvány számát és a tételeket.
3.1.8. A megtisztított csavarokat, anyákat és alátéteket legfeljebb 10 napig zárt dobozokban kell tárolni, ezt követően pedig a bekezdéseknek megfelelően újra kell dolgozni. és.
3.1.9. A lyukak körüli és belsejében, valamint az elemek széleinél található fúrásokat teljesen el kell távolítani. A lyukak körül és az elemek szélein a sorjázást pneumatikus vagy elektromos tisztítógépekkel kell végezni anélkül, hogy mélyedést képezne, amely megzavarja az érintkező felületek érintkezését, és a lyuk belsejében lévő fúrókorongok esetében olyan fúróval, amelynek átmérője megegyezik a csavar átmérőjével.
3.1.10. Ha a csatlakoztatott elemek síkban mutatkozó különbsége több, mint 0,5-3,0 mm, beleértve a kiálló elemet, akkor a konzolt tisztító pneumatikus vagy elektromos gépgé kell tenni, az elem szélétől legfeljebb 30,0 mm-re. Ha a sík különbsége meghaladja a 3,0 mm-t, akkor szintező párnákat kell használni.
3.1.11. A vezérlő és a kalibrációs nyomatékkulcsok kalibrálását (kalibrálási ellenőrzését) műszakonként egyszer kell elvégezni, mielőtt a speciális állványokon vagy készülékeken a javasoltnak megfelelően megkezdenék a munkát. A kulcsok az ajánlott módon vannak kalibrálva.
3.2. Alapvető technológiai műveletek.
3.2.1. A fő technológiai műveletek a következők:
Érintkező felületkezelés;
Csatlakozók összeszerelése;
Nagy szilárdságú csavarok beszerelése;
A csavarok feszültsége és ellenőrzése.
3.2.2. Az érintkező felületek feldolgozásának módszerét a KM vagy a KMD rajzokon és az SNiP II-23 -81 "Acélszerkezetek. Tervezési szabványok" fejezetben megadott súrlódási együtthatóval összhangban választják meg.
A következő érintkező felületkezelési módszereket dolgozták ki, amelyeket a telepítés helyén hajtanak végre: homokfúvás (lövegfúvás); gáz láng; fém kefék; csontváz súrlódás,
3.2.3. A csatlakoztatandó elemek érintkező felületeinek homokfúvással (löketfúvással) történő feldolgozását homokfúvással vagy lövegfúvással kell elvégezni a GOST 11046-69 (ST SEV3110-81) szerint.
Homokfúváskor (lövegfúvás) az érintkezési felületeket, az őrlőméretet és a rozsdát teljesen eltávolítani kell, amíg homogén, világosszürke felületet nem kapnak.
3.2.4. Az érintkező felületek gáz-láng kezelését GAO-60 vagy GAO-2-72 széles látószögű gáz-lángégővel kell elvégezni a GOST 17357-71 szerint.
A gázláng kezelése megengedett, legalább 5,0 mm fémvastagsággal.
Az égő sebessége 1 m / perc, 10 mm-nél nagyobb fémvastagsággal és 1,5-2 m / min - 10 mm-ig terjedő fémvastagsággal együtt.
Az égéstermékeket és a skálát puha huzallal, majd a hajkefével kell lemosni.
A lángkezelés utáni felületnek szennyeződésektől, festékektől, olajfoltoktól és könnyen kiszáradt felülettől mentesnek kell lennie. A malomkő teljes eltávolítása nem kötelező.
Gázláng-feldolgozó berendezések és rövid ismertető műszaki leírás a felszerelés az ajánlott listában van
3.2.5. Az érintkező felületek fémkefével történő feldolgozását pneumatikus vagy elektromos tisztítógépekkel kell végezni, amelyek márkaneveit az ajánlott megjelöli.
A tisztított érintkező felületeket nem szabad fémes csillogáshoz vinni.
3.2.6. A ragasztóbevonatot a párna érintkezési felületére általában a fémszerkezetek gyártóüzemeiben alkalmazzák.
Technológiai folyamat egy tengelykapcsoló bevonat megszerzése a következőket biztosítja:
Az átfedések érintkezési felületeinek feldolgozása homokfúvó (robbantási) eszközökben a GOST 11046-69 (ST SEV 3110-81) szerint;
Epoxi-poliamid ragasztórétegek felhordása a kezelt érintkező felületekre;
Felvitel keményítetlen ragasztóra karborund porral.
A ragasztóréteg biztonságát a burkolatok csomagolása révén be kell csomagolni a berakodásuk, szállításuk, kirakodásuk és az építkezésen való tárolásuk teljes ideje alatt.
A ragasztott súrlódó bélések tárolási ideje korlátlan.
A ragasztóbevonat összetétele az ajánlott.
A csatlakoztatandó fő elemek érintkező felületeit az összeszerelés előtt meg kell csiszolni
3.2.7. A csatlakoztatott szerkezeti elemek érintkezési felületeinek fémezéses feldolgozását (horganyzás, aluminizálás) általában a fémszerkezetek gyártóüzemében végzik.
3.2.8. A kezelt felületeket meg kell védeni a szennyeződésektől, olajtól és jégképződéstől. A homokfúvással (lángfúvással), láng módszerrel vagy fémkefével kezelt szerkezetek összeszerelés előtt nem haladhatják meg a három napot, amelyet követően a felületeket a bekezdésekkel összhangban újra kell kezelni. .
Az ismételt feldolgozás során a homokfúvással (gyöngyfúvással) kezelt felületek megtisztíthatók gáz-láng módszerrel.
3.2.9. A érintkezés nélküli felületeket kezelés nélkül meg kell tisztítani a szennyeződésektől és le lehet távolítani a fémkefékkel; olajmentes ólommentes benzinből, jégből - aprítással.
3.2.10. A nagy szilárdságú csavarok illesztéseinek összeállítása a következő műveleteket foglalja magában:
A lyukak igazítása és a csatlakozó elemek tervezési helyzetébe történő rögzítése összeszerelő dugókkal, amelyeknek a lyukak számának 10% -ának kell lennie, de legalább 2 db;
Nagy szilárdságú csavarok beszerelése lyukakba, összeszerelési dugóktól mentesen;
Szorító csomagolóeszköz;
A beépített nagy szilárdságú csavarok feszültsége a KM és a KMD rajzaiban feltüntetett erőhöz;
Szerelje le az összeszerelő dugókat, helyezze el a nagy szilárdságú csavarokat a kioldott lyukakba és húzza meg őket a tervezési erőfeszítésekkel;
Alapozó vegyület.
3.2.11. Nagy szilárdságú csavarok fejei és anyái alá csak egy, a GOST 22355-77 szerinti hőkezelt alátétet kell behelyezni.
A csavar kiálló végének legalább egy szálszállal kell rendelkeznie az anyán.
3.2.12. Ha a lyukak nem esnek egybe, akkor a megmunkált felületekkel ellátott elemek átmásolását hűtőfolyadék használata nélkül kell elvégezni.
3.2.13. A nagy szilárdságú csavarok előzetes és végső feszítését a hézag közepétől az élekig vagy a hézag legszorosabb részétől a szabad szélei felé kell elvégezni.
A nagy szilárdságú csavarok feszítésének módszerét meg kell jelölni a KM vagy a KMD rajzaiban.
Ha nincsenek utalások, akkor a feszítő módszert a telepítő cég választja az ajánlások szerint.
4. ELFOGADÁSI SZABÁLYOK és AZ ELLENŐRZÉSI MÓDSZEREK
4.1. Miután összeállította a szerelési kapcsolatot nagy szilárdságú csavarokkal, a csapatvezetőnek meg kell bélyegeznie a kapcsolatot személyes bélyegzőjével (számkészlettel) és bemutatnia a kész csatlakozást a felelős személynek.
4.2. A felelős személynek (művezető, művezető) az ellenőrzést és ellenőrzést követően be kell mutatnia a kész kapcsolatot az ügyfél képviselőjének. Az ügyféllel kapcsolatos észrevételek hiányában a csatlakozást elfogadottnak kell tekinteni, és a felelős személy minden erről szükséges információt felvesz a nagy szilárdságú csavarokra szerelt csatlakozók naplójába (lásd a kötelező előírásokat).
4.3. Az elfogadás után a kész vegyületet alapozni és festeni kell. A talaj- és a festékanyagokat a Szovjetunió Egészségügyi Minisztériuma által jóváhagyott, az építkezéshez felhasznált polimer anyagok és termékek listája szerint fogadják el, ugyanúgy, mint a fémszerkezetek alapozására és festésére. A talaj és a festék osztályát fel kell tüntetni a KM és a KMD rajzaiban.
4.4. A felelős személy ellenőrzi a nagy szilárdságú csavarok csatlakozásainak minőségét működési ellenőrzés révén. Az alábbiak ellenőrzés alatt állnak:
Az érintkező felületek minősége;
A beszerelt csavarok, anyák és alátétek megfelelése a GOST 22353-77, GOST 22354-77, GOST 22355-77, GOST 22356-77 követelményeknek, valamint a KM és a KMD rajzaiban meghatározott egyéb követelményeknek;
Alátétek jelenléte a csavarok és anyák fejei alatt;
A gyártó márkájának jelenléte a csavarok fejein;
A csavar menete kiálló részének hossza az anya fölött;
A vegyület összeszerelését vezető művezető megbélyegzése
4.5. Az érintkező felületek megmunkálásának minőségét közvetlenül az illesztések összeszerelése előtt szemrevételezéssel ellenőrzik. Az ellenőrzés eredményeit rögzíteni kell a naplóban (lásd kötelező).
4.6. A csavarfeszességnek a tervezéshez való megfelelőségét a feszítési módszertől függően ellenőrzik. A tényleges csavarási nyomaték eltérése a KM és a KMD rajzokban feltüntetett pillanattól nem haladhatja meg a 20% -ot.
Az anyának az elfordulási szögét a jelölések elhelyezése határozza meg a csavar és az anya kiálló részén. Kétlépcsős csavarhúzással a forgási szög eltérésének ± 15 ° -on belül kell lennie, az egyfokozatúnak - ± 30 °.
A csavarokat, amelyekben a jelölések a megadott határokon kívül helyezkednek el, meg kell lazítani és újra meg kell húzni.
4.7. A nagy szilárdságú csavarok feszességét kalibrált nyomatékkulccsal vagy kalibrált vezérlőkulccsal ellenőrzik.
A csavarok feszességét véletlenszerű ellenőrzéssel kell ellenőrizni: ha az összekötőben lévő csavarok száma legfeljebb 5, a csavarok 100% -át ellenőrizni kell, a csavarok számának 6-tól 20-ig - legalább 5, nagyobb számmal - az ízületben lévő csavarok legalább 25% -áig.
Ha az ellenőrzés során legalább egy csavart észlelnek, amelynek feszültsége nem felel meg a szabvány követelményeinek, akkor a csatlakozó csavarjainak 100% -át ellenőrizni kell. Ebben az esetben a csavarok feszességét a kívánt értékre kell állítani.
A meghúzható zsák sűrűségét 0,3 mm-es szondákkal szabályozzuk. A szonda nem haladhat át a síkok között a csatlakoztatott elemek körvonala mentén.
4.10. A kész tárgy elfogadásakor bemutatott dokumentációnak, az SNiP III-18-75 "Munkák gyártásának és átvételének szabályai. Fémszerkezetek" című fejezetben előírt dokumentációnak tartalmaznia kell:
Magas szilárdságú csavarok szerelési csatlakozóinak magazinja;
Csavarok, anyák és alátétek bizonyítványai;
5.4. A telepítés helyén az elektromos biztonságot a GOST 12.1.013-78 előírásainak megfelelően kell biztosítani.
5.5. Amikor az érintkező felületeket homokfúvóval (löketfúvóval) kezelik, be kell tartani a Szovjetunió Állami Műszaki Felügyeleti Szolgálata által jóváhagyott, a nyomástartó edények tervezésére és biztonságára vonatkozó szabályokat.
5.6. A homokfúvás (robbantás) helyét kerítéssel kell ellátni, és megfelelő figyelmeztető táblákat és jeleket fel kell függeszteni annak közelében.
5.7. A homokfúváshoz (robbantásos) felületkezeléshez használt anyagokat (homok, lövedék, fémhomok) szorosan lezárt fedéllel ellátott edényekben kell tárolni.
5.8. A homokfúvó (löketfúvó) készülék üzemeltetőjét és a segédmunkást űrruhákkal vagy sisakokkal látják el, amelyek tiszta levegőt kényszerítenek.
5.9. Az űrruhába szállított levegőt először egy szűrőn kell átvezetni, hogy eltávolítsák a port, a vizet és az olajat.
5.10. Az üzemeltető és a segédmunkás munkahelyei között, amelyek a homokfúvó közelében vannak (gyöngyfúvás), hang- vagy fényriasztást kell biztosítani.
5.11. Amikor az érintkező felületeket fémkefékkel (kézi és mechanikus) kezelik, a dolgozókat a GOST 12.4.003-80 szerinti védőszemüveggel vagy maszkokkal, kesztyűkkel és légzőkészülékkel kell ellátni.
5.12. Az érintkező felületek gázlángos kezelésekor be kell tartani az SNiP III-4-80 "A munka előállítására és elfogadására vonatkozó szabályok. Az építkezés biztonsága" fejezet követelményeit, valamint a fémhegesztés és -vágás egészségügyi szabályait, amelyeket a Szovjetunió Egészségügyi Minisztériuma jóváhagyott.
5.13. A gázlángos műveletek előállítására szolgáló helyeket mentesíteni kell legalább 5 m sugarú éghető anyagoktól, valamint 10 m sugarú körben a robbanásveszélyes anyagokat és berendezéseket (ideértve a gázpalackokat és a gázgenerátorokat is).
5.14. Esős \u200b\u200bidőben a szerkezeti elemek felületének gázlánggal történő kezelése nem megengedett kültéri lombkorona nélkül.
5.15. Az érintkező felületek gáz-láng kezelése során a dolgozókat zárt típusú védőszemüveggel kell ellátni, G-1 vagy G-2 osztályú szemüvegszűrővel.
A segédmunkásokat B-1 vagy B-2 osztályú szemüvegszűrővel ellátott szemüvegekkel kell ellátni.
5.16. A ragasztóréteg felvitele a bélés felületére általában a gyártóüzemben történik. Ebben az esetben be kell tartani a GOST 12.3.008-75, GOST 12.3.016 -79 és GOST 10587 -76 szerinti biztonsági követelményeket, valamint a szintetikus ragasztókkal végzett munka biztonsági előírásait.
5.17. A ragasztó elkészítését és a ragasztó bevonatok felhordását külön helyiségben kell elvégezni, cserélő és helyi szellőzéssel ellátva.
5.18. Az epoxi-diane gyantákkal dolgozó személyeket védőruházattal és kesztyűvel kell ellátni.
A bőr védelme érdekében az epoxi-diane gyanták hatásaitől védőpasztákat és kenőcsöket kell használni lanolin, vazelin vagy ricinusolaj alapján.
5.19. A tapadó bevonatok felvitele helyiségét tűzoltó eszközökkel - szén-dioxiddal és haboltóval kell ellátni.
5.20. A csavarok, anyák és alátétek tartósítását a lombkorláttal nyitott helyen kell elvégezni.
5.21. Ha hardvert vízben forral, a fürdőt földelni kell. A hardvert megóvó munkavállalóknak nem szabad közvetlenül érintkezniük a forrás- és kenőfürdőkkel. A rakodási folyamatot gépesíteni kell.
5.22. Az összeszerelési műveletek elvégzésekor a lyukak igazítását és a beépített szerkezeti elemekben való egybeesésük ellenőrzését speciális szerszám - kúpos tüske, szerelvénydugasz stb. - segítségével kell elvégezni. A lyukak véletlenszerűségének ellenőrzése tilos.
5.23. A mechanizmusok működését, a kis méretű gépesítés eszközét, beleértve a karbantartást is, az SNiP III-4-80 "A munka előállításának és elfogadásának szabályai. Az építkezés biztonsága" fejezet és a gyártók utasításai szerint kell végrehajtani.
5.24. Kézi gépek használatakor be kell tartani a GOST 12.1.012-79 (ST SEV 1932-79, ST SEV 2602-80) és a GOST 12.2.010-75 által előírt biztonsági szabályokat, valamint a gyártók útmutatásait.
5.25. A kézi elektromos, pneumatikus gépekkel és villáskulcsokkal történő munkavégzés módját a rezgésveszélyes foglalkozások munkavállalóinak munkarendjéről szóló rendelet kidolgozására vonatkozó, 1971. decemberében elfogadott, a Szakszervezetek Szövetségi Központi Tanácsa, a Szovjetunió Egészségügyi Minisztériuma és a Szovjetunió Minisztertanácsának Állami Bizottsága által jóváhagyott "Ajánlások a vibro-veszélyes szakmákban dolgozók munkarendjéről szóló 1971 decemberében elfogadott ajánlásokkal összhangban" kell meghatározni. és bérek, valamint a gyártók utasításai, hogy meghatározott típusú gépeken dolgozzanak.
5.26. A kész illesztéseket nagy szilárdságú csavarokon alapozni és festeni kell a fémszerkezetek összeszerelésének helyén.
5.27. Kizárólag azok a munkavállalók vehetnek részt, akik ismerik a használt berendezések és anyagok biztonságos kezelésének szabályait, és ismerik a tűzbiztonsági szabályokat.
5.28. A vegyületek méretezésében és festésében részt vevő munkavállalóknak orvosi vizsgálaton kell átesniük a Szovjetunió Egészségügyi Minisztériumának 1969. május 5-i 400. számú, "A munkavállalók előzetes szűrése és időszakos orvosi vizsgálata" című előírásainak megfelelően.
5.29. Az ideiglenes gyártási és kiegészítő helyiségeket szellőzéssel és világítással, valamint tűzoltó berendezéssel kell felszerelni a GOST 12.4.009 -75 követelményeinek megfelelően.
Példa a KTR-3 típusú nyomatékkulcs kalibrálására 1
1) A KTR-3 kulcsokat telepítő szervezetek gyártják, az Acélszerkezetek Központi Kutatóintézetének rajzai szerint.
Nyomatékkulcsok ezeket speciális kalibráló állványokon kalibrálják, vagy egy adott értékű teher felfüggesztésével a fogantyújába kerülnek. A nyomatékkulcsot hatszögletű tüskére vagy egy meghúzott, nagy szilárdságú csavarra lógják úgy, hogy fogantyúja vízszintes helyzetben legyen (lásd a rajzot).
Nyomatékkulcs kalibrációs sémája

1-hegesztett hatszög vagy meghúzott nagy szilárdságú csavar; 2-merev tartó; 3-fény; 4 - kalibrált kulcs; 5-tárcsás rakomány
A kulcs végének rögzített pontján tömeg
![]()
ahol M 3 - becsült nyomaték;
ΔM 3- a kulcs tömegének szorzatával megegyező pillanat, a súlypontjától a tüske vagy a csavar tengelyéig tartó távolságban;
l- a terhelés középpontjától a tüske vagy a csavar tengelyéig mért távolság.
A rakomány felfüggesztésekor a visszaszámlálást egy rögzítő eszköz hajtja végre, például egy ICh 10 mm-es órajelzőt a GOST 577-68 szerint. A mérést 2-3 alkalommal végezzük, amíg stabil eredményt nem kapunk. A kalibrálási eredményeket beírják a kulcskalibrációs kalibrációs naplóba (lásd kötelező).
Nagyfeszültségű csavarfeszítési módszerek
1. A nagy szilárdságú csavarok feszítése a meghúzás pillanatában
1.1. A nagy szilárdságú csavarokat a tervezési erőfeszítéshez úgy kell meghúzni, hogy az anyákat meghúzza nyomatékkulccsal a nyomaték számított értékéhez. Az MZ csavarodási nyomatékának nagyságát, amely a nagy szilárdságú csavarok feszítéséhez szükséges, a következő képlet határozza meg:
M Z = kPD,
hogy - a csavarozási együttható átlagos értéke minden csavarozat esetében, a tanúsítvány szerint vagy a telepítés helyén található vezérlőeszközök segítségével beállítva;
P - a csavar húzóereje, amelyet a KM és a KMD rajzok tartalmaznak;
d - a csavar névleges átmérője.
1.2. Az anyák előhúzásához használjon pneumatikus vagy elektromos villáskulcsot, amelyet az ajánlott írt, és nyomatékkulccsal.
1.3. A csavar meghúzásakor a fejet vagy az anyát meg kell akadályozni, hogy a szerelőkulcs megforduljon. Ha a forgatás nem áll meg a csavar meghúzásakor, akkor a csavart és az anyát ki kell cserélni.
1.4. A meghúzási nyomatékot rögzíteni kell a kulcs mozgatása közben a feszültséget növelő irányba.
Húzza meg simán, rántás nélkül.
1.5. A nyomatékkulcsokat számozni és kalibrálni kell. Ezeket a műszak elején kell kalibrálni.
2. A nagy szilárdságú csavarok feszítése az anya forgási szöge mentén
2.1. A nagy szilárdságú csavarokat beszerelési dugóktól mentes lyukakba kell beszerelni és egy csavarkulccsal meghúzni, amelyet 800 N meghúzáskor kell beállítani. Az anyák forgásának megállítása előtt minden csavart meg kell húzni. A szerelvénydugók eltávolítása és csavarokkal történő cseréje után az utóbbiakat 800 N m meghúzáskor meg kell húzni.
2.2. Az anyák forgásszögének szabályozásához meg kell jelölni a csavarok kiálló részeit a kombinált középső lyukasztóval (lásd az ábrát), vagy festeni.
Kombinált ütés
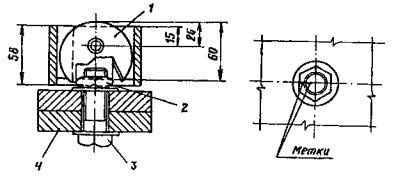
1 - ütés; 2 - anya; 3 - nagy szilárdságú csavar; 4 - csomag
2.3. A végső meghúzást egy csavarkulccsal végezzük, amelyet a meghúzás pillanatában beállítunk 1600 N m-rel, miközben az anyának a táblázatban megadott szöggel el kell forognia.
3. A villáskulcsok kalibrálása az anya forgásszögével
3.1. A villáskulcsok kalibrálását egy speciális kalibrációs csomagon kell elvégezni, amely három testből áll, és legalább 20 lyukkal rendelkezik.
Nagy szilárdságú csavarokat helyezünk a kalibrációs csomag lyukainak közé és csavarkulccsal meghúzzuk, amíg az anya megáll. Csavarcsoport (kalibrálócsavar) legalább 5 darab mennyiségben. ne húzza ki.
A kalibráló csavarokat manuálisan kell meghúzni egy 0,3 m hosszú fogantyúval ellátott szerelőkulccsal, meghibásodásig (kiindulási helyzet).
3.2. Az elkészített kalibráló csavarokon egy csavarkulcs van kalibrálva.
3.3. A sűrített levegő nyomását úgy állítják be, hogy amikor az anyát a kezdeti helyzethez képest 180 ± 30 ° -kal elforgatják, a csavarkulcs meghibásodik.
A légnyomást rendszeresen ellenőrizni kell.
A légnyomás ellenőrzését a GOST 2405 -72 nyomásmérővel kell elvégezni, amelyre a csavarkulcs tömlőjének a vezetékhez történő csatlakoztatása helyén van felszerelve.
3.4. A csavarkulcs kalibrálásakor (az anya forgásszögének figyelemmel kísérése érdekében) a cserélhető fejére kockázatot kell vállalni.
3.5. A csavarkulcs kalibráltnak tekintendő, ha az anyának az összes csavarodási feszültsége alatt a csavarkulcs meghibásodásakor elfordulási szöge 180 + 30 °.
3.6. A csavarkulcs kalibrálásának eredményeit be kell írni a csavarkulcs kalibrációs naplójába (lásd kötelező).
3.7. A sűrített levegő nyomásának megváltozása esetén a csavarkulcs hibájának kiküszöbölése után el kell végezni a kalibrálási ellenőrzést.
Tűzoltó berendezések
|
A berendezés neve |
Rövid műszaki leírás |
|
GAO-60, GAO-2-72 égő GOST 17357-71 (1 db) |
Széles, többlángú, 1 munkaszélesség 100 mm. |
|
Oxigénhengerek (3 db) |
|
|
Acetilén hengerek (2 db) |
|
|
Redukáló léggömb oxigén DKD15-65 vagy RKD-15-81 |
Maximális bemeneti túlnyomás - 1962 · 10 4 Pa; működő túlnyomás - 78,48 · 10 4 Pa; áramlási sebesség maximális nyomáson - 23 m 3 / h |
|
Redukáló ballon-acetilén RD-2AM, DAP-1-65 |
Maximális túlnyomás a bemeneti nyílásnál - 245,25 · 10 4 Pa; működő túlnyomás - 0,981 · 10 4 Pa-tól 14,715 · 10 4 Pa-ig; teljesítmény - 5 m 3 / h |
|
Gumi anyagból készült hüvelyek oxigénellátáshoz (GOST 9356-75), belső átmérője 9,0, külső átmérője 18 mm |
Működő túlnyomás - 147,15 · 10 4 Pa |
Az érintkező felületek, a kapcsolódó elemek és a nagy szilárdságú csavarok feszítéséhez használt berendezések, mechanizmusok és szerszámok
Az elektromos és pneumatikus csiszoló kézi gépek és kulcsok vibrációs szintje (1. táblázat) nem haladja meg a GOST 16519-79 (ST SEV 716-77) és a GOST 12.1.012 -78 szabványokban meghatározott értéket.
1. táblázat
|
név |
Márka Standard |
kinevezés |
|
Elektromos csavarkulcsok |
Nagy szilárdságú csavarok meghúzásához beszerelési és összeszerelési munkák során |
|
|
Pneumatikus ütőkulcsok |
GOST 10210-74 |
|
|
kulcsok |
A kapcsolatok összeszerelése |
|
|
Elektromos köszörűgépek |
Lecsupaszításra |
|
|
Elektromos sarokcsiszoló kézi gépek |
||
|
Pneumatikus sztrippelőgépek |
A fémfelületek rozsdától és vízkőtől való tisztításához |
|
|
Gázégők |
GOST 17357-71 |
Érintkező felületekhez |
Az elektromos és pneumatikus kézi csiszológépek és villáskulcsok zajszintje nem haladja meg a GOST 12.1.003-76 szabványban megadott értéket. A csatlakoztatott elemek érintkezési felületeinek megmunkálásához és a nagy szilárdságú csavarok feszítéséhez használt elektromos és pneumatikus kézi gépek rezgési paramétereit és zajjellemzőit a táblázat tartalmazza. 2. és 3. ábra.
2. táblázat
Rezgés paraméterei
|
A rezgési sebesség logaritmikus szintje, dB |
||||||||
3. táblázat
Zajjellemzők
|
Autó gyártmánya |
Az oktán sávok geometriai középfrekvenciái, Hz |
|||||||
|
Hangteljesítmény szint, dB |
||||||||
ható
|
KOORDINÁLT Javítási osztály vezetője |
Állítom A TsNIIproektstalkonstruktsiya igazgatója |
||||||||||||
|
Rakitin A. N. |
Larionov V. V. |
||||||||||||
|
Intézet főmérnöke |
Kanevsky S.K. |
||||||||||||
|
Az Egyesült Arab Emírségek Osztályának vezetője |
V. N. Lazutin |
||||||||||||
|
Helyettes. azok fõnöke. osztály |
V. Velikhov |
||||||||||||
|
Art. Tudo. et al. Egyesült Arab Emírségek, Ph.D. |
Bengert A. N. |
||||||||||||
Az utóbbi években jelentős változások történtek a fémszerkezetek tervezésében és felszerelésében. Az új hengerelt profilok, nagy szilárdságú acélok és a jobb kiszámítás mellett a tendencia is növekszik a különféle szilárdsági osztályú csavarokra szerelt furatok fémszerkezeteinek térfogatát, beleértve a nagy szilárdságú csavarokat is.
A rövid hosszú hegesztések nagy száma súlyos akadályt jelent a hegesztési folyamatok gépesítésének és automatizálásának a telepítéskor. A csavarozott csatlakozók lehetővé teszik a szerelési hely körülményei között, hogy keményhegesztett, nagy szilárdságú acélokat használnak a szerkezetekben. A csavarozott csatlakozások lehetővé teszik, hogy nagy számú csomóponton egyidejűleg dolgozzon képzetlen munkaerő által. A csavarozott kötés hatékonysága a szerelési egységek tervezési és gyártási szakaszában alakul ki. A Szovjetunió Gosstroy szerint a fémszerkezetek csavarokon való lehetséges felhasználásának becsült mennyisége az ipar által termelt összes acél 60–65% -a épület szerkezetek. Számos fémmegmunkáló üzem alacsony műszaki felszereltsége, a gyenge tervezési minőség és számos egyéb ok miatt a Szovjetunióban csak a szerkezetek 15-20% -át gyártják csavarozott rögzítőcsuklókkal.
A vas fémmegmunkálási tárgyaknak az utóbbi években készült konstrukcióit (a lemezlemezek kivételével) elsősorban nagy szilárdságú csavarokkal való összekötésekkel tervezték.
A nagy szilárdságú csavarok szerelési illesztéseinek felügyelete során különös figyelmet kell fordítani az ipar által 1970-80-ban szállított rendkívül nagy szilárdságú csavarokra. átmeneti ellenállása 120, 135 és 155 kg / mm. Az ilyen csavarokat a Cherepovets, a Lipetsk kohászati \u200b\u200büzemek, a Magnitogorsk és mások számos kivitelében telepítik. Ezeknek a csavaroknak a keménységi felső határ korlátozásának hiánya miatt megnövekedett ZHR-képességük (késleltetett törékeny törés).
A legveszélyesebb időszak az üzemeltetés megkezdését követő első 1-3 év. A csavarok "lőnek" látható külső terhelés nélkül. Az elmúlt évek összes építkezésében figyelmet fordítottak a ZHR-re.
Számos létesítményben sok éves működés után elvégzett tanulmányok kimutatták, hogy a csavarok feszültségének esése elhanyagolható. Mivel azonban a beszerelési munkák elvégzésekor lehetséges csavarok hiánya, akkor a szerkezetek működtetésekor szelektíven ellenőrizni kell a beépített csavarok feszességét. A csavarozott illesztések ellenőrzése sokkal egyszerűbb, mint a hegesztett illesztéseknél, mivel a hegesztett illesztéseknél nagyobb a valószínűsége a rejtett hegesztési hibákról, mint a csavarozott illesztéseknél. A csavarozott csatlakozások vezérlésének fő módja a vizuális.
Ezek az ajánlások lehetővé teszik a Szovjetunió Kohászati \u200b\u200bMinisztériumának üzemét, hogy biztosítani lehessen a felügyelt épületek és építmények problémamentes működését.
Az ajánlásokat ötévente ki kell igazítani.
1. ÁLTALÁNOS RENDELKEZÉSEK
1. ÁLTALÁNOS RENDELKEZÉSEK
1.1. Ezeket az ajánlásokat a Szovjetunió Ipari Minisztériuma alapján, az 1988. szeptember 9-i 759. sz. Rendelettel és a P47-6882 számú Megállapodással összhangban született a Szovjetunió Melnikov Gosstroy nevű Acélszerkezet Központi Kutatóintézete és a Szovjetunió Ipari Minisztériumának Cherepovets Vas- és Acélművei között, 1989. április 19-én. Az ipari épületek acélszerkezeteinek műszaki karbantartása, ORD 00 00089, ipari iránymutatás 7. cikke.
1.2. Az ajánlások az épületek és a vaskohászat vállalkozásának fémszerkezeteinek felügyeletére és műszaki üzemeltetésére vonatkoznak, amelyek nagy szilárdságú csavarokkal vannak összekötve, a Szovjetunió szabványai szerint tervezték, és amelyeket -65 ° С tervezési hőmérsékletű területeken működtetnek.
1.3. A nagy szilárdságú csavarokkal kötött szerkezetek elfogadásakor az elfogadó bizottságban a műszaki felügyeleti szolgálat képviselőjének részvétele kötelező a vállalkozás épületeinek és építményeinek üzemeltetésében.
1.4. A nagy szilárdságú csavarok rögzítésének műszaki állapotáért a műhely megbízásából a műhely műszaki és műszaki munkatársai felelnek, akiknek megfelelő elméleti és gyakorlati képzésre kell képezniük, ismerik a nagy szilárdságú csavarok illesztésének szabályait és bizonyítvánnyal rendelkeznek (NN 7; 8).
1.5. A szerelési összeköttetések közvetlen ellenőrzését és a helyreállítást (javítást) speciálisan képzett szakembereknek kell elvégezniük, akik megfelelő ismeretekkel és tanúsítvánnyal rendelkeznek. Nehezen megközelíthető, magasságban lévő helyeken a vizsgálatokat hegymászók részvételével végzik.
1.6. Az épületek és építmények üzemeltetésének szakemberei, akik közvetlenül részt vesznek a felmérésben, megfelelő képzésben kell részesülniük, bizonyítvánnyal és engedéllyel kellnek maradniuk a legjobb tudásukhoz.
A szakemberek számát 1 mérföld / 100 ezer nagy szilárdságú csavar alapján határozzuk meg.
1.7. A nagy szilárdságú csavarok súrlódási illesztéseinek egyik jellemzője, hogy az erőket nem a csavarok nyírása és a fal összetörése, hanem a nagy szilárdságú csavarral összehúzott érintkező felületek közötti súrlódási erők érzékelik. Ebben a tekintetben a nagy szilárdságú csavarok feszültségének nagysága és a csatlakoztatott elemek súrlódó felületeinek előkészítésének minősége döntő fontosságú, és a vizsgálat során ellenőrizni kell. A nagy szilárdságú csavarok elégtelen feszültsége a súrlódási illesztéseknél az elemek „csúszásához” vezethet, míg a csavarok nyírásra, az elemek nyírásra szolgálnak. Ezen felül geometriai alak megsértése az elemek kölcsönös elmozdulása miatt lehetséges - a csavarok egyenetlenül működnek, mivel a lyukak és a csavarok átmérője közötti különbség elérheti a 6 mm-t a SNiP III-18-75 4. táblázat és a csavarok egymást követő megsemmisítésének lehetséges esetei.
________________
* A területen Orosz Föderáció a dokumentum érvénytelen. Cselekszenek GOST 23118-99 és SNiP 3.03.01-87 a továbbiakban. - Az adatbázis gyártójának megjegyzése.
1.8. A tanulmányok azt mutatták, hogy a csavarok megbízhatóságára döntő hatást gyakorolnak azok mechanikai tulajdonságai (átmeneti szakítószilárdság, nyúlás és összehúzódás, ütési szilárdság), amelyeket a hőkezelési körülmények határoznak meg.
Ezen jellemzők fő eleme az ideiglenes szakítószilárdság, amelyet a felső határ szabályoz. A megnövekedett keménységű, túlságosan erős csavarok (135 és 155 jelölések) hajlamosak a késleltetett törésre, ezért alaposabb ellenőrzést és a vegyület gyakoribb vizsgálatát igénylik.
2. ANYAGOK, TERMÉKEK ÉS FELTÉTELEK
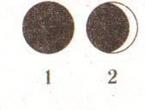
2.1. A követelményeknek megfelelően gyártott nagy szilárdságú csavarokat, anyákat és alátéteket használnak acélszerkezeti elemek összekapcsolására. GOST 22353-77 * 22356-77 ** vagy TU 14-4-1345-85 és normál szilárdságú csavarok a GOST 1759-70 szerint *** (1. ábra).
________________
* A dokumentum az Orosz Föderáció területén nem érvényes. Viselkedik GOST R 52644-2006 a továbbiakban;
** A dokumentum nem érvényes az Orosz Föderáció területén. Viselkedik GOST R 52643-2006 a továbbiakban;
*** A dokumentum az Orosz Föderáció területén nem érvényes. Cselekszenek GOST 1759,0-87 , GOST R ISO 4759-1-2009 , GOST R ISO 6157-1-2009 , GOST R ISO 6157-2-2009 , GOST R 52627-2006 és GOST R 52628-2006 . - Az adatbázis gyártójának megjegyzése.
1. ábra Különböző szilárdsági osztályú csavarok jelölése, beleértve a nagy szilárdságot is
1. ábra Különböző szilárdsági osztályú csavarok jelölése, beleértve a nagy szilárdságú csavarokat:
a. a Družkovszkij üzem nagy szilárdságú csavarja
b. nagy szilárdságú csavarja a Magnitogorski üzemnek
c., a Shchelkovsky üzem nagy szilárdságú csavarja
d. A Voronezh üzem nagy szilárdságú csavarja
e. Csavar szilárdsági osztály 10.9 Magnitogorski növény
nos. a Likhachev autógyár 8.8 szilárdsági osztályának megfelelő csavar
h. csavar szilárdsági osztály 5.8 Magnitogorszk üzem
2.2. Szerint GOST 22356-77 , a csavaroknak rendelkezniük kell a gyártó márkájával, valamint egy ideiglenes ellenállást (kgf / mm) mutató jelöléssel és az olvasztási szám szimbólumával. A HL klimatikus módosító csavarjait ezenkívül megjelöltük.
2.3. A csavarok, anyák és alátétek gyári mechanikai tulajdonságainak ellenőrzése érdekében minden egyes tételből 5 mintát vesznek minden típusú vizsgálathoz.
A csavarok repedését, húzómintáit, az ütőszilárdság (CL) meghatározását, a ferde alátéten való repedés vizsgálatát, a csavarodási együttható és a keménység meghatározását vizsgálják.
2.4. A nagy szilárdságú csavarokat, anyákat és alátéteket tételekben szállítják, amelyek azonos megnevezésű részekből állnak, ugyanabból a hőből készült acélból, egy módon feldolgozva. Egy csavarkészlet tömege nem haladhatja meg az 1000 kg-ot, anyák és alátétek - 500 kg-ot.
2.5. Minden hardver-tételt fel kell szerelni egy tanúsítvánnyal, amely a következőket tartalmazza:
- bizonyítvány száma; a gyártó neve; a termékek neve, típusa és mérete; acélminőség; tételszám; hőszám; teszteredmények; nettó tömeg.
2.6. Mínusz 40 ° C és a mínusz 65 ° C közötti tervezési hőmérsékletű szerkezetek esetén a CL kivitelű nagy szilárdságú csavarokat kell használni. Ezen csavarok fején egy CL jel látható.
2.7. A normál szilárdságú csavarok szilárdsági osztályát két szám jelöli. Az első szám, szorozva 10-vel, meghatározza a minimális szakítószilárdság értékét kgf / mm-ben, a második szám szorozva 10-vel, meghatározza a hozamszilárdság és a szakítószilárdság arányát százalékban. A számok szorzata határozza meg a hozamot. Ez a típus tartalmazza a 10.9 jelzéssel ellátott csavarokat; 8,8; 5.8 (1. ábra).
Például egy 5,8 csavarszilárdsági osztály azt jelzi, hogy a fém minimális szakítószilárdsága 5x10 \u003d 50 kgf / mm, a hozamszilárdság és a szakítószilárdság aránya százalékban 8x10 \u003d 80%. A jelölés első száma, szorozva a másodikval, határozza meg a termékenységet
5x8 \u003d 40 kgf / mm.
2.8. A nagy szilárdságú csavarokat 110 jelöléssel látják el, amely jelzi a csavar anyagának minimális ideiglenes ellenállását kgf / mm-ben.
2.9. A tervben meghatározott csavarok hiányában megengedett az 5.8 szilárdsági osztályú csavarok cseréje a 8.8 csavarokkal; 10,9 és nagy szilárdságú. A 8.8 csavarok 10.9-ig és nagy szilárdságúakkal helyettesíthetők. Csavarok 10.9 - a nagy szilárdság érdekében. Tilos a szerkezetek megfelelő cseréje nélküli hátracserélés.
3. A CSATLAKOZÁSOK FELTÉTELE
3.1. Az illesztések állapotának felügyeletét az ipari acélszerkezetek műszaki üzemeltetését szolgáló műhelyszolgálat végzi folyamatos ellenőrzések útján.
3.2. A hézagok rendszeres ellenőrzését hat hónaponként szelektíven hajtják végre az átalakító, a nyílt kandalló és más műhelyek terjedelmében, amelyek terveinek dinamikus hatása van. Más műhelyekben, osztályokban és szakaszokban évente legalább egyszer.
A nagy szilárdságú csavarok csomópontjainak ellenőrzését általában az acélépítő szerkezetek vizsgálatával összefüggésben kell elvégezni az ARD 00 000-89 által előírt időtartamon belül.
3.3. A nagy szilárdságú csavarok és a csatlakoztatott elemek állapotának ellenőrzését szemrevételezéssel kell elvégezni, amely a csavarok jelenlétének ellenőrzését tartalmazza a csomópontokban, valamint a csatlakoztatott elemek feszességének és biztonságának (repedések hiánya, széllökések hiánya) véletlenszerű ellenőrzését. A csavarokat a 3. táblázat szerint ellenőrzik minden tizedik csomópontban (a csomópontok 10% -a). Az utólagos ellenőrzések ellenőrzik a korábban nem ellenőrzött csomópontokat.
Különös figyelmet kell fordítani a hibák azonosítására az 1. táblázat szerint.
1. táblázat
A nagy szilárdságú csavarok lehetséges ízületi hibáinak felsorolása
|
Hiba neve |
eliminációs módszerrel |
||
|
nem sürgősségi |
vészhelyzet * |
||
|
A csuklóban ne legyen 10% -nál kisebb csavar |
Hiányzik a csavarok több mint 10% -a az ízületben |
Helyezze be az új csavarokat, húzza meg a tervezési erőfeszítést egy vezérlőkulccsal |
|
|
A csavarok kevesebb, mint 10% -a nincs meghúzva a tervezési erőfeszítés miatt |
A csavarok több mint 10% -a nincs meghúzva a tervezési erőfeszítés miatt |
Rögzítse újra a csavarokat egy vezérlőkulccsal |
|
|
A feszültség szabályozásakor az anyákkal ellátott csavarok forognak |
Helyezze be az új csavarokat. Húzza meg egy csavarkulccsal a csavarokat a tervezési erőfeszítéshez |
||
|
A 0,3 mm-es szonda átjut a csatlakoztatott elemek közötti résbe |
Ellenőrizze a csavarok feszességét az összeszerelésben. Húzza meg a csavarokat a tervezési erőfeszítés érdekében. Festesse az illesztéseket a kontúr mentén |
||
|
A testben a repedések, anyák vagy alátétek kevesebb, mint 10% -ának repedései a testben |
A repedések a testben, a csavarok, anyák vagy alátétek több mint 10% -áért az ízületben |
Cserélje ki a sérült csavarokat, anyákat vagy alátéteket. Húzza meg egy csavarkulccsal a csavarokat a tervezési erőfeszítéshez |
|
|
A csatlakoztatható szerkezetekben repedés észlelve |
Erősítse meg vagy cserélje ki az elemet a projekt szerzőinek döntése szerint |
||
_______________
* - A hiba vészhelyzetét feltételesen határozzák meg, és a végső döntést arról, hogy a hiba milyen hatással van a szerkezetek teherbíró képességére és integritására, a projekt szerzője határozza meg.
3.4. Ha vészhelyzetű hibákat észlelnek, amikor a csavarok több mint 10% -a meglazul a hézagban, hibákat észlelnek, vagy a csavarok több mint 10% -át hiányzik, repedéseket vagy guszt észlelnek a csatlakoztatott szerkezetekben, azonnali intézkedéseket kell tenni azok kiküszöbölésére.
3.5. Az épületek vagy építmények üzemeltetésének első két-három évében a 4. szakasznak megfelelően szelektív műszeres ellenőrzést hajtanak végre a telepítési munkák során esetlegesen felmerülő hibák azonosítása érdekében.
3.6. A műszeres vizsgálat során a csavarok feszültségét ellenőrzik (2. táblázat).
2. táblázat
|
Ideiglenes ellenállás |
átmérő |
Megerősítés * csavarok feszítése, kN (tf) |
Meghúzási nyomaték, Nm (kgf · m) |
|
________________
* A dokumentum szövege megegyezik az eredeti szövegével. - Az adatbázis gyártójának megjegyzése.
3.7. A csavarok feszességének ellenőrzését a csavarkulcsokkal történő meghúzáskor végezzük. Az anyára vagy a csavarfejre kifejtett meghúzási nyomatéknak legalább a 2. táblázatban megadott értéknek kell lennie.
3.8. A nagy szilárdságú csavarok csatlakozásainak ellenőrzésének eredményeit rögzítik a kötések műszaki ellenőrzésének naplójában, ha szükséges, az illesztések külső felületeit a leggyakoribb GF-020, FL-03K talajjal vagy más, olajat nem tartalmazó talajjal kell alapozni.
3.9. Az új csavarok beszerelésével kapcsolatos hibák kiküszöbölését a nagy szilárdságú csavarok illesztéseinek technológiai eljárásával összhangban végezzük (4. szakasz).
3.10. Ha ellenőrizni kell a felület előkészítésének minőségét, vagy meg kell határozni a csavarok szilárdsági osztályát és a tanulmányi rajzokat, akkor ezeket a gyárban tárolt, a szerkezetek befejezéséről szóló igazolással (3. függelék) kell irányítani.
3.11. A csavarokra szerelt csatlakozások ellenőrzésekor különös figyelmet kell fordítani a következő alkatrészekre:
(9. függelék)
Oszlopok kötőelemei (csavarokhoz); 5. és 7. ábra (1., 2., 3., 5. csomópont);
- a darugerendák rögzítési pontjai (csavarok jelenlétére és feszültségük esetleges gyengülésére) 6. ábra, 7. ábra (6. csomópont);
- PPF (daru-rácsos rácsok) csomópontok, nagy tartóelemek rácsos és rácsos rácsai (csavarok jelenléte és feszességük szelektív ellenőrzése) 1., 2. ábra;
- nyalábcellák csomópontjai (csavarok jelenléte és feszességük szelektív ellenőrzése), 3. ábra;
- az oszlopok illesztése (csavarok jelenléte és feszességük szelektív ellenőrzése), 4. ábra.
3.12. Ha szükséges a hibák okainak meghatározása és azok kiküszöbölésére irányuló intézkedések kidolgozása, valamint az összetevők vizsgálata, kutatási és tervező szervezetek szakembereivel lehet szerződést kötni.
4. AZ EGYSÉGEK VISSZAÁLLÍTÁSÁNAK TECHNOLÓGIA
A nagy szilárdságú csavarok csatlakozásainak helyreállítását és elfogadását az ilyen típusú összeköttetés megvalósításáért felelős személy irányítása alatt, az ezeket a munkákat végző szervezet megbízása alapján kell elvégezni.
A nagy szilárdságú csavarokon történő csatlakoztatás megengedett azoknak a személyzetnek, akik megfelelő képzésben részesültek, és rendelkeznek igazolvánnyal, hogy engedélyezhetik ezeket a munkákat.
A nagy szilárdságú csavarok csatlakoztatásának technológiai folyamata, amikor a csomópontok hely nélkül helyreállnak teljes szétszerelés magában foglalja a következő műveleteket:
- nagy szilárdságú csavarok, anyák és alátétek előkészítése;
- csatlakozások összeszerelése;
- feszültség;
- illesztések elfogadása és lezárása.
A kapott csavaroknak meg kell jelölniük az átmeneti ellenállást kgf / mm-ben és a gyártó márkáját.
Minden csavarozatot tanúsítvánnyal kell felszerelni:
- bizonyítvány száma;
- a gyártó neve;
- a termék megnevezése a szimbólum olvasztási és tételszámok;
- teszteredmények;
- csavaró tényezők;
- nettó tömeg.
4.1. Nagy szilárdságú csavarok, anyák és alátétek előkészítése
4.1.1. A hardver előállításának technológiai folyamata magában foglalja a tartósítás, a szennyeződés és a rozsda megtisztítását, az eldobott csavarok és anyák menetes menetét és a kenést.
4.1.2. Kétféle módon kezelheti a hardvert. Hardver rácsos tartályokban (kis mennyiségben - lyukas vödörben); tiszta hordóban vizet forralunk, ha lehetséges, mosóoldattal vagy háztartási mosóporral. A vödröt mártjuk vízbe, és 10-15 percig főzzük. Ezután, amikor a víz összeolvad, a hardvert 1-2 percre leengedik egy tartályba benzin (85%) és Avtol típusú (15%) ásványolaj keverékével, majd eltávolítják. A hevített vasalattól a benzin gyorsan elpárolog, és vékony film formájában olaj marad a felületen. Ez a módszer biztosítja a csavarodási együttható 0,18-ig való kiegyenlítését.
4.1.3. A csavarodási együtthatót 0,12-re csökkentik és stabilizálják az anyák viaszosításával. A hardver fenti technológiával történő tisztítása után csak az anyákat engedjük bele a fürdőbe olvadt paraffinnal (ezeket 10-15 percig tartjuk), távolítsuk el az anyákat és hagyjuk, hogy a felesleges paraffin lefolyjon, és szobahőmérsékletre lehűljön.
4.2. Az illesztések összeszerelése nagy szilárdságú csavarokra, ha szükséges, az illesztések teljes szétszerelése
Ha teljes mértékben le kell szerelni a csatlakozásokat, akkor a tervezett terhelést egy speciálisan kidolgozott projektnek megfelelően el kell távolítani, és az egységet a következő technológiával kell helyreállítani:
4.2.1. Az összeszerelési folyamat magában foglalja:
- a szerkezetek ellenőrzése és a projekt és a fejezet követelményeinek való megfelelés ellenőrzése SNiP III-18-75 (a precíziós gyártási struktúrák szempontjából);
- lyukak kombinációja és az összeköttetés elemeinek és részeinek tervezési helyzetbe történő rögzítése szerelődugaszok segítségével (a lyukak számának 10% -a, de legalább 2 db);
- nagy szilárdságú csavarok beszerelése a parafamentes lyukakba;
- az összeszerelt szerkezetek geometriai méreteinek ellenőrzése;
- szoros esztrichcsomag;
- a szállított nagy szilárdságú csavarok feszítése a projekt által biztosított erőig;
- dugók eltávolítása, nagy szilárdságú csavarok behelyezése a kioldott furatokba és a tervezési erőfeszítésekhez történő meghúzás.
4.2.2. Az átfedésekkel borítandó elemek vastagságának különbsége, amelyet az átfedések vonalzóval és érintőceruzával történő meghatározása előtt meg kell határozni, nem haladhatja meg a 0,5 mm-t.
4.2.3. Ha az összekapcsolható részek síkjában a különbség 0,5-3 mm, a bélés sima hajlításának biztosítása érdekében a kiálló rész szélét az alkatrész szélétől legfeljebb 30 mm távolságban csiszolóközzel kell simítani, 1:10-nél nem meredekebb lejtőn. 3 mm-nél nagyobb síkkülönbség esetén tömítéseket kell használni. A tömítések használatát egyeztetni kell a tervező szervezettel.
4.2.4. A használt csavarok hosszát a zsák vastagságától függően választjuk meg (2. függelék).
4.2.5. Ha megmunkált felületű elemekben lyukakat fúr, olajtartalmú hűtőfolyadékokat tilos használni.
4.2.6. Az illesztéseket azonnal össze kell szerelni nagy szilárdságú csavarokkal és dugókkal. Más csavarok összeszerelése tilos.
4.2.7. Mindegyik csavart két nagy szilárdságú alátéttel együtt kell felszerelni (az egyiket a csavar feje alá, a másikat az anya alá kell helyezni).
Novosibirsk
Csatlakozások nagy szilárdságú csavarokon. A munka és a számítás jellemzői. 2
Oszlopok típusai az épületszerkezetekben. 6
Egy ipari épület acélkeretének fő elemei. 8
Csatlakozások nagy szilárdságú csavarokon.
A munka és a számítás jellemzői.
A nagy szilárdságú csavarok ötvözött acélból készülnek, és a csavarnál nagyobb (3 mm) átmérőjű lyukakba vannak behelyezve. Az anyákat meghúzzák egy kalibrációs kulcskal, amely lehetővé teszi a csavarok feszességének ellenőrzését és beállítását. Minél nagyobb a csavar feszültsége, annál sűrűbb és monolitabb a csatlakozás. Amikor egy nyíróerő hat egy ilyen összeköttetésre, súrlódási erők lépnek fel az összekapcsolandó elemek között, amelyek megakadályozzák az elemek mozgását egymáshoz viszonyítva. Így egy nagy erősségű csavar, amely tengelyirányú feszültségen működik, biztosítja a nyíróerők átvitelét a csatlakoztatott elemek közötti súrlódás révén, ezért ezt a kapcsolatot gyakran súrlódásnak nevezik. A súrlódási erők növelése érdekében a kereszteződésben lévő elemek felületeit szennyeződésektől, olajaktól, rozsdaktól és méretaránytól megtisztítják fémkefékkel, lövöldözőgéppel, tűztisztítóval vagy vegyi pasztákkal, és nem festenek.
A nagy szilárdságú, ellenőrzött feszültségű csavarok csavarkötései súrlódási és súrlódási nyírások is lehetnek (az erő egy része a csatlakoztatott elemek felületének súrlódásán keresztül továbbadódik, részben a nyíráson keresztül, mint az ellenőrizetlen feszültségnél).
Annak érdekében, hogy a csavarok ellenálljanak a nagy meghúzási erőknek, speciális acélokból készülnek és hőkezelték. Minden csavarkészlet tanúsítvánnyal rendelkezik.
A nagy szilárdságú csavarokkal ellátott hézagoknak megvannak az előnyei a hagyományos csavarkötéseknek, és nem hátráltatják a szegecselt illesztések munkájának minőségét. Kizárólag azok a szerelők végezhetik el a csatlakozást nagy szilárdságú csavarokkal, akik elvégezték a megfelelő képzést, és hozzáférhetnek ehhez a munkához. A munkát egy erre kijelölt személy felügyelete alatt végzik.
A nagy szilárdságú csavarok súrlódási illesztése feszesség a szabályozott csavarok feszességével. Az érintkező felületeknek a csavarok feszültsége által okozott súrlódási erőit és az észlelhető nyíróerőket a csavarrúd szilárdságától és az érintkező felületek megmunkálásának jellegétől függően kell meghatározni. Egy ilyen kapcsolat működésében döntő jelentőségű a csavar húzóerője. Úgy gondolják, hogy ez az erő megegyezik a nagy szilárdságú csavar számított szakítószilárdságával:
Ahol P az axiális húzóerő; - a nagy szilárdságú csavar anyagának becsült szakítószilárdsága, ![]() , a csavar anyagának a legkevesebb szakítószilárdsága (lásd: 61 SNiP II-23-81 *. táblázat); - a hálócsavar keresztmetszeti területe, a szabvány szerint meghatározva.
, a csavar anyagának a legkevesebb szakítószilárdsága (lásd: 61 SNiP II-23-81 *. táblázat); - a hálócsavar keresztmetszeti területe, a szabvány szerint meghatározva.
A becsült erőt, amelyet az összekötött elemek súrlódási síkjai érzékelhetnek egy nagy szilárdságú csavarral (egy csavaros érintkező), összehúzva, a következő képlet határozza meg:
![]()
Hol van a csavarozott csatlakozás munkakörülményeinek együtthatója, µ-együttható. súrlódás, a táblázat szerint. 36 * SNiP II-23-81 *; -koef. megbízhatóság, ugyanazon táblázat határozza meg.
A szabványok előírják a csavarok egyenetlen működésének figyelembe vételét a csatlakozásban (például egyenetlen feszültség). E koefficienssel összhangban. javasolják, hogy egyenlő legyen 0,8 0,9-nél és 0,1-nél, ahol n a csavarok száma a csatlakozásban.
Súrlódó illesztéseknél a csavarok feszültségét vagy az a anya forgásszöge, vagy az M anya meghúzási pillanatai (a csavarkulcs fogantyújára kifejtett erőnyomaték a lyuk középpontjához viszonyítva) szabályozzák. Maguknak a csatlakoztatott elemeknek a nagy szilárdságú csavarokkal történő szilárdsági elemzését úgy kell elvégezni, hogy figyelembe veszik azt a tényt, hogy a nyíróerőket (részben vagy egészben) a csatlakoztatott felületek súrlódási erői továbbítják, amelyek a szakaszon a lyukak általi gyengítés helyén kívül helyezkednek el.
A munkafolyamat a következő műveleteket foglalja magában: elemek és alkatrészek érintkező felületeinek feldolgozása; csavarok, anyák és alátétek előkészítése; csatlakozások összeszerelése; csavar feszesség; illesztések elfogadása és tömítése. A megtisztított felületek megóvják a szennyeződésektől, az olaj- és a festék fröccsenésétől és a jégképződéstől. Ellenkező esetben a tisztítást újból elvégezni kell. A csavarokat, alátéteket és anyákat újra betoncsiszolják és megtisztítják a szennyeződésektől és a rozsdaktól. A lehajolt csavarokon a meneteket elhajtják, kenőanyagot alkalmaznak. Az újrakonzerválást - a tisztítást a gyári zsírból és a védőzsír felvitelét - úgy végezzük, hogy a termékeket forrásban lévő vízben 10 percig áztatjuk, majd ólommentes benzin (85%) és ásványolaj, például autol keverékében mossuk. A fűtött vasból a benzin gyorsan elpárolog, vékony film formájában olaj marad a felületen. Mindegyik csavart két nagy szilárdságú alátéttel együtt kell felszerelni (az egyiket a csavar feje alá, a másikat az anya alá kell helyezni). A zsák mindkét oldalára tilos egynél több alátétet helyezni.
A csavarok beszerelésekor az anyáknak szabadon (kézzel) kell elfordulniuk a menetben, különben az anyát vagy a csavart cserélik, és az elutasított csavarokat és anyákat továbbképzésre küldik. A dugók és csavarok behelyezésének helyét és szakaszát, valamint a csavarok feszességének sorrendjét a munka megtervezése jelzi.
Az illesztéseket összeszereljük és meghúzzuk, figyelembe véve a csavarkötések összeszerelésére vonatkozó általános követelményeket. Ezután a csavarokat becsavarják a projekt által biztosított erőre. Sőt, a csatlakozásokat azonnal összegyűjtik nagy szilárdságú csavarokon és dugókon - tilos más csavarokat összeszerelésként használni.
Végül a nagy szilárdságú csavarokat a tervezési erőhöz meghúzzák, miután ellenőrizték az összeszerelt szerkezetek geometriai méreteit. A megadott csavarfeszültséget az erõk szabályozásának az alábbi módszereinek egyikével biztosítják: az anyának az elfordulási szöge; tengelyirányú csavarhúzás; egy indikátor típusú kulcskal történő csavaráskor; az ütőkulcsok száma szerint. Ugyanakkor a munkát a "Nagy szilárdságú csavarok fémszerkezetek szerelési illesztéseiben történő rögzítésének technológiájára vonatkozó iránymutatások és szabványok" szerint hajtják végre.
A csavarok feszültsége a csukló közepétől vagy a legkeményebb résztől a szabad élek felé történik. A csavarfejet csak a feszítés kezdeti szakaszában lehet tartani. A fordítócsavarokat ki kell cserélni. A tervezési erőfeszítéshez meghúzott anyákat vagy csavarfejeket festékkel vagy krétával kell megjelölni.
A nagy szilárdságú csavarok illesztéseinek minőségét működési ellenőrzéssel és a munka elfogadásával ellenőrizzük (az érintkező felületek előkészítésének minősége, a csavarok feszességének pontossága és a meghúzott zsák szorossága). A csomagolási nyakkendő sűrűségét egy 0,3 mm vastag szonda segítségével ellenőrzik - az összeállított részek között nem szabad 20 mm-rel mélyebbre menni.
A csavarok tengelyirányú erőit a feszítési módszernek megfelelően kell szabályozni. A feszítés módjától függetlenül a vezérlő mindenekelőtt megvizsgálja az összes külsõ csavart, és ellenõrzi, hogy minden csavar meg van-e jelölve, az alátéteket az összes anya és fej alá helyezik; az anyát túlnyúló csavaroknak legalább egy menete az anyán van, és két az anyánál; az összeállított egységen van egy csapat bélyegzője, amely ezeket a munkákat elvégezte.
A csavarok feszességét szelektíven szabályozzuk: az összekötőben lévő csavarok számáig 5-ig, az összes csavarral, 6 ... 20 - legalább 5 csavarral és nagyobb számmal - az illesztésben lévő csavarok legalább 25% -áig. Ha legalább egy csavar minősége nem kielégítő, akkor ellenőrizze a csavarok számának kétszeresét. Ha ebben az esetben hibás csavart észlelnek, akkor ellenőrizze a csatlakozás összes csavarját, és feszességüket a kívánt értékre állítsa.
A kontroll eredményeket naplózza. Mindegyik csatlakozásnál az ellenőrző dolgozó sablonját festékkel kell felvinni. Miután a vezérlő elfogadta a csatlakozást, az illesztések összes külső felületét alapozni kell.

Orlen Labor Red Banner Épületfémszerkezetek Központi Kutató és Tervező Intézete (TsNII11roektstalkonstruktsiya)
Gosstroy a Szovjetunióban
vezetés
és a nagy szilárdságú csavarok rögzítésének technológiája
az összeszerelésben
kapcsolatok
fémtermékek
Moszkva Stroyizdat 1982
Kézikönyv és szabványok a nagy szilárdságú csavarok rögzítéséhez fémszerkezetek illesztésein / Központi Kutatóintézet Acélszerkezettel, a Szovjetunió Gosstroy. - M .: Stroyedat, 1982.- 92 p.
Az SNiP Sh-18-75 fejezethez fejlesztették ki "Fémszerkezetek. A munka előállításának és elfogadásának szabályai".
Figyelembe veszik az acél épületszerkezetek beépítése során az illesztések összeszerelésének, a nagy szilárdságú csavarok rögzítésének és feszítésének technológiájával kapcsolatos kérdéseket. A tradicionálisan kopó hézagok mellett a teherhordó, nagy szilárdságú csavarokkal, csavarragasztókkal, ragasztó-súrlódással, csavarszegecsekkel és csavarhegesztett kötésekkel való illesztéseket is figyelembe vesszük. A javaslat a műszakilag legfejlettebb módszer egy szerkezet felületének előkészítésére, valamint a csavarok feszességének pneumatikus és elektromos villáskulcsokkal történő beállítására szolgáló módszerek.
Mérnökök, műszaki szakemberek és szerelők számára, akik nagy szilárdságú csavarokkal csatlakoznak.
Táblázat. 21, beteg. 20.
Iistrukt.-Iormat., P vyl. - 109-81
i J2Q№ (1. sz. ~ JU2-
© Stroynadat, 1982
előszó
A kézikönyvet a Szovjetunió Szovjetunió Gosstroy-i TsNIIProektstalkon-struktúrája dolgozta ki, a Dneproproekt-acélszerkezetek, a VNIPILromstalkonstruktsiya és a MADI részvételével az SNiP Sh-18-75 "Fémszerkezetek. A munka előállításának és elfogadásának szabályai" fejezet helyett, az Útmutatások a nyíróálló acélszerkezetek nyírása ellenálló szilárd szerkezeteknél " M., Stroyizdat,
Az útmutató kidolgozásában részt vett: Babushkin V. M., V. P. Velikhov, Ph.D. mérnökök tehn. Tudományok 8. V. Volkov, Dr. tech. tudományok, prof. Streletsky N. N., mérnök Chizhov (TsNIIProektstalkonstruktsiya), Ph.D. tehn. Tudományok Vishnevsky I. I.: nem acélszerkezet), műszaki jelöltek Tudományok V. V. Kalenov, A. F. Knyazhev (VNIIpromstalkonstruktsiya), Ph.D. tehn. Tudományok, Weinblat B.M. docens (MADI).
Az iránymutatások kidolgozásakor figyelembe vették a ragasztóvegyületek megvalósításának technológiájával kapcsolatos KievNIL TsNIIS kutatási eredmények eredményeit.
Minden kérdéssel kérjük, vegye fel a kapcsolatot a: 117393, Moszkva, Novye Cheryomushki, 28. blokk, épület. 2, TsNIIProektstalkonstruktsiya, tel. 128-57 ~ 7b.
1. ÁLTALÁNOS RENDELKEZÉSEK
1.1. Ezt az útmutatót az SNiP 111-18-75 "Fémszerkezetek. A munka előállításának és elfogadásának szabályai" fejezet továbbfejlesztésével fejlesztették ki, a C38 / 23 osztályú szénacélból és kevés ötvözött acélból készült, különféle célokra szolgáló épületek acélszerkezeteiben és különféle célokra használt szerkezetek nagy szilárdságú csavarjainak rögzítésére szolgáló technológiával kapcsolatban. SBO / ^ 5 ”-re állították és üzemeltették olyan területeken, ahol a tervezési hőmérséklet mínusz ^ 0 ° felett van, és mínusz 65 ° C-ig is beleszámít.
1.2. Ez a kézikönyv a nagy szilárdságú csavarokra a következő típusú szerelési csatlakozásokra vonatkozik:
súrlódásos, amelyben a nyíróerők a súrlódás révén továbbadódnak, amely a csatlakoztatott elemek érintkező síkjai mentén következik be *
nagy teherbírású csavarokkal, amelyekben a nyírási erőket mind súrlódás, mind pedig a nyírásra és a darabolásra szolgáló csavarok révén továbbítják; elemek, amikor a hibás szegecseket nagy szilárdságú csavarokkal cserélik;
hegesztett, szerelt acélszerkezetek megerősítéséhez, súrlódó illesztésekkel, hengerelt varratokkal rendelkező alkatrészek hegesztése miatt, amelyekben a nyíróerők mind a súrlódáson keresztül, mind pedig a hegesztések munkája miatt nyírásra kerülnek;
csavar ragasztók, amelyekben a nyírási erőket a kötés és a súrlódás közötti adhézió továbbítja ^
karimás, amelyben a nagy szilárdságú csavarok csak merev karimákkal feszített feszültségekben működnek, vagy feszítésben és a megfelelő karimák hajlításában működnek.
1.3 - A nagy szilárdságú csavarok súrlódási illesztéseit az SNiP II-B szerint kell megtervezni. 3 ”72" Acélszerkezetek. Tervezési normák "és az azt kiegészítő normatív dokumentumok.
Az 1.2 pontban felsorolt, nagy szilárdságú csavarokkal ellátott acélszerkezet-illesztéseket más speciális előírásoknak megfelelően kell megtervezni.
1. * ♦. A nagy szilárdságú csavarok csatlakozásainak fémszerkezeteinek (Km) rajzain a következőket kell feltüntetni: a kötés típusa;
névleges átmérők és lyukak készítésének módja;
a nagy szilárdságú csavarok, anyák és alátétek gyártásának és szállításának szabványai;
acél minőségű csavarok, anyák és alátétek; acélcsavarok ideiglenes szakítószilárdsága, * a csavarok tengelyirányú húzóereje; csavarok meghúzási módszere;
az érintkező felületek feldolgozási módszere;
a számításhoz használt súrlódási együttható; anyagok ragasztók és érintkező felületek bevonatainak előállításához;
részek és területek, amelyekre nem vonatkozik alapozás; a csavarok, anyák és alátétek specifikációja; útmutató dokumentumok a csatlakozási technológiáról.
2. ANYAGOK. TERMÉKEK ÉS HASZNÁLATI FELTÉTELEK
2.1. Acélszerkezeti elemek összekapcsolásához nagy szilárdságú csavarokat, anyákat és alátéteket kell használni a GOST 22353 - 77 ~ 22356 - 77 előírásainak megfelelően.
Mechanikus a
mechanikai
|
A szál névleges átmérője, mm |
ideiglenes ellenállás (legkisebb) d b, MPa (kgf / mm 7) |
brinell keménység, egységek HB, a legnagyobb |
||
AOX "Kiválasztás
acél szűkített határértékekkel együtt és AOKHFA "Select", 0,35 - tól 0 - ig
csavar ÜZEMELTETÉS
1. táblázat
tulajdonságok
|
p relatív szűkítése,%, nem kevesebb |
nyúlás &,%, nem kevesebb, mint |
viszkozitás |
||
|
MJ / m 2, (KGS-m / cm ^ | ||||
|
40X "Kiválasztás" 1 |
||||
|
38ХС "Kiválasztás" 40ХФА "Kiválasztás" |
||||
|
40X "Kiválaszt" |
||||
|
40X "Kiválaszt" |
||||
|
40X "Kiválaszt" |
||||
|
40X "Kiválaszt" |
||||
szénhidrát-visszatartás: 0,37–0,42 Ma-O acél esetében. - 38XC "Select" acélhoz.
2. táblázat Az anyák mechanikai tulajdonságai
27 1100 241 341-ig
(In)
|
** 0X 750 (75) 229 | |||||
|
Tb 38HS 1350 | |||||
|
16 ZOZMF 1550 |
388 ZOKHZMF | ||||
|
30HZMF1200 35HZAF0 20) | |||||
|
ZOHZMFYUOO | |||||
3. táblázat
Az alátétek mechanikai tulajdonságai
2.2. A nagy szilárdságú csavarokat kétféle működésre tervezték:
u klimatikus módosítás, 1. elhelyezési kategória olyan területeken, ahol a tervezési hőmérséklet mínusz A0 ° C vagy annál magasabb;
a CL éghajlati módosítása, 1. elhelyezési kategória azokon a területeken, amelyek tervezési hőmérséklete mínusz AO C és mínusz 65 ° C.
2-3. A csavarok, anyák és alátétek mechanikai tulajdonságainak és anyagainak meg kell felelniük a táblázat követelményeinek. 1 „3“
2.A A nagy szilárdságú csavarok, anyák és alátétek fő méreteinek meg kell felelniük a táblázat követelményeinek. A.
2.12. A homokfúvással vagy a robbantással végzett tisztításnak kitett, nagy szilárdságú csavarokkal való illesztések érintkezési felületének megőrzésére szolgáló anyagként
5. táblázat
eP-057 epoxi futófelület alapozó a TU 6-10-11171 szerint, IT 3 keményítővel a TU 6-10-1091-71 szerint, oldószerrel a
emelők és méretek
Megengedett eltérés a tervezett lineáris mérettől, + mm
Méret intervallumok, m
A formákat telepítésre elküldték
Az asztal folytatása.
Részletek és megengedett eltérés a tervezett lineáris mérettől, + mm
2. A lyukak középpontjai közötti távolság: szélsőségesen szomszédos
Szállítási cikkek a gyártás után
3. Szélesség és magasság
C. Hosszúság 2.5
5. A csoportok közötti távolság
lyukak 2.5
Megjegyzések: 1. A méréshez a második pontossági osztályú rulettjét kell használni. 2. A szabad szélekhez a poz. 1, 2 eltérés +5 mm-ig megengedett.
9. táblázat
eltérések
Az alkatrészek iránya 1. A hézaglap és az 1 m 1,5 mm-es acélhossz közötti távolság
Az asztal folytatása. 9
|
eltérések |
Tűrés a küldő elemek tervezett geometriai alakjától |
|
2. A meghúzott hézag | |
|
húr polc vagy falak | |
|
szállítási elem | |
|
ta (elem hossza L) |
0,001L, de nem több |
|
3. Ferde és gomba alakú | |
|
polcok (D) ele | |
|
rendőr Tauri és kettő | |
|
t-szakasz (szélesség - | |
|
a polcokon, b): | |
|
ízületekben és helyeken |
|
|
más helyeken | |
|
a felső övek alatt | |
|
daru gerendák | |
|
spirál | |
|
elemek ^ ele hossz | |
|
0,001 L, de nem több |
|
|
5. Falak beépítése | |
|
ki gerendák (falmagasság - | |
|
függőleges nélkül | |
|
ber merevség | |
|
függőleges újra | |
|
gotu kola merevség | |
|
6. A hézag | |
|
zerovannoy vége | |
|
él és él | |
|
acél vonalzó | |
|
1 m hosszú | |
4. KÖZÖS TECHNOLÓGIA
* 4.1. A nagy szilárdságú csavarok csatlakoztatását és elfogadását az ilyen típusú összeköttetés megvalósításáért felelős személy irányítása alatt, az ezt a munkát végző szervezet utasítása alapján kell elvégezni.
* 4.2. Nagy szilárdságú csavarok csatlakoztatásához a megfelelő képzésen részt vevő személyzet, aki igazolvánnyal rendelkezik ezen munka bevezetésére, megengedett. Az ajánlott képzési program és a tanúsítási forma megtalálható a kb. 1 * 4.
* 4.3. A nagy szilárdságú csavarok csatlakoztatásának technológiai folyamata a következő műveleteket foglalja magában:
elemek és alkatrészek érintkező felületeinek feldolgozása;
nagy szilárdságú csavarok, anyák és alátétek előkészítése;
csatlakozások összeszerelése;
nagy szilárdságú csavarfeszesség;
illesztések elfogadása és tömítése.
FELÜLETKEZELÉS FELÜLET
* 4 * 4 A súrlódási együttható értéke és ezáltal a hézag teherbírása az érintkező felületek feldolgozásának módszerétől függ.
A következő feldolgozási módszereket használják leggyakrabban:
pneumatikus - kvarc- vagy fémhomok;
tűz - többlángú égőkkel (\\ acetilén);
acél kézi vagy mechanikus kefék. Ezen felül tesztelték a kombinált táblákat, amelyekben a párnákat és a tömítéseket pneumatikusan vagy rúd bevonattal dolgozzák fel, és az elemeket
kézi acél kézi vagy mechanikus kefék.
^ .5 „Az illesztések összeszerelését és az összes nagy szilárdságú csavar feszítését a lehető legrövidebb időn belül, de legkésőbb az érintkező felületek feldolgozását követő 3 napon belül el kell végezni.
Egyes esetekben, figyelembe véve az éghajlati viszonyokat és a kezelt felületek védelmét szolgáló további intézkedéseket, a fent említett időtartamok meghosszabbíthatók a TsNIIproektstalkonstruktsiya Intézet egyetértésével.
k. 6.. A tisztított felületeket meg kell védeni a szennyeződésektől, az olajtól és a festéktől, valamint a jégképződéstől.
Ha szennyeződés, olaj, festék, jég képződik, és ha a tárolási időt túllépték, akkor újra kell kezelni. A felületek újrafeldolgozását az eredeti feldolgozás során alkalmazott módszerrel hajtják végre.
Megjegyzések: 1. Újrafeldolgozási követelmények
a csizmák nem vonatkoznak a tisztítás után az érintkező felületekre képződött rozsdalepedékre, valamint a nedvesség vagy a vízgőz páralecsapódása formájában fellépő légköri csapadékra.
2. Az ismételt tüzelés pneumatikus helyett lehetséges.
PNEUMATIKUS KEZELÉS
* .7 * Pneumatikus kezelés alatt a malomkő és a rozsda teljes eltávolítását addig kell elvégezni, amíg homogén, világosszürke fémfelület nem lesz.
M. Pneumatikus kezeléshez a jól mosott és szárított kvarc homokot alacsonyabb SiC ^ ne-tartalommal, legfeljebb 2,5 mm szemcsemérettel kell használni a lehető legkisebb agyagfrakcióval.