Fémszerkezetek felszerelése nagy szilárdságú csavarokra. Ajánlások az épületszerkezetek nagy szilárdságú csavarjaira szerelt illesztések felügyeletére és műszaki működtetésére. Az illesztések összeszerelése nagy szilárdságú csavarokra, ha szükséges, az illesztések teljes szétszerelése
Az intézet főmérnöke, S.K. Kanev
A rövid hosszú hegesztések nagy száma súlyos akadályt jelent a hegesztési folyamatok gépesítésének és automatizálásának a telepítéskor. A csavarozott csatlakozók lehetővé teszik a szerelési hely körülményei között, hogy keményhegesztett, nagy szilárdságú acélokat használnak a szerkezetekben. A csavarozott csatlakozások lehetővé teszik, hogy nagy számú csomóponton egyidejűleg dolgozzon képzetlen munkaerő által. A csavarozott kötés hatékonysága a szerelési egységek tervezési és gyártási szakaszában alakul ki. A Szovjetunió Gosstroy szerint a fémszerkezetek csavarokon való lehetséges felhasználásának becsült mennyisége az ipar által termelt összes acél 60–65% -a épület szerkezetek. Számos fémmegmunkáló üzem alacsony műszaki felszereltsége, a gyenge tervezési minőség és számos egyéb ok miatt a Szovjetunióban a szerkezeteknek csak 15 - 20% -át gyártják csavarozott rögzítőcsuklókkal.
Az új anyagokat műanyag üreges gömbökkel töltik meg, hogy jelentősen alacsonyabb sűrűséget érjenek el, és kihívást jelentenek a keverési és adagolási feladatok elvégzésében. A modern kézi alkalmazások automatizálásának fokozása során speciális problémák merülnek fel az anyag keverésével és automatizálásával kapcsolatban.
Könnyű szerkezet használat miatt modern technológia kötés. Moderáció: Mark Biker, Hochschule Landshut, könnyű klaszter, Landshut. A különféle anyagok növekvő száma új problémákat vet fel. Csak akkor, ha a különféle anyagokból álló alkatrészek egy alkotóelemké való kombinációját összeegyeztethetővé teszik az anyagokkal, azok hasznos tulajdonságai szintén felhasználhatók a megnövekedett követelmények maximális teljesítésére. Az ipari hosszú távú ragasztási technológiák, például a forrasztás, hegesztés, szegecselés vagy csavarozás, korlátozzák.
A vas fémmegmunkálási tárgyaknak az utóbbi években kialakított konstrukcióit (a lemezek kivételével) elsősorban nagy szilárdságú csavarok illesztéseivel tervezték).
A nagy szilárdságú csavarok szerelési illesztéseinek felügyelete során különös figyelmet kell fordítani az ipar által az 1970-es és 1980-as években szállított rendkívül nagy szilárdságú csavarokra. átmeneti ellenállással 120, 135 és 155 kg / mm 2. Az ilyen csavarokat a Cherepovets, a Lipetsk kohászati \u200b\u200büzemek, a Magnitogorsk és mások számos kivitelében telepítik. Ezeknek a csavaroknak a keménységi felső határ korlátozásának hiánya miatt megnövekedett a ZHR képessége (késleltetett törékeny törés).
A hagyományos kötési módszerek ismert hátrányai vannak. Hőfolyamatok, például hegesztés esetén az anyag megváltoztatja sajátos tulajdonságait a hőhatású zónában. A mechanikus módszerek, mint például szegecsek vagy csavarok, csak az erő átadását szolgálják ponton; emellett lyukakat is be kell fúrni az összekapcsolandó munkadarabokba, ezáltal „megrongálva” az anyagot, és így a ragasztástechnológiának van előnye más illesztési technológiákkal szemben: ez egy alacsony hőtartamú kötési folyamat, amely nem változik, vagy nem változik károsítja a szerelvényeket a folyamat során.
A legveszélyesebb időszak az üzemeltetés megkezdését követő első 1-3 év. A csavarok "lőnek" látható külső terhelés nélkül. Az elmúlt évek összes építkezésében figyelmet fordítottak a ZHR-re.
Számos létesítményben sok éves működés után elvégzett tanulmányok kimutatták, hogy a csavarok feszültségének esése elhanyagolható. Mivel azonban a beszerelési munkák elvégzésekor lehetséges csavarok hiánya, akkor a szerkezetek működtetésekor szelektíven ellenőrizni kell a beépített csavarok feszességét. A csavarozott illesztések ellenőrzése sokkal egyszerűbb, mint a hegesztett kötéseknél, mivel a hegesztett illesztéseknél nagyobb a valószínűsége a rejtett hegesztési hibákról, mint a csavarozott csatlakozások. A csavarozott csatlakozások vezérlésének fő módja a vizuális.
A kötéstechnológiának köszönhetően minden anyag hosszú ideig összekapcsolható egymással és egymással. Különösen annak fényében, hogy a termékekkel szemben támasztott követelmények technológiai, gazdasági és környezeti szempontból folyamatosan növekednek, és ennek eredményeként, amikor új anyagokat kell kifejleszteni és egymással kombinálni, a ragasztótechnika széles skáláját kínálja, különösen a könnyűszerkezetek gyártása területén. Ezt megerősíti az a tény is, hogy a ragasztókötésen belül a kialakuló feszültségek az egész területre eloszlanak, és így a vékonyabb csatlakozók ugyanabban a terhelésben használhatók, mint más csatlakozási módszerek.
1. ÁLTALÁNOS RENDELKEZÉSEK
1.1. Ezeket az ajánlásokat az 1988. szeptember 9-i 759. számú rendelettel összhangban dolgozták ki a Szovjetunió Ipari Minisztériuma és a P47-6882 számú Megállapodás szerint, amelyet az acélgyártás Központi Tudományos Kutatóintézete kötött Melnikov Gosstroy, a Szovjetunió és a Szovjetunió Ipari Minisztériumának Cherepovets Vas- és Acélművei, 1989. április 19-én, és az ORD 00 00089 ipari műszaki útmutató 7. szakaszának továbbfejlesztése. acélszerkezetek ipari épületek. "
Ezért a könnyűszerkezet-gyártástechnika a vállalat szerves részét képezi, és új lehetőségeket és lehetőségeket nyit meg. Robert Holzer, NDT Kutatóközpont, Linz. Roncsolásmentes vizsgálat vagy roncsolásmentes vizsgálat lehetőséget kínál a minőségbiztosításra, a folyamat optimalizálására, valamint új anyagok és feldolgozási módszerek fejlesztésére vagy jellemzésére. A ragasztásban és az illesztési technológiában is, amely viszont nagy jelentőséggel bír a könnyűszerkezet kialakításában.
Nagy meghúzású csavarok
A cél az, hogy ezeket az új lehetőségeket elérhetővé tegyék az ipar számára. A mai autóipar gyártási folyamatai az alkalmazások széles körét fedik le. A különféle ragasztási technológiák felhasználása többek között magában foglalja tetőablakok, ajtópanelek vagy műszerfalak beszerelését a jármű belsejébe. Világos piaci tendenciaként, ugyanakkor az innovatív hajtóművek a természetes szálas erősítésű műanyagok, különösen jó mechanikai tulajdonságaik és alacsony sűrűségük miatt csökkenthetik a súlyt, és technikai és környezeti hozzáadott értéket hozhatnak.
1.2. Az ajánlások vonatkoznak a felügyeletre és a műszaki üzemeltetés a nagyszilárdságú csavarokkal kötött épületek fémszerkezetei és a vaskohászat vállalkozásának fémszerkezetei, amelyeket a Szovjetunió normái szerint terveztek, és amelyek becsült -65 ° C hőmérsékletű területeken működnek.
1.3. A nagy szilárdságú csavarokkal összekötött szerkezetek elfogadásakor az elfogadó bizottságban a szerviz képviselőjének részvétele szükséges műszaki felügyelet a vállalkozás épületeinek és építményeinek üzemeltetéséről.
A nedvességgel térhálósodó, valamint a poliolefinekre épülő, nem reakcióképes meleg olvadékragasztók többek között az alacsony energiatartalmú szubsztrátokhoz való kiváló tapadási képességük, a magas hőállóság, az alacsony sűrűség és izocianát nélkül jellemzik. Ez a fiatal, melegen olvadt ragasztó technológia fenntartható alternatívát jelent a hagyományos ragasztó rendszerek számára, és már a jövőben is a szabványnak számít a jármű belsejében található különféle alkalmazások számára. Mivel az olajokkal, zsírokkal és hűtött kenőanyagokkal való felszíni szennyeződés előállt, a technológiai tényezők a gyártási technológiai környezetben egyre inkább befolyásolják azokat a tényezőket, amelyek befolyásolják a végtermék funkcionalitását.
1.4. Felelősség a műszaki állapotért szerelési csatlakozók nagy szilárdságú csavarok esetében a műhely rendelését a műhely műszaki és műszaki munkatársainak bízza meg, akiknek megfelelő elméleti és gyakorlati képzésen kell részt venniük, ismerik a nagy szilárdságú csavarokra történő csatlakoztatás szabályait és tanúsítvánnyal rendelkeznek (7. számú melléklet; 8).
Anyagok, termékek és felhasználási feltételek
Például magas tisztítási folyamatok vagy vegyületek, például festés, mivel még a legkisebb kinematikus szennyeződések is rontják a termék minőségét. Ami az alkatrészek ipari környezetben történő felhasználását illeti, a termelés minőségbiztosításáról a feldolgozási vagy csatlakozási folyamatok előtti és utáni műszaki tisztasággal kell dönteni. A műszaki tisztaság előzetes vizsgálatát itt végezzük automatizált fluoreszcens lézerszkennerrel, majd ezt követően a minőség-ellenőrzést aktív hőáramú hőméréssel végezzük.
1.5. A szerelési csatlakozások közvetlen ellenőrzését és a helyreállítást (javítást) a megfelelő ismeretekkel és tanúsítvánnyal rendelkező, speciálisan képzett szakemberek végezzék. Nehezen megközelíthető, magasságban lévő helyeken a vizsgálatokat hegymászók részvételével végzik.
1.6. Az épületek és építmények üzemeltetésének szakemberei, akik közvetlenül részt vesznek a felmérésben, megfelelő képzésben kell részesülniük, bizonyítvánnyal és engedéllyel kellnek maradniuk a legjobb tudásukhoz.
Nagyon erős csavarok meghúzása nyomaték vezérléssel
Könnyű minták rétegelt kivitelben. A csavaros csatlakozások nagy munkaterhelést hordozhatnak, és az oldhatóság egyértelmű előnyei lehetnek. Az alternatív ragasztási technológiákhoz hasonlóan további fejlesztésekre is sor kerül, hogy hatékonyabbak és egyszerűbbek legyenek, például alacsonyabb tömeg / szorítóerő arányhoz vagy akár önterhelő egységhez. Ezenkívül az anyagkeverék könnyű szerkezetében új problémákat vet fel a csavar tervezésénél, mivel a csavarok klasszikus számítási módszerei könnyű anyagokkal való összeköttetésnél gyakran már nem elegendőek.
A szakemberek számát 1 mérföld / 100 ezer nagy szilárdságú csavar esetében határozzuk meg.
1.7. A nagy szilárdságú csavarok súrlódási illesztéseinek egyik jellemzője, hogy az erőket nem a csavarok nyírása és a fal összetörése, hanem a nagy szilárdságú csavarral összehúzott érintkező felületek közötti súrlódási erők érzékelik. Ebben a tekintetben a nagy szilárdságú csavarok feszültségének nagysága és a csatlakoztatott elemek súrlódó felületeinek előkészítésének minősége döntő fontosságú, és a vizsgálat során ellenőrizni kell. A nagy szilárdságú csavarok elégtelen feszültsége a súrlódási illesztéseknél az elemek „csúszásához” vezethet, míg a csavarok nyírásra, az elemek nyírásra szolgálnak. Ezen felül lehetséges az elemek kölcsönös elmozdulása miatti geometriai alak megsértése - a csavarok egyenetlenül működnek, mivel a lyukak és csavarok átmérője közötti különbség elérheti a 6 mm-t az SNiP III-18-75 táblázatnak megfelelően. A 4. ábra a csavarok egymás utáni meghibásodását idézheti elő.
Az előadás hangsúlyozza ennek az analitikus-numerikus kapcsolatnak a fontosságát, és példákat mutat be, amelyekben a modellezésen keresztüli kiterjesztés értékes új ötleteket kínál a kapcsolatok és a munkabiztonság optimalizálására. Elektromos autó könnyű konstrukció nélkül nem lehetséges. Ezért a súlyoptimalizálás a fejlesztők napirenden van. A hagyományos fémszerkezethez képest a tudósok 37% -kal csökkentették a tengely súlyát, ezáltal csökkentve az energiafogyasztást. Ezenkívül a kutatók fontolóra veszik a szálas kompozit anyag fémkomponensek helyettesítésére való felhasználásának lehetőségét annak érdekében, hogy pozitív hatást gyakoroljon a jármű szerkezetének merevségére és dinamikájára a szálas mátrix tulajdonságainak ügyes kiválasztásával.
1.8. A tanulmányok azt mutatták, hogy a csavarok megbízhatóságára döntő hatást gyakorolnak azok mechanikai tulajdonságai (átmeneti szakítószilárdság, nyúlás és összehúzódás, ütési szilárdság), amelyeket a hőkezelési körülmények határoznak meg.
Ezen jellemzők fő eleme az ideiglenes szakítószilárdság, amelyet a felső határ szabályoz. A megnövekedett keménységű, rendkívül erős csavarok (135 és 155 címkével) hajlamosak a késleltetett törésre, ezért szorosabb ellenőrzést és az ízület gyakoribb vizsgálatát igénylik.
Ez összetett, mechanikusan és háromdimenziósan terhelt szerkezeti elemeket hoz létre, amelyek helyettesíthetik a megvalósítható fémszerkezeteket. A fő előnye a jelentős fogyás, a magas szintű integráció és a magas minőség. Ez a technológia lehetővé teszi új rendszermegoldások létrehozását az iparban - például gyűrűk, rácsok, csövek, nagy terhelésű alkatrészek, összetett szerkezeti elemek és összetett alakú háromdimenziós alkatrészekhez.
Kapcsolat figyelése
A súlyoptimalizált és támogató könnyűszerkezeteket szinte minden iparágban használják: a repülőgépiparban és az autóiparban, a gépiparban és a gépiparban, a sport- és szabadidőiparban, valamint a szélenergiaban - mindez könnyű anyagok felhasználását és könnyűszerkezetes építés fejlesztését igényli. Öregedési folyamatok, környezeti hatások, valamint váratlan események, például földrengések, szélrákok, szél, madárcsapdák stb. Károsíthatja a szerkezeteket, ezáltal veszélyeztetheti a következményeket és következményeket.
2. ANYAGOK, TERMÉKEK ÉS FELTÉTELEK
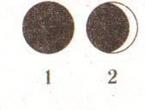
2.1. Acélszerkezeti elemek összekapcsolásához nagy szilárdságú csavarokat, anyákat és alátéteket használnak a GOST 22353-77 követelményeinek megfelelően? 22356-77 vagy TU 14-4-1345-85 és normál szilárdságú csavarok a GOST 1759-70 szerint (1. ábra).
2.2. A GOST 22356-77 szerint a csavaroknak rendelkezniük kell a gyártó márkájával, valamint egy ideiglenes ellenállást (kgf / mm 2) mutató jelöléssel és az olvasztási szám jelölésével. A HL klimatikus módosító csavarjait ezenkívül megjelöltük.
Kár felfedezése esetén korai szakaszban meg lehet kezdeni az alkatrészek kötelező javításának vagy cseréjének lépéseit a teljes rendszerhiba megelőzése és a közvetett költségek elkerülése érdekében. Kiegészítő eljárás ipari könnyűszerkezetek gyártásához.
Jörg Welnitz, Ingolstadti Műszaki Egyetem. A generációs termelési folyamatok egyre szélesebb körben folytatódnak a termelés ipari világában. Egyrészt a rendkívül magas szabadságú tervezés meggyújtja a mérnökök képzeletét, másrészről az egyedi alkatrészek kis tételben való jelenléte mindig kívánatosabb célpont. Míg a múltban a generatív gyártási módszereket főleg a prototípusok készítéséhez, teszteléséhez és megjelenítéséhez használták, amelyek állítólag funkcionális komponensek létrehozására képesek azonnal növekedni.
2.3. A csavarok, anyák és alátétek gyári mechanikai tulajdonságainak ellenőrzése érdekében minden egyes tételből 5 mintát vesznek minden típusú vizsgálathoz.
A csavarok repedését, húzómintáit, ütközési szilárdságának (CL) meghatározását, egy ferde alátéten való repedés vizsgálatát, a csavarodási együttható és a keménység meghatározását vizsgálják.
2.4. Nagy szilárdságú csavarok, az anyákat és az alátéteket tételekben szállítják, amelyek azonos megnevezésű, azonos hővel ellátott acélból készült alkatrészekből állnak, és amelyek egy üzemmódban vannak feldolgozva. Egy csavarkészlet tömege nem haladhatja meg az 1000 kg-ot, anyák és alátétek - 500 kg-ot.
A termékek dokumentálása és minősítése sokkal fontosabb szerepet játszik, mint a prototípusban és a mintában. Szinte az összes generációs gyártási folyamat, például a klasszikus módszer is, de gyártási jóváhagyással rendelkezik. Különösen a generációs műanyag alkatrészek gyártásakor, miközben az alkatrészek méret pontosságának és méret stabilitásának előállítása és dokumentálása nagy jelentőséggel bír a mikroszerkezet mellett. A bemutató demonstrálja az optimalizálási lánc megvalósításának képességét a méretben stabil és funkcionális komponensek előállításához az adalékanyagok gyártási folyamatában ipari számítógépes tomográfia segítségével.
2.5. Minden hardver-tételt fel kell szerelni egy tanúsítvánnyal, amely a következőket tartalmazza:
Tanúsítvány száma a gyártó neve; a termékek neve, típusa és mérete; acélminőség; tételszám; hőszám; teszteredmények; nettó tömeg.
Ezen túlmenően szükség van arra, hogy kis tételeket lehessen előállítani az eredeti anyagok egyedi geometriájával. Az előadás az eredeti alapanyagokat használó új gyártási adalékanyag-folyamatok jelenlegi képességeire és korlátaira összpontosít, összehasonlítva a klasszikus beépülő sablon technológiával.
Szelektív fém lézeres olvasztás porral forrásanyag innovatív gyártási folyamat mindenféle fém alkatrész előállításához, de különösen nagyon összetett geometriák előállításához. Mivel az alkatrészek „alulról felfelé” vannak, teljesen új lehetőségeket nyit meg a termékek gyártásában. Különösen figyelemre méltó a tervező kreatív szabadsága, amely a vágószerszámokhoz való hozzáférés korlátozása vagy az ilyen forma felszabadítása miatt lényegesen magasabb, mint a többi gyártónál.
2.6. Mínusz 40 ° C és mínusz 65 ° C közötti tervezési hőmérsékletű szerkezetek esetén a CL kivitelű nagy szilárdságú csavarokat kell használni. Ezen csavarok fején egy CL jel látható.
2.7. A normál szilárdságú csavarok szilárdsági osztályát két szám jelöli. Az első szám, szorozva 10-vel, meghatározza a minimális szakítószilárdság értékét kgf / mm2-ben, a második szám szorozva 10-vel, meghatározza a hozamszilárdság és a szakítószilárdság arányát százalékban. A számok szorzata határozza meg a hozamot. Ez a típus tartalmazza a 10.9 jelzéssel ellátott csavarokat; 8,8; 5.8 (1. ábra).
B. a kihagyott öntőszerszámok közül. Ez lehetővé teszi a kiegészítő funkciók integrálását az alkatrész-kialakításba és az optimalizált könnyű súlyt, pontosan a falvastagsághoz igazítva. a belső üregek megvalósítása és a szerkezetek belső bordáinak optimalizált terhelése szintén lehetséges. Ez olyan második generációs duplex acélokat eredményezett, amelyek ismertek kiváló tulajdonságaik, például mechanikai szilárdságuk és korrózióállóságuk miatt. Akkus fúrók és akkumulátoros fúrók különféle alkalmazásokhoz kaphatók 12 vagy 18 voltos feszültséggel. Január óta kapható kiegészítők teljesen működőképesek a rendszerben, új generátorokkal. A projekt az új forgalom 70% -ának végén kezdődött technológiai technológia ferrit előállítására. Manapság egy sváb tradicionális vállalat világszerte professzionális alkalmazási megoldásokkal és magas színvonalú vállalkozással foglalkozik - nemcsak a fúráshoz. Az új automatikus hajlítógép több hidraulikus présfékkel biztosítja a profilok univerzális előállítását, különféle méretek széles választékával. A magas színvonalú követelmények, a technológiai problémák, az erőforrás-hatékonyság és az árnyomás dominálnak a gépiparban és a gépiparban. A megújuló energiaforrások egyre fontosabb szerepet töltenek be a fosszilis és nukleáris energiaforrások helyett. Az ipari bőripar egy összetett üzlet, amelynek össze kell vonnia a gyakori modellváltásokat és az egyre rövidebb gyártási időket a minőséggel és a jövedelmezőséggel. A feldolgozási folyamatok maximális pontossága és hatékonysága előfeltétele a piaci igényeknek. Az ehhez használt gépek megbízhatósági és folyamatirányítási követelményei ennek megfelelően magasak. A vágott nyílások gyártása során a folyamat és a termékminőség követelményei hatalmasak, trendük növekszik. A legújabb új akvizíció a családi vállalkozás égisze alatt egy nagy pontosságú, távolsági kommunikációs rendszer. Legfeljebb 700 mm szélességű és rozsdamentes acél szalagok vastagsága 0, 2 - 3, 0 mm. Különleges kialakításának köszönhetően a rendszer ideális a kiváló minőségű vagy rendkívül érzékeny szalagfelületek finom feldolgozására. Sík, szerszám nélküli, forgógép segítségével a fémszerkezetek filéhegesztései gyorsan és gazdaságosan megmunkálhatók anélkül, hogy a szomszédos alkatrészeket akár éles szöget is károsítanák. Nem valószínű, hogy jelenleg valamelyik témát olyan intenzíven tárgyalják, mint az atomenergiáról való kilépés és a megújuló energiaforrásokra való áttérés. Abban az időben, amikor a megújuló energia soknak még mindig ismeretlen volt. A felhőkarcoló homlokzatát különösen egy rozsdamentes acél keret hangsúlyozza. A 90 tonnás rajzállvány innovatív koncepción alapszik, amely lehetővé teszi az energia- és anyagmegtakarítást acélrudak húzásakor. A második generációs családi vállalkozás nevezte magát a rögzítőrendszerek gyártójaként, valamint a fémfeldolgozási szolgáltatások szolgáltatójaként. Glamour, ragyog, pálmafák. Nem valószínű, hogy bármely más város egy olyan sztereotípiához vezet, amely a gazdagok és gazdagok Mekkája, mint Miami. Az eredeti, jó építőszövet költséghatékonyság érdekében a lehető legkevesebbet kell használni. A rozsdamentes acéllemez feldolgozók, amelyek fontosak az idő és a pénz szempontjából, most már a kész lemez fémdarabokra támaszkodnak. Ennek eredményeként elkerülhetők a költséges szétválasztási módszerek, továbbá a hulladék jelentősen minimalizálható. Mozart, Haydn, Mahler, Strauss, Lehar vagy Franz von Suppe: Ausztriában zene van a vérben. Az ország történelmét a páratlan zenei sokszínűség jellemzi. A hírhedt spanyol nyugalom Madridban található. Különösen gyönyörű elhelyezkedése közvetlenül az Atlanti-óceánon túl magas követelményeket támaszt az építőszövet korrózióállóságával szemben is. Mindössze 15 év elteltével a sólevegő és a duzzanat miatt a külső falakon és a gémnyilakon a beton és a vasbeton megerősítése jelentős károkat okozott. A szükséges javításokhoz most biztosítani kell a 100 éves élettartamot. A vonóerő és az átlós vontatás megengedett terhelése, valamint a keresztirányú és átlós tapadása 2 és 0 kN között változhat, és lefedi az építészek és a tervezők összes alapvető követelményét. A régi kontinens egyik kulturális és ipari központjaként Milánó a világ minden tájáról érkező turisták és üzletemberek napi célpontja. Ha rozsdamentes acél profilokat használnak külső és belső építészetben, például homlokzatok vagy csempecsíkokként, akkor öntapadó fóliákkal kell ellátni őket a felületük védelme érdekében. A részlegesen bevont filmmel csak a későbbi profil látható felületeit védik nagyon céltudatosan. Legyen kerek, ovális vagy sokszögű: minden cső, akár kis, akár közepes sorozatban, precíz táblákból készül, az ügyfél egyedi igényei szerint. Azok az idők, amikor a sötétség homlokzata árnyékhalált okozott, már régen elmúlt. Isztambul, Törökország legnagyobb városa és a világ két földrészének egyetlen világvárosa, a viharos múltra tekint vissza. Minőség Németországban, Nyugat-Afrikában is: a nigériai fővárosban, Abujában lévő két új kormányzati épülethez a Westfalia rozsdamentes acél szakértője Moderson konzolokat szállított a homlokzat burkolásához. Magasabb, drágább, lenyűgözőbb: a Perzsa-öböl nagyon dinamikus városaiban a sikeres építkezés szabályai félreérthetetlenek. A szövés Durenben a fémekből, műanyagokból és szálakból készült szövött anyagok vezető globális gyártója. A sokféle dekoratív felülettel a rozsdamentes acél divatos anyag a tervező építészetben. A gördülő ketrecet fémszerkezetnek nevezik, amelyet általában a motorsportban használt autókra szerelnek.
Ábra. 1 Különböző szilárdsági osztályú csavarok jelölése, beleértve a nagy szilárdságú csavarokat is.
a. A Družkovszkij üzem nagy szilárdságú csavarja; b. A Magnitogorski üzem nagy szilárdságú csavarja; c) a Shchelkovo üzem nagy szilárdságú csavarja; D. A Voroneži üzem nagy szilárdságú csavarja; e) csavarszilárdsági osztály 10.9 Magnitogorski üzem; Nos. A csavarok szilárdsági osztálya 8.8. Likhachev; h. Csavar szilárdsági osztály 5.8 Magnitogorski növény.
Például egy 5,8 csavarszilárdsági osztály azt jelzi, hogy a fém minimális szakítószilárdsága? c, amelyből a csavart készítették, 5 × 10 \u003d 50 kgf / mm2, és a folyási szilárdság aránya? t ideiglenes ellenállás? százalékban egyenlő: 8-10 \u003d 80%. A jelölés első száma, szorozva a másodikval, határozza meg a termékenységet
T \u003d 5? 8 \u003d 40 kgf / mm2
2.8. A nagy szilárdságú csavarokat 110 jelöléssel látják el, amely jelzi a csavar anyagának minimális ideiglenes ellenállását kgf / mm2-ben.
2.9. A projektben meghatározott csavarok hiányában megengedett az 5.8 szilárdsági osztályú csavarok cseréje a 8.8 csavarokkal; 10,9 és nagy szilárdságú. A 8.8 csavarok 10.9-ig és nagy szilárdságúakkal helyettesíthetők. Csavarok 10.9 - a nagy szilárdság érdekében. Tilos a szerkezetek megfelelő cseréje nélküli hátracserélés.
3. A CSATLAKOZÁSOK FELTÉTELE
3.1. Az illesztések állapotának felügyeletét az ipari acélszerkezetek műszaki üzemeltetését szolgáló műhelyszolgálat végzi folyamatos ellenőrzések útján.
3.2. A vegyületek folyamatos ellenőrzését szelektív módon végzik félévente egyszer repülés közben átalakító, nyitott kandalló és egyéb üzletek, amelynek tervei dinamikus hatásoknak vannak kitéve. Más műhelyekben, osztályokban és szakaszokban évente legalább egyszer.
A nagy szilárdságú csavarok csomópontjainak ellenőrzését általában az acélépítő szerkezetek vizsgálatával összefüggésben kell elvégezni az ARD 00 000-89 által előírt időtartamon belül.
3.3. A nagy szilárdságú csavarok és a csatlakoztatott elemek állapotának ellenőrzését vizuálisan kell elvégezni, amely a csavarok jelenlétének ellenőrzését tartalmazza a csomópontokban, valamint a csatlakoztatott elemek feszültségének és biztonságának (repedések hiánya, széllökések hiánya) véletlenszerű ellenőrzését. A csavarokat a táblázat szerint ellenőrzik. 3 minden tizedik csomópontban (a csomópontok 10% -a). Az utólagos ellenőrzések ellenőrzik a korábban nem ellenőrzött csomópontokat.
Különös figyelmet kell fordítani a hibák azonosítására a 2. táblázat szerint. 1.
|
Hiba neve |
eliminációs módszerrel |
||
|
nem sürgősségi |
vészhelyzet * |
||
|
A csuklóban ne legyen 10% -nál kisebb csavar |
Hiányzik a csavarok több mint 10% -a az ízületben |
Helyezze be az új csavarokat, húzza meg a tervezési erőfeszítést egy vezérlőkulccsal |
|
|
A csavarok kevesebb, mint 10% -a nincs meghúzva a tervezési erőfeszítés miatt |
A csavarok több mint 10% -a nincs meghúzva a tervezési erőfeszítés miatt |
Rögzítse újra a csavarokat egy vezérlőkulccsal |
|
|
A feszültség szabályozásakor az anyákkal ellátott csavarok forognak |
Helyezze be az új csavarokat. Húzza meg egy csavarkulccsal a csavarokat a tervezési erőfeszítéshez |
||
|
A 0,3 mm-es szonda átjut a csatlakoztatott elemek közötti résbe |
Ellenőrizze a csavarok feszességét az összeszerelésben. Húzza meg a csavarokat a tervezési erőfeszítés érdekében. Festesse az illesztéseket a kontúr mentén |
||
|
A testben a repedések, anyák vagy alátétek kevesebb, mint 10% -ának repedései a testben |
A repedések a testben, a csavarok, anyák vagy alátétek több mint 10% -áért az ízületben |
Cserélje ki a sérült csavarokat, anyákat vagy alátéteket. Húzza meg egy csavarkulccsal a csavarokat a tervezési erőfeszítéshez |
|
|
A csatlakoztatható szerkezetekben repedés észlelve |
Erősítse meg vagy cserélje ki az elemet a projekt szerzőinek döntése szerint |
||
3.4. Hibakeresés esetén sürgősha a csavarok több mint 10% -át lazítják meg az ízületben, hibákat észlelnek vagy a csavarok több mint 10% -át hiányzik, repedéseket vagy széllökéseket észlelnek a csatlakoztatott szerkezetekben, azonnali intézkedéseket kell tenni azok kiküszöbölésére.
3.5. Az épületek vagy építmények üzemeltetésének első két-három évében a 4. szakasznak megfelelően szelektív műszeres ellenőrzést hajtanak végre a telepítési munkák során esetlegesen felmerülő hibák azonosítása érdekében.
1. táblázat
A nagy szilárdságú csavarok lehetséges ízületi hibáinak felsorolása
* - A hiba vészhelyzetét feltételesen határozzák meg, és a végső döntést arról, hogy a hiba milyen hatással lehet a szerkezetek teherbíró képességére és integritására, a projekt szerzője határozza meg.
3.6. A műszeres vizsgálat során a csavarok feszültségét ellenőrizzük (2. táblázat).
3.7. A csavarok feszességének ellenőrzését a csavarkulcsokkal történő meghúzáskor végezzük. Az anyára vagy a csavarfejre kifejtett meghúzási nyomatéknak legalább a táblázatban megadott értéknek kell lennie. 2.
3.8. A nagy szilárdságú csavarok csatlakozásainak ellenőrzésének eredményeit rögzítik a kötések műszaki ellenőrzésének naplójában, ha szükséges, a hézagok külső felületét a leggyakoribb GF-020, FL-03K talajjal vagy más olyan anyaggal kell alapozni, amely nem tartalmaz olajat.
3.9. Az új csavarok beszerelésével kapcsolatos hibák kiküszöbölését a nagy szilárdságú csavarok illesztéseinek technológiai eljárásával összhangban végezzük (4. szakasz).
3.10. Ha ellenőrizni kell a felület előkészítésének minőségét, vagy meg kell határozni a csavarok szilárdsági osztályát és a tanulmányi rajzokat, akkor ezeket a gyárban tárolt, a szerkezetek befejezéséről szóló igazolással (3. függelék) kell irányítani.
3.11. A csavarokra szerelt csatlakozások ellenőrzésekor különös figyelmet kell fordítani a következő alkatrészekre:
(9. függelék)
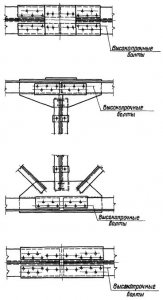
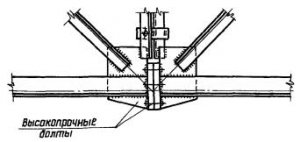
Oszlopok kötőelemei (csavarokhoz); Ábra. 5, 7 (1., 2., 3., 5. csomópont);
Daru gerendák rögzítési pontjai (csavarokhoz és feszességük esetleges meglazításához). 6. ábra 7 (6. csomópont);
PPF (daru-rácsos rácsok), rácsos és rácsos rácsos csomók nagy támaszpontokkal (csavarok jelenléte és feszességük szelektív ellenőrzése). 1, 2;
Sugárcellák csomói (csavarok jelenléte és feszességük szelektív ellenőrzése), ábra. 3;
Oszlopok illesztése (csavarok jelenléte és feszességük szelektív ellenőrzése), 1. ábra 4.
3.12. Ha szükséges a hibák okainak meghatározása és azok kiküszöbölésére irányuló intézkedések kidolgozása, valamint az összetevők vizsgálata, kutatási és tervező szervezetek szakembereivel lehet szerződést kötni.
4. A CSATLAKOZÁS VISSZAÁLLÍTÁSÁNAK TECHNOLÓGIA
A nagy szilárdságú csavarok csatlakozásainak helyreállítását és elfogadását az ilyen típusú kötés megvalósításáért felelős személy irányítása alatt kell elvégezni az ezeket a munkákat végző szervezet megbízása alapján.
A nagy szilárdságú csavarokon történő csatlakoztatás megengedett azoknak a személyzetnek, akik megfelelő képzésben részesültek, és rendelkeznek igazolvánnyal, hogy engedélyezhetik ezeket a munkákat.
Technológiai folyamat A nagy szilárdságú csavarok csatlakoztatása a csomópontok helyreállítása nélkül, azok teljes szétszerelése nélkül, a következő műveleteket foglalja magában:
Nagy szilárdságú csavarok, anyák és alátétek előkészítése;
Csatlakozók összeszerelése;
feszültség;
Az illesztések elfogadása és tömítése.
A kapott csavaroknak meg kell jelölniük az ideiglenes ellenállást kgf / mm 2-ben és a gyártó márkáját.
Minden csavarozatot tanúsítvánnyal kell felszerelni:
Tanúsítvány száma
A gyártó neve;
Termék megnevezése a szimbólum olvasztási és tételszámok;
Teszteredmények;
Spin tényezők;
Nettó súly.
4.1. Nagy szilárdságú csavarok, anyák és alátétek előkészítése
4.1.1. A hardver előállításának technológiai folyamata magában foglalja a tartósításot, a szennyeződésektől és a rozsdától való tisztítást, az eldobott csavarok és anyák menetes menetét és a kenést.
4.1.2. Kétféle módon kezelheti a hardvert. Hardver rácsos tartályokban (kis mennyiségben - lyukas vödörben); tiszta hordóban vizet forralunk, ha lehetséges, mosóoldattal vagy háztartási mosóporral. Egy vödröt mártunk vízbe és forraljuk 10–15 percig. Ezután, amikor a víz összeolvad, a hardvert 1-2 percre leengedik egy tartályba, benzin (85%) és Avtol típusú (15%) ásványolaj keverékével, majd eltávolítják. A hevített vasalattól a benzin gyorsan elpárolog, és vékony film formájában olaj marad a felületen. Ez a módszer biztosítja a csavarodási együttható 0,18-ig való kiegyenlítését.
4.1.3. A csavarodási együtthatót 0,12-re csökkentik és stabilizálására az anyákat viaszolják. A hardver fenti technológiával történő tisztítása után csak az anyákat engedjük bele a fürdőbe olvadt paraffinnal (10–15 percet tartunk), távolítsuk el az anyákat és hagyjuk, hogy a felesleges paraffin lefolyjon, és szobahőmérsékletre lehűljön.
4.2. Az illesztések összeszerelése nagy szilárdságú csavarokra, ha szükséges, az illesztések teljes szétszerelése
Ha a csatlakozásokat teljesen le kell szerelni, akkor a tervezett terhelést egy speciálisan kidolgozott projektnek megfelelően el kell távolítani, és az egységet a következő technológiával kell helyreállítani:
4.2.1. Az összeszerelési folyamat magában foglalja:
A szerkezetek ellenőrzése és a projekt és az SNiP III-18-75 fejezet követelményeinek való megfelelés ellenőrzése (a gyártószerkezetek pontossága szempontjából);
Lyukak kombinálása és az összeköttetés elemeinek és részeinek tervezési helyzetbe történő rögzítése szerelődugaszok segítségével (a lyukak számának 10% -a, de legalább 2 db);
Nagy szilárdságú csavarok beszerelése dugó nélküli furatokba;
Az összeszerelt szerkezetek geometriai méreteinek ellenőrzése;
Szűk esztrichcsomag;
A szállított nagy szilárdságú csavarok feszültsége a projekt által biztosított erőnek;
Távolítsa el a dugókat, helyezze a nagy szilárdságú csavarokat a kioldott furatokba és húzza meg őket a tervezési erőfeszítésekkel.
4.2.2. Az átfedésekkel borítandó elemek vastagságának különbsége, amelyet az átfedések vonalzóval és érintőceruzával történő meghatározása előtt meg kell határozni, nem haladhatja meg a 0,5 mm-t.
4.2.3. Ha az összekapcsolható részek síkjában a különbség 0,5-3 mm, a bélés sima hajlításának biztosítása érdekében a kiálló rész szélét az alkatrész szélétől legfeljebb 30 mm távolságban csiszolóközzel kell simítani, 1:10-nél nem meredekebb lejtőn. 3 mm-nél nagyobb síkkülönbség esetén tömítéseket kell használni. A tömítések használatát egyeztetni kell a tervező szervezettel.
4.2.4. A használt csavarok hosszát a zsák vastagságától függően választjuk meg (2. függelék).
4.2.5. Ha megmunkált felületű elemekben lyukakat fúr, olajtartalmú hűtőfolyadékokat tilos használni.
4.2.6. Az illesztéseket azonnal össze kell szerelni nagy szilárdságú csavarokkal és dugókkal. Más csavarok összeszerelése tilos.
4.2.7. Mindegyik csavart két nagy szilárdságú alátéttel együtt kell felszerelni (az egyiket a csavar feje alá, a másikat az anya alá kell helyezni).
4.2.8. A tervezési erőfeszítés érdekében meghúzott anyákat nem rögzítjük tovább.
4.2.9. Nagy szilárdságú csavarok felszerelésekor az anyáknak szabadon (kézzel) kell elfordulniuk a meneten. Ellenkező esetben az anyát vagy a csavart ki kell cserélni, és az elutasított csavarokat és anyákat tovább kell továbbítani.
4.3. Nagyon erős csavarok meghúzása nyomaték vezérléssel
4.3.1. A megadott módszer azon alapul, hogy megmérjük az anyára vagy a csavarfejre kifejtett csavarási nyomatékot, amikor a csavar tengelyében eléri a tervezett tengelyirányú erőt. A csavarási nyomaték szükséges értékét a képlet határozza meg
M \u003d P · d · K,
ahol P egy adott csavarhúzó erő, kgf;
d a csavar névleges átmérője, m;
K a csavarodási együttható, amely feltételezhetően 0,18 minden olyan csavar esetében, amelyet a GOST 22353-77 - GOST 22356-77 szerint szállítottak, és amelyet a 3.1.3. Pontban javasolt technológia szerint dolgoztak fel, és amely a 3.1.3. Pont szerinti feldolgozás során 0,12-kel egyenlő. A bizonyítvány csavarodási együtthatóját nem veszik figyelembe a számításokban.
4.3.2. A szerelvény csavarjainak száma 10-15 darabig. és nehezen megközelíthető helyeken a csavarok feszítését egyidejűleg kell elvégezni nyomatékkulccsal (kötőjel. 6. függelék).
4.3.3. A kulcs által továbbított nyomatékot rögzíteni kell, miközben a kulcs mozog egy olyan irányba, amely növeli a feszültséget. Húzza meg simán, rántás nélkül.
4.3.4. A nyomatékkulcsokat számozni és kalibrálni kell.
A kulcsokat el lehet készíteni egy speciális gyárban és saját maguk is. A kalibrálást a műszak elején kell elvégezni.
4.3.5. A tényleges meghúzási nyomaték eltérése a kiszámítottól nem haladhatja meg a 20% -ot.
4.3.6. A csavarok hiánya tilos.
2. táblázat
4.4. Nyomatékkulcs kalibrálása
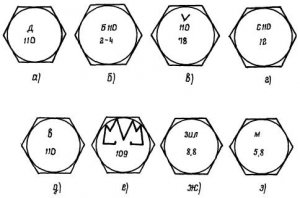
4.4.1. A nyomatékkulcsok kalibrálása úgy történik, hogy egy meghatározott mennyiségű rakományt akasztunk a villáskulcs fogantyújába, vagy speciális kalibráló állványok segítségével.
4.4.2. Az első módszer szerint a kalibrálást a következő sorrendben kell elvégezni:
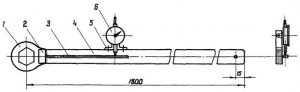
függessze fel a nyomatékkulcsot egy hatszögletű tüskére vagy egy meghúzott, nagy szilárdságú csavarra úgy, hogy fogantyúja vízszintes helyzetben legyen (2. ábra). A kulcs végének rögzített pontján tegye le a P súlyát (kg)
![]()
Ábra. 2 Kalibrálás nyomatékkulcsok
ahol l - a terhelés súlypontjától a tüske vagy a csavar tengelyéig mért távolság;
M s - becsült nyomaték;
M s - a kulcs tömegének csavarásának pillanatja, megegyezik a kulcs tömegének szorzatával, a súlypontjától a tüske vagy a csavar tengelyéig távolságban.
A rakomány felfüggesztésekor a visszaszámlálást a kulcs regisztráló készüléken veszik. Ismételje meg a mérést 2-3-szor, amíg stabil eredményt nem kap. Napló kalibrációs eredmények.
4.5. A teljes szétszereléshez szükséges illesztések elfogadása és tömítése
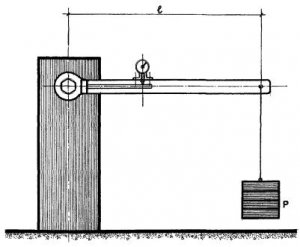
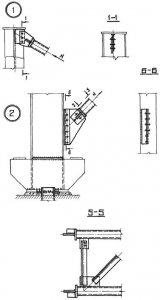
4.5.1. A feszítés módjától függetlenül a vezérlőnek először az összes szállított nagy szilárdságú csavar külső ellenőrzését kell elvégeznie, és ellenőriznie kell, hogy az összes csavart meg vannak jelölve, hogy az alátéteket minden feje és anyája alá helyezzék; az anyát túlnyúló csavaroknak legalább egy menete az anyán van, és két az anyánál; az összeállított egységen van egy csapat bélyegzője, amely ezeket a munkákat elvégezte (3. ábra).
4.5.2. A megfigyelt szerelvényben lévő csavarok számát a táblázat tartalmazza. 3.
3. táblázat
4.5.3. Ha az ellenőrzés eredményei nem felelnek meg a 3.5.1. Pont követelményeinek, legalább egy csavar esetén kettős számú csavart kell ellenőrizni. Ha ebben az esetben hibás csavart észlelnek, akkor a csatlakozás összes csavarját ellenőrizni kell.

4.5.4. A kontroll eredményeit, függetlenül a feszítés módjától, külön naplóba kell beírni (1. sz. Melléklet).
4.5.5. A csavarok minőségéért a gyártó vállalja a felelősséget.
4.5.6. A csomagtartó szorosságát egy 0,3 mm vastag szondával ellenőrizzük a meghúzott csavarral szemben az alátét által határolt területen. A szonda nem haladhat az összeszerelt alkatrészek között az alátét által határolt területre (a továbbiakban kialakított alátét).
4.5.7. Mindegyik ízületre általában a magot bélyegzik a kapcsolatot létesítő csapat és az ellenőrző személy. A fémjelszámot a csatlakozásokat végző egység sorrendje alapján rendelik meg. Ha a csavarokat viaszosítással készítik el, akkor a megbélyegzés mellé „P” betű kerül.
4.5.8. Miután a vezérlő elfogadta a csatlakozást, a kontúr mentén minden illesztést meg kell alapozni. Ha a projekttervezésben nincs alapozó jelölés, akkor megengedett az FL-03K, GF-021 alapozók használata száraz pigmentek hozzáadásával olyan konzisztenciára, amely kizárja az alapszivárgást a csomagoláson belül.
4.5.9. A csavarok meghúzásához és a felületek előkészítéséhez használt szerszámot a "Nagyszilárdságú csavarok rögzítéséhez szükséges szerszámkészlet használatára vonatkozó irányelvek" szerint fogadták el. MMSS Szovjetunió, Moszkva, 1985 (10. függelék).
4.6. A csavarok feszítése az anyák forgási szöge alapján
4.6.1. Kis munkamenetek esetén megengedett a csavarok feszültségének szabályozása az anya forgásszögével 20, 22 és 24 mm átmérőjű csavarokhoz, a zsák vastagsága 140 mm-ig és a zsákban lévő testek száma 7-ig.
4.6.2. A csavarok feszítését a következő sorrendben hajtják végre:
Húzza meg az összes telepített csavart hibásan egy 300 mm-es fogantyúval; (Kiindulási helyzet);
A kockákat az anyákra és a csavarok kiálló részeire festékkel vagy krétával érintik;
A csavarok kiindulási helyzetébe meghúzott anyákat 180 ° ± 30 ° szögben elforgatják;
A feszítést bármilyen rendelkezésre álló csavarkulccsal meg lehet tenni.
4.6.3. A feszültségszabályozást csak a csavarás pillanatában hajtják végre.

Húzza meg a csavart a kulccsal, egy 0,3 m hosszúságú fogantyúval. CSAK ÚTMUTATÓ ~ 20 kg · m.

A KOCKÁZAT ÉS A Csavar sebességére vonatkozó expozíciós kockázatok. Telepítsen egy kulcsot 1,8 M hosszú hosszú fogantyúval az eredeti helyzetben.
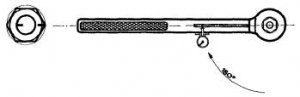
Óvatosan forgassa el a NUT WRENCH-t egy 180-as csavarral, figyeli a forgásszöget a mogyorónál levő kockázatmozgással.
Ábra. 4 Húzza meg a csavarokat az anya forgásszöge mentén
5. A RIVETTEN VÉGZETT FÉMSZERKEZETEK RENDSZERÉNEK VISSZAÉRTÉSI TECHNOLÓGIAI, A BLOKKON HASZNOSÍTOTT EGYSÉGEK TELJESÍTÉSI JELLEMZŐI
5.1. A csavarral szegecselt illesztések nem önálló típusú szerelési illesztések, hanem bevezetésre kerülnek a hibás szegecsek nagy szilárdságú csavarokkal történő kicserélésekor a javítás során vagy a szegecselt acélból készült épületszerkezetek illesztéseinek tartósságának növelése érdekében.
5.2. A nagy szilárdságú csavarok átmérőjét a táblázat szerint kell venni. 4.
4. táblázat
5.3. A hibás szegecsek cseréjekor elfogadhatatlan olyan vegyes csavarkötések létrehozása, amelyekben a csavarok csak a szerkezeti elem hosszanti szimmetriatengelyének egyik oldalán vannak elhelyezve. Ezért a hibás szegecsekkel egyidejűleg ki kell cserélni a szimmetrikusan elhelyezett nem hibás szegecseket.
5.4. A szegecsfejek eltávolítását és a rúd kiütését a következő sorrendben hajtjuk végre (5. ábra):
A leszerelendő szegecsfejre kölcsönösen merőleges rések készülnek, úgy, hogy a rúd átmérőjénél kisebb átlóságú négyzet alakban kialakuljon. A rés mélysége 1-2 mm-rel kisebb, mint a fej magassága;
Miután réseket alakított ki a szegecses fejön, a rudat és a fejnek egy négyszög alakú részét kihúzzák a csomag nyílásából.
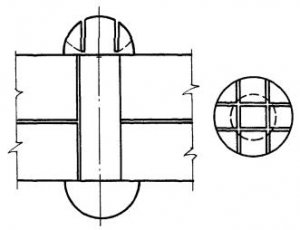
Ábra. 5 Szegecs eltávolítási módszer
5.5. A szegecs rúdjait hőkezelt (40 - 45 egység) kúpos tüskével kopogtatják ki, amelyek átmérője 0,5 mm-nél kisebb, mint a lyukak átmérője.
5.6. Az eltávolítható szegegeket szétszórni kell a közös mezőn. Két vagy több szomszédos szegecs egyidejű eltávolítása tilos. A lyukak között legalább két szegecsnek kell maradnia (ezek magukban foglalják a nagy szilárdságú csavarokat, amelyeket a tervezési erőhöz húznak).
5.7. Ha vannak borítékok, a lyukakat fúróval tisztítják, amelynek átmérője megegyezik a szegecsek átmérőjével. Lyukak fúrásakor hűtőfolyadékokat tilos használni.
5.8. A lyukakat körülvevő fúrásokat csiszolókövekkel távolítják el, amelyeket a pneumatikus vagy elektromos gép tengelyéhez rögzítenek.
5.9. A nagy szilárdságú csavarok előkészítését, beépítését a szerkezetbe és a feszítést a súrlódási illesztésekhez hasonlóan el kell végezni.
5.10. Más szegecseltávolítási módszerek megengedettek a szerkezeti integritás és rögzítésük biztosítása érdekében, ha a szegecseket csavarokkal cserélik.
1. függelék
VIZSGÁLATI MAGAZIN
fémmegmunkálások nagy szilárdságú csavarokon
2. függelék
A csavarhosszok az összehúzott zsák vastagságától függően
|
Csavar hossza mm |
A csomagolás vastagsága a nagy szilárdságú csavarok csatlakozásánál, mm |
||||||||
3. függelék
A RÖGZÍTETT FÉMSZERKEZETEK SZÁLLÍTÁSÁNAK BEVEZETÉSÉNEK BEMUTATÁSA, NAGY SZERKEZETTSÉGŰ Csavarok CSATLAKOZÁSÁVAL (KÖZVETLEN ELFOGADÁS)
1. Fémszerkezetek elfogadási igazolása.
2. A telepítési napló.
3. Magazin nagy szilárdságú csavarok rögzítéséhez.
4. A kulcsok és a nyomatékkulcsok kalibrációs naplója.
5. A nagy szilárdságú csavarok előkészítésére vonatkozó napló (vagy egy bejegyzés a nagy szilárdságú csavarok gyártására vonatkozó naplóba) a hardver előállítási módszereiről az elfogadott csavarodási együttható feltüntetésével.
6. A nagy szilárdságú csavarokhoz és vezérlőkhöz történő csatlakoztatásért felelős szereplők kinevezésével foglalkozó telepítő szervezet megbízásának másolata, feltüntetve az előadóművészeknek és a vezérlőknek kijelölt márkák számát.
7. KM rajzkészlet, a javításokkal és a tervező szervezet által elvégzett változtatásokkal együtt.
8. KMD rajzkészlet az „Executive Drawing” pecséttel és a szerelő szervezet főmérnökének aláírásával.
9. Bizonyítvány a kész fémmunkákról.
10. A nagy szilárdságú csavarok, anyák és alátétek bizonyítványának másolata.
4. függelék
A MŰKÖDÉSI IDŐSZAK MŰSZAKI DOKUMENTÁCIÓJÁNAK LISTÁJA
1. A műszaki változtatásról szóló törvény.
2. Tanúsítványok szerkezetekre, csavarokra, hegesztő fogyóeszközökre stb.
3. KM és KMD rajzok.
5. A nagy szilárdságú csavarok fémszerkezeteinek ellenőrzési naplója (1. függelék).
5. függelék
A NAGYSZERŰ SZERKESZTŐ Csavarok SZERELÉSI CSATLAKOZÁSÁNAK ELLENŐRZÉSÉHEZ SZÜKSÉGES ANYAGOK, ESZKÖZÖK ÉS TARTOZÉKOK
1. Nyomatékkulcs KTR-3, 10 - 20 kg súlyú vezérlőterheléssel, 3-6 darab mennyiségben.
2. Szondakészlet (0,1 mm; 0,3 mm; 1 mm).
3. Véső, kalapács.
4. Fémfűrész pengékkel (a hibás szegecsek cseréjéhez) vagy darálóval.
5. Szerelési tüske.
6. 0,3–0,4 kg kontrollkalapács 600 mm-es fogantyúval.
7. Szerelési kulcsok halmaza.
8. Egy csavarkészlet anyákkal és alátétekkel.
9. Rácsos tartályok és tartályok hardver előállításához.
10. Ecsettel, festékkel.
11. Távcsövek.
12. Nagyító.
13. Biztonsági öv.
14. Védő sisak.
15. Kezeslábas.
6. függelék
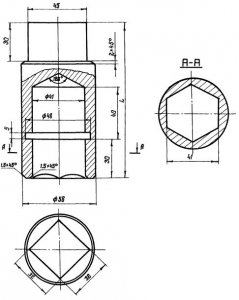
KTR-3 nyomatékkulcs (vezérlés)
1 - kar fej; 2 - bár; 3 - a rúdhoz hegesztett nyelv; 4 - fogantyú; 5 - konzol az indikátor felszereléséhez; 6 - az ICh-10 GOST 577-60 űrállomás jelzője.
megjegyzés
Kar poszter Az 1. számú anyag acélból készülhet: 09G2S; 10G2S1D; 13hSND; 14G2. Az összes elem az 1. táblázatban található.
Hegesztő szerelési rajz
1. táblázat
tanúsítvány
|
kijelölés |
név |
|||||
|
Hegesztő szerelés |
||||||
|
Kulcskar |
||||||
|
Főnök 40? 20? 20 |
||||||
|
M6 csavar? 14 alátéttel |
GOST 7798-62 |
|||||
|
Jelző 0 - 10 mm |
||||||
|
zárójel |
||||||
|
M6 csavar? 25 anyával |
GOST 7798-62 |
|||||
|
Bush? 12? 6 az M6 csavar alatt |
||||||
|
GOST 1490-62 |
||||||
|
Végfúvóka |
||||||
Megjegyzések:
A fúvóka hossza a csatlakoztatott elemek kiálló részeinek magasságától függően megengedett l \u003d 100? 250 mm
2. Hőkezelés:
Edzés, nyaralás akár 30 ~ 40 egységig. HRC
Végfúvóka poz. 11
7. függelék
MINTA AZONOSÍTÁSA
336. tanúsítvány
Kiadva Ivan Petrovics KISELEV-nek
Szakma: Felügyelő mérnök
Átadta a nagy szilárdságú csavarok felületének előkészítésén, vezérlésén és beszerelésén keresztüli KÉPZÉSET 40 órás programban.
MP Helyettes. főmérnök
kombájn (Petrov)
8. függelék
40. PÉLDA 40 ÓRÁNYOS KÉPZÉSI PROGRAM
1. Acélszerkezetek illesztéseinek típusai, a nagy szilárdságú csavarok nyíróálló illesztéseinek munkája - 3 óra.
2. Anyagok, termékek, felhasználási feltételek - 3 óra.
3. Nagy szilárdságú csavarokkal történő csatlakoztatás technológiája
elméleti órák - 10 óra
gyakorlati gyakorlatok - 12 óra
4. Szerszámok és szerelvények - 3 óra.
5. Hézagok elfogadása és tömítése - 2 óra.
6. Műszaki végrehajtási dokumentáció - 2 óra.
7. Biztonsági intézkedések - 5 óra.
9. függelék
Rácsos tartóelem rögzítése nagy szilárdságú csavarokra
A rácsok alsó szíjának peremes csatlakoztatása

Viborgi villamos erőmű
Fémkefék pneumatikus hajtóművei
Konakovo elektromos szerszámgyár
Noginsky szerelőberendezések kísérleti üzemében
II. ESZKÖZ a nagy szilárdságú csavarok feszítésére
|
név |
Végső momentum kgf · m |
Gyártó üzem |
||
|
Pneumatikus kulcsok |
Sverdlovsk P / O "Pneumostroy gép" a Szovjetunió Építési és Gazdasági Minisztériumánál |
|||
|
Elektromos kulcsok |
Rostov P / O "Szerszámok", a Szovjetunió Építési és Gazdasági Minisztériuma |
|||
|
A Szovjetunió Építési és Építőipari Minisztériumának Vyborg elektromos szerszámgyára |
||||
|
Kézi vezérlő gomb |
A Szovjetunió Közgyűlési és Építési Minisztériumának SCP vezetőinek kropotkinszki telepítése és speciális építkezési felszerelése |
III. ELLENŐRZŐ ESZKÖZ a csavarok megcsavarozására és a nagyszilárdságú csavarok forgási együtthatójának meghatározására
11. függelék
NAGYSZERŰ HOSSZÚ GYÁRTÓ GYÁRTÓK
1. Vas- és fémkohászati \u200b\u200bberendezés.
455031, Magnitogorsk városa, Cseljabinszk régió. elengedi az M16 M20 és M24 csavarokat.
2. Družkovszkij hardverüzem
343260, Družkovka, Donyecki régió, st. Lenin, 3 kiadja az M22, M24, M27 csavarokat
3. Híd fémszerkezetek gyára. EF Kozhevnikova
A 670007, az Ulan-Ude M22 csavarokat gyárt
4. Voroneži hídgyár
voronezh, a 2. posta az M22 és az M24 csavarokat gyártja
5. Schelkovsky speciális telepítési termékek gyára "Speciális szerelési termék"
141100, Schelkovo-2, Moszkva régió kioldja az M20, M22 és M24 csavarokat
|
1. Általános rendelkezések. 2 2. Anyagok, termékek és felhasználásuk feltételei. 3 3. A kapcsolatok állapotának figyelése. 4 4. A kapcsolat helyreállítási technológiája. 6 4.1. Nagy szilárdságú csavarok, anyák és alátétek előkészítése. 6 4.2. Az illesztések összeszerelése nagy szilárdságú csavarokra, ha szükséges, az illesztések teljes szétszerelése. 7 4.3. Nagy szilárdságú csavarok feszítése, az erőfeszítések beállításával a csavarás pillanatában. 7 4.4. A nyomatékkulcsok kalibrálása. 8 4.5. A teljes szétszereléshez szükséges illesztések elfogadása és tömítése. 9 4.6. A csavar feszültsége az anya forgásszögében. 10 5. A szegecsekkel készült fémszerkezetek szerelési illesztéseinek helyreállítási technológiája, különös tekintettel a csavarral szegecselt illesztések teljesítményére. 11 1. függelék A nagy szilárdságú csavarok fémszerkezeteinek ellenőrzési naplója. 12 2. függelék. A csavarok hossza a húzott csomag vastagságától függően. 12 3. függelék Az összeszerelt fémszerkezetek szállításához szükséges dokumentumok felvétele nagy szilárdságú csavarokkal (közbenső átvétel) 12 4. függelék Az üzemeltetési időszakra vonatkozó műszaki dokumentáció listája. 13 5. függelék Az anyagok, szerszámok és eszközök felsorolása, amelyek szükségesek a nagy szilárdságú csavarok szerelési csatlakozásainak állapotának ellenőrzéséhez. 13 6. függelék A KTR-3 kulcs munka rajzai. 13 7. függelék Tanúsítványminta. 15 8. függelék. Körülbelül 40 órás képzési program. 16 9. függelék. Nagyszilárdságú csavarok használata ipari épületek standard kivitelében. 17 10. függelék. Súrlódó illesztések felületének tisztítására szolgáló eszköz. Szerszám nagy szilárdságú csavarok feszítéséhez. Vezérlő eszköz a villáskulcsok kalibrálásához és a nagy szilárdságú csavarok csavarodási együtthatójának meghatározásához. 24 11. függelék Nagy szilárdságú csavarok gyártói. 25 |
AZ acélszerkezetű acélszerkezetű épületszerkezetek épületei és a Szovjetunió fémmegmunkálási minisztériumának szerkezetei nagy szilárdságú csavarjainál rögzíthető csatlakozók feletti felügyeletéről és műszaki működtetéséről
Moszkva, 1989
1. ÁLTALÁNOS RENDELKEZÉSEK
2. ANYAGOK, TERMÉKEK ÉS FELTÉTELEK
3. A CSATLAKOZÁSOK FELTÉTELE
4. CSATLAKOZÁS TECHNOLÓGIAI
4.1. Nagy szilárdságú csavarok, anyák és alátétek előkészítése
4.2. Az illesztések összeszerelése nagy szilárdságú csavarokra, ha szükséges, az illesztések teljes szétszerelése
4.3. Nagyon erős csavarok meghúzása nyomaték vezérléssel
4.4. Nyomatékkulcs kalibrálása
4.5. A teljes szétszereléshez szükséges illesztések elfogadása és tömítése
4.6. A csavarok feszítése az anyák forgási szöge alapján
5. A FENNTARTÁSOKBAN VÉGZETT FÉMSZERKEZETEK BEFEKTETÉSÉNEK VISSZAÉRTÉKEZÉSE. A BOLT-RIVET EGYSÉGEK KIVÉTELÉNEK JELLEMZŐI
1. függelék A nagy szilárdságú csavarok fémszerkezeteinek ellenőrzési naplója
2. függelék A csavarhosszok az összehúzott zsák vastagságától függően
3. függelék A FENNTETT FÉMKONSTRUKCIÓK SZÁLLÍTÁSÁNAK BEVEZETÉSÉNEK BEMUTATÁSA, NAGY SZERKEZETŰ SZERKEZETEK CSATLAKOZÁSÁVAL (KÖZVETLEN ELFOGADÁS)
4. függelék LISTA mŰSZAKI DOKUMENTÁCIÓ MŰKÖDÉSI IDŐSZAK.
5. függelék A SZERELÉSI CSATLAKOZÁSOK ELLENŐRZÉSE SZÜKSÉGEN SZÜKSÉGES ANYAGOK, SZERSZÁMOK ÉS TARTOZÉKOK LISTÁJA
6. függelék A KTR-3 kulcs munka rajzai
7. MELLÉKLET MINTA AZONOSÍTÁSA
8. függelék PÉLDA 40 órás oktatási programra
9. függelék Nagy szilárdságú csavarok behelyezése standard minták ipari épületek
10. függelék Szerszám a súrlódási illesztések felületének tisztításához. Szerszám nagy szilárdságú csavarok feszítéséhez. Vezérlő eszköz a villáskulcsok kalibrálásához és a nagy szilárdságú csavarok csavarodási együtthatójának meghatározásához.
11. függelék NAGYSZERŰ SZERKESZTŐ NÖVÉNY GYÁRTÓK
Az utóbbi években jelentős változások történtek a fémszerkezetek tervezésében és felszerelésében. Az új hengerelt profilok, a nagy szilárdságú acélok és a jobb kiszámítás mellett a tendencia is növekszik a különféle szilárdsági osztályú csavarokra szerelt furatok fémszerkezeteinek térfogata, beleértve a nagy szilárdságú csavarokat is.
Számos rövid hosszú hegesztés súlyos akadályává vált a gépesítés és az automatizálás, a hegesztési folyamatok beépítésekor. A csavarozott csatlakozók lehetővé teszik a szerelési hely körülményei között, hogy keményhegesztett, nagy szilárdságú acélokat használnak a szerkezetekben. A csavarozott csatlakozások lehetővé teszik, hogy nagy számú csomóponton egyidejűleg dolgozzon képzetlen munkaerő által. A csavarozott kötés hatékonysága a szerelési egységek tervezési és gyártási szakaszában alakul ki. A Szovjetunió Gosstroy szerint a fémszerkezetek csavarokkal való lehetséges felhasználásának becsült mennyisége az ipar által gyártott acélszerkezetek teljes mennyiségének 60-65% -a. Számos fémmegmunkáló üzem alacsony műszaki felszereltsége, a gyenge tervezési minőség és számos egyéb ok miatt a Szovjetunióban a szerkezeteknek csak 15-20% -át gyártják csavarozott rögzítőcsuklókkal.
A vas fémmegmunkálási tárgyaknak az utóbbi években készült konstrukcióit (a lemezlemezek kivételével) elsősorban nagy szilárdságú csavarokkal való összekötésekkel tervezték.
A nagy szilárdságú csavarok szerelési illesztéseinek felügyelete során különös figyelmet kell fordítani az ipar által 1970-80-ban szállított rendkívül nagy szilárdságú csavarokra. átmeneti ellenállással 120, 135 és 155 kg / mm 2. Az ilyen csavarokat a Cherepovets, a Lipetsk kohászati \u200b\u200büzemek, a Magnitogorsk és mások számos kivitelében telepítik. Ezeknek a csavaroknak a keménységi felső határ korlátozásának hiánya miatt megnövekedett ZHR-képességük (késleltetett törékeny törés).
A legveszélyesebb időszak az üzemeltetés megkezdését követő első 1-3 év. A csavarok "lőnek" látható külső terhelés nélkül. Az elmúlt évek összes építkezésében figyelmet fordítottak a ZHR-re.
Számos létesítményben sok éves működés után elvégzett tanulmányok kimutatták, hogy a csavarok feszültségének esése elhanyagolható. Mivel azonban a beszerelési munkák elvégzésekor lehetséges csavarok hiánya, akkor a szerkezetek működtetése során szelektíven ellenőrizni kell a beszerelt csavarok feszességét. A csavarozott illesztések ellenőrzése sokkal egyszerűbb, mint a hegesztett illesztéseknél, mivel a hegesztett illesztéseknél nagyobb a valószínűsége a rejtett hegesztési hibákról, mint a csavarozott illesztéseknél. A csavarozott csatlakozások vezérlésének fő módja a vizuális.
1. ÁLTALÁNOS RENDELKEZÉSEK
1.1. Ezeket az ajánlásokat az 1988 szeptember 9-i III. 759. sz. Rendelettel összhangban dolgozták ki, a Szovjetunió Ipari Minisztériumának és a P47-6882 számú megállapodásnak megfelelően, amelyet az acélprojekt Központi Kutatóintézete kötött Melnikov Gosstroy, a Szovjetunió és a Szovjetunió Ipari Minisztériumának Cherepovets Vas- és Acélművei, 1989. április 19-én, és az ORD 00 00089 iparági útmutató dokumentum 7. szakaszának fejlesztése alatt áll: "Ipari épületek acélszerkezeteinek műszaki üzemeltetése".
1.2. Az ajánlások vonatkoznak a Szovjetunió szabványai szerint tervezett, nagy szilárdságú csavarokkal felszerelt, nagy vastagságú csavarokkal ellátott, fémszerkezetek fémszerkezeteinek felügyeletére és műszaki működtetésére, amelyeket a becsült -65 ° C hőmérsékletű területeken működtetnek.
1.3. A nagy szilárdságú csavarokkal összekötött szerkezetek elfogadásakor az elfogadó bizottságban a műszaki felügyeleti szolgálat képviselőjének részvétele kötelező a vállalkozás épületeinek és építményeinek üzemeltetésében.
1.4. A nagy szilárdságú csavarok szerelési műszaki állapotáért a műhely megbízása alapján a műhely műszaki és műszaki munkatársai felelnek, akiknek megfelelő elméleti és gyakorlati képzésre kell képezniük, ismerik a nagy szilárdságú csavarokra történő csatlakoztatás szabályait és bizonyítvánnyal rendelkeznek (7. függelék; 8.).
1.5. A szerelési összeköttetések közvetlen ellenőrzését és a helyreállítást (javítást) speciálisan képzett szakembereknek kell elvégezniük, akik megfelelő ismeretekkel és tanúsítvánnyal rendelkeznek. Nehezen megközelíthető, magasságban lévő helyeken a vizsgálatokat hegymászók részvételével végzik.
1.6. Az épületek és építmények üzemeltetésének szakemberei, akik közvetlenül részt vesznek a felmérésben, megfelelő képzésben kell részesülniük, bizonyítvánnyal és engedéllyel kellnek maradniuk a legjobb tudásukhoz.
A szakemberek számát 1 mérföld / 100 ezer nagy szilárdságú csavar esetében határozzuk meg.
1.7. A nagy szilárdságú csavarok súrlódási illesztéseinek jellemzője, hogy az erőket nem a csavarok nyírása és a fal összetörése, hanem a nagy szilárdságú csavarral összehúzott érintkező felületek közötti súrlódási erők érzékelik. Ebben a tekintetben a nagy szilárdságú csavarok feszültségének nagysága és a csatlakoztatott elemek súrlódó felületeinek előkészítésének minősége döntő fontosságú, és a vizsgálat során ellenőrizni kell. A nagy szilárdságú csavarok elégtelen feszültsége a súrlódási illesztéseknél az elemek „csúszásához” vezethet, míg a csavarok nyírásra, az elemek nyírásra szolgálnak. Ezen felül lehetséges az elemek kölcsönös elmozdulása miatti geometriai alak megsértése - a csavarok egyenetlenül működnek, mivel a lyukak és csavarok átmérője közötti különbség elérheti a 6 mm-t az SNiP III-18-75 táblázatnak megfelelően. A 4. ábra a csavarok egymás utáni meghibásodását idézheti elő.
1.8. A tanulmányok azt mutatták, hogy a csavarok megbízhatóságára döntő hatást gyakorolnak azok mechanikai tulajdonságai (átmeneti szakítószilárdság, nyúlás és összehúzódás, ütési szilárdság), amelyeket a hőkezelési körülmények határoznak meg.
Ezen jellemzők fő eleme az ideiglenes szakítószilárdság, amelyet a felső határ szabályoz. A megnövekedett keménységű, túlságosan erős csavarok (135 és 155 jelölések) hajlamosak a késleltetett törésre, ezért alaposabb ellenőrzést és a vegyület gyakoribb vizsgálatát igénylik.