Restoration of ice cover by heating. Reconstruction of dirt roads. Ministry of Transport of the Russian Federation
Hot regeneration asphalt concrete pavement
TO category:
Repair technique highways
Hot asphalt pavement regeneration
In foreign literature, the regeneration of asphalt concrete pavements is defined by the term “recycling”. Two methods are distinguished at the place of regeneration:
1) factory recycling;
2) re-cycling on the road.
The process flow of regeneration at the plant has the following form (Fig. 4.1):
Fig. 4.1. Factory recycling material flow
1) removal of the old coating by cold or hot milling or rupture;
2) delivery by road of old material to mobile or stationary asphalt concrete plant;
3) cooking new asphalt mix from the material of the old coating with the addition of stone material and bitumen in accordance with the requirements of the formulation;
4) delivery of a new asphalt mix by road to the repaired area;
5) distribution of asphalt paver;
6) seal.
Removing the old coating is advisable to carry out using mills company "Wirtgen" (Wirtgen).
Asphalt milled and crushed to granulate is transported by road to a stationary or mobile asphalt concrete plant. There, in strict accordance with the developed recipes, a new asphalt concrete mixture with the addition of stone material and bitumen is prepared.
Ready hot asphalt concrete must be delivered to the construction site. Motor vehicles designed to transport hot asphalt mixes must be equipped with tents to ensure that the temperature of the mixture provided by the technology is maintained.
Distribution and compaction of the delivered mixture is carried out according to traditional technology using modern pavers (Vogel, Dinapak) and pneumatic and smooth rollers.
The process flow of regeneration on the road is made by a special remixing machine. In one working stroke, the material of the old coating is heated, processed with or without the addition of new material, distributed and compacted (Fig. 4.2).
Fig. 4.2. Workflow recycling material flow
There are four groups of cars for performing hot ris-kings on the road:
1) a joint remixer 300 is used to close cracked joints on an old surface;
2) mini remixer-1000 is designed to restore sections of roads of small area;
3) the remixer-2500 is equipped with a vario system, which allows loosening the old pavement and laying a new one, and is used to repair road lanes up to 2.5 m wide;
4) Remixer-4500 is designed for the complete restoration of roads up to 4.5 m wide in one working passage.
When restoring roads with the Remixer-4500, four methods (methods) of regeneration can be used:
1. Reshape (Reform) method - profiling.
2. Repave method - profiling with restoration of the wear layer.
3. Remix method - profiling with a change in the structure of the coating.
4. The Remix-Plus method - profiling with a change in the composition of the mixture and the device layer of wear.
TO Category: - Technique for the repair of roads
Technology is hot, warm and cold regeneration. Used machinery and equipment. Advantages and disadvantages.
Asphalt mixtures, depending on the temperature regimes of heating the asphalt granulate and the requirements for the minimum allowable temperature of the mixture during compaction, are divided into:
§ warm regenerated asphalt mixes prepared with a heating temperature of asphalt granulate from 120 ° C to 140 ° C and laid with a temperature of the mixture not lower than 50 ° C;
§ hot regenerated asphalt mixes prepared with a heating temperature of asphalt granulate from 140 ° C to 170 ° C and stacked with a mixture temperature of at least 90 ° C.
In foreign literature, the regeneration of asphalt concrete pavements is defined by the term “recycling”. Two methods are distinguished at the place of regeneration:
1) factory recycling;
2) re-cycling on the road. remix
The process flow of regeneration at the plant is as follows:
Factory recycling material flow
1) removal of the old coating by cold or hot milling or rupture;
2) delivery of old material by road to a mobile or stationary asphalt concrete plant;
3) preparation of a new asphalt mixture from the material of the old coating with the addition of stone material and bitumen in accordance with the requirements of the formulation;
4) delivery of a new asphalt mix by road to the repaired area;
5) distribution of asphalt paver;
6) seal.
The process flow of regeneration on the road is made by a special remixing machine. In one working stroke, the material of the old coating is heated, processed with or without the addition of new material, distributed and compacted (Fig. 4.2).
Workflow recycling material flow
There are four groups of cars for performing hot ris-kings on the road:
1) a joint remixer 300 is used to close cracked joints on an old surface;
2) mini remixer-1000 is designed to restore sections of roads of small area;
3) the remixer-2500 is equipped with a vario system, which allows loosening the old pavement and laying a new one, and is used to repair road lanes up to 2.5 m wide;
4) Remixer-4500 is designed for the complete restoration of roads up to 4.5 m wide in one working passage.
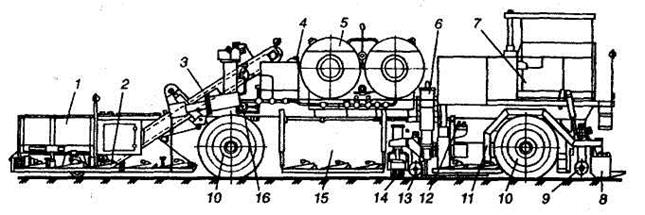
Fig. 19. The machine that works by the method of "remix"
1 - hopper; 2.15 - heating blocks; 3 - scraper inclined feeder; 4 - hopper dispenser; 5 - tank for liquefied gas; 6 - diesel engine; 7 - wheel chassis; 8 - tamper; 9 - rear distribution screw; 10 - bridges; 11 - heating block; 12 - dump; 13 - middle auger; 14 - rake type cultivator; 16 - paddle mixer
During reconstruction and overhaul roads caused by a sharp decrease in bearing capacity pavementaccompanied by its cracking and deep ruts, until the mid-80s, various methods were used to disassemble old pavement using first pickers and then road mills. After layer-by-layer disassembly of the coating and the base, they were rebuilt. Moreover, already in those years, reinforced soils and stone materials treated with binders began to find more and more application in the bases of road pavements: crushed stone and crushed stone and sand mixtures. The emergence in the 80s of a new type of road machines - recyclers (regenerators) made it possible to abandon layer-by-layer disassembly. We can say that the recycler is a further development and combination of a road mill and a self-propelled soil mixer. It carries out cold (without heating) processing (grinding) of the required thickness of the coating layer or pavement (coating and part of the base) by milling, mixing the resulting mass with the addition of an organic, inorganic or complex binder and laying the resulting mixture in pavement as a base on the main and regional and as a coating on local roads. In the Russian Federation, such machines are not yet available. The most famous recyclers in the Russian Federation are the world's leading manufacturers: Caterpillar (USA), Terex-CMI (USA), Roadtec (USA), Wirtgen (Germany) and Bomag-JCB (Germany).
The main share of manufactured recyclers is occupied by models with a processing width of 2400-3000 mm, a significantly smaller proportion of machines with a processing width of 1500-2330, 3800 and 4200 mm.
The stroke drive of all machines is hydraulic, which ensures the selection of the required speed in operation.
The main working body of the recycler - the milling and mixing drum, as a rule, has a mechanical drive and rotates along the way (by rotation of the wheels of the machine) and vice versa. All Wirtgen recyclers except WR 4200 are equipped with one milling and mixing rotor. The WR 4200 recycler has three rotors: two front widths of 700 mm and one rear width of 2800 mm, which allows the width of the processing to be changed from 2800 mm to 4200 mm by extending the front rotors to the sides.
As a binder for processing the milled coating material and the base are used:
· Cement with the addition of water or a cement-water suspension;
Bitumen emulsion;
· Bitumen foamed;
· A complex of additives (cement slurry + water + foamed bitumen or bitumen emulsion).
Typically, the recycler is equipped only with distribution pipes (ramps) and pumps for introducing liquid materials - water and bitumen emulsion. To enter foamed bitumen on the distribution pipe, hot bitumen (with a temperature of up to 180 ° C), a small amount of water and compressed air are supplied to the nozzles. The surface of the foamed bitumen films is very large, and the viscosity of the bitumen decreases sharply, which contributes to the mixing of bitumen with the crushed material of the pavement.
For cement injection, tankers with attachments are usually used to dispense and distribute cement over the surface of the processed pavement.
The Wirtgen company on the WR 2500SK recycler installs an integrated cement distributor with a 4 m 3 hopper. The company produces a WM 1000 mobile (trailed) mixing unit for recycling equipment for receiving and transferring cement-water slurry to the recycler via a hose. This eliminates dust formation at the place of work, increases the accuracy of dosing and the quality of mixing of the crushed material. This installation is equipped with a cement hopper with a capacity of 25 m 3 and a water tank with a capacity of 11 m 3. To ensure the best quality of mixing the material of crushed road pavement with a binder, a longitudinal two-shaft paddle mixer is installed next to the milling and mixing drums on the WR 4200 recycler.
Typically, the mixture obtained in the recycler is distributed using the rear wall of the casing of the milling and mixing drum and, in some cases, additional profiling is carried out using a grader. However, when processing thin coating layers (40-60 mm), this is not enough to ensure the constancy of the thickness and evenness of the processed coating layer.

Recycler WIRTGEN WR 2500 S
Cold Regeneration AB Mixture
Scope of technology:
The application of cold regeneration technology, depending on the category of road, is possible for use as a lower bearing layer of the pavement structure, instead of a layer of asphalt concrete of hot grades; the device of the upper layer of asphalt concrete coating with surface treatment, with:
Repair of asphalt concrete pavements and bases;
Reconstruction of highways;
Recycling of asphalt concrete granulate in the construction of new roads, sites, landscaping.
The main advantages of the technology:
High physical and mechanical properties of regenerated asphalt concrete, fully meeting the requirements of the RF standards;
The possibility of reducing the estimated cost by more than 30%;
Ease of use of technology;
100% safety for both the environment and workers;
Increased service life;
Reducing the timing of work more than twice.
The main element of the technology is the additive (stabilizer) of soils and organic-mineral mixtures in the form of a solution. The action of the drug is aimed at carrying out a redox reaction in the soil, which in turn leads to the formation of large conglomerates with strong crystalline bonds. Additionally, a maximum compaction ratio is achieved. As an additional catalyst for the reaction, cement M400 is used in a proportional ratio, depending on the type of soil, road and climatic zone and the required physical and mechanical parameters.
Brief technological regulations works using the technology of cold recovery of asphalt concrete:
1. Preparation of an aqueous solution of a stabilizer by mixing the required amount of water and a stabilizer in a tank tank.
2. Distribution of the required amount of cement over the structural layer.
3. Milling of the structural layer with a recycler with the simultaneous introduction of an aqueous stabilizer solution into the asphalt mixture.
4. Profiling regenerated asphalt mix using a grader.
5. Compaction of the regenerated asphalt mix with rollers.
6. Creating an additional coating layer of dense asphalt or surface treatment with crushed stone with an emulsion.
A brief process schedule for the production of warm regenerated asphalt mixes with the use of batch-type ABZ:
2. Under the action of an open flame of the dryer drum burner, the AG is heated to a temperature of 130 ° C (+/- 10 ° C). At the same time, any processes of sticking of bitumen to the walls of the drying drum ABZ or burnout of bitumen does not occur.
3. Hot AG through the heat of hot materials is discharged from the dryer drum to the bucket elevator and transported to the upper discharge point.
4. Hot AG, bypassing the vibrating screen, is dispensed through the hopper of hot materials to the hopper. To prevent material from sticking to the vibrating screen, a 5mm sieve is removed or the material is fed through the bypass hopper (if this option is available at the ABZ).
5. The dosed material is discharged into the hopper mixer ABZ.
6. In the bunker, the mixer is dosed with an aqueous solution of the stabilizer "ANT" in an amount of 5% by weight of the asphalt mix (50 l per 1 t).
7. Produce forced mixing of the components of the mixture in the bunker-mixer for 10-15 seconds.
8. The warm regenerated asphalt mixture is discharged from the mixer hopper into the finished materials hopper or dump truck.
9. Within 3 hours from the time of preparation, the warm and regenerated mixture is laid and compacted. The minimum allowable temperature of the mixture during installation and compaction is 50 ° C.
Comparative analysis of the use of regeneration technology:
Repair example 1 km. Category IV motorways S \u003d 6000 sq.m. using a recycler, regarding generally accepted regeneration technologies:
| № | Comparison position | Cold regeneration technology | Conventional technologies using generally accepted technologies (hot and warm regeneration) |
| 1. | The thickness of the regenerated layer | 10cm | \u003e 15cm |
| 2. | Options for additional layers on top of the regenerated layer | Asphalt 5cm, Surface Finishing 2 cm | Asphalt\u003e 10cm |
| 3. | The amount of materials used for repair | Cement stabilizer from 50t to 90t Asphalt concrete 700t | Bitumen emulsion from 24 t to 48 t Crushed stone Asphalt concrete 1400 t |
| 4. | Cost of production, taking into account prices in Russia. | < 6.500.000 руб | \u003e 8.000.000 rub |
| 5. | Quality assurance | 7 years | 5 years |
DEVELOPED IN ROSDORNII Cand. tech. sciences G.S.Bakhrakhom with the participation of doct. tech. Sciences V.A. Kretova and Ing. G.S. Gorlina.
APPROVED by the decree of Rosavtodor N OS-568-r dated 06/27/2002
FOREWORD
FOREWORD
Technical rules for the repair and maintenance of roads provide for the repair of non-rigid pavements requiring reinforcement using the traditional method and thermal profiling methods. The main disadvantage of these methods is the formation of reflected cracks in the newly laid or repaired coating layers and, ultimately, the reduction in the service life of the repaired coating in comparison with the estimated service life of the coating.
With the advent of road milling machines (cold milling machines) abroad, the method of “re-laying” has begun to be widely used, consisting in the removal of cracked and lost bearing capacity asphalt concrete layers pavement and the device of new monolithic layers. This method allows to obtain pavement with a service life similar to that achieved with new construction. The disadvantage is the high consumption of asphalt mixture and the high cost of work.
The latest achievement in the field of repair of non-rigid pavements is the technology of their deep cold regeneration, which allows efficient reuse of materials from old pavements. Carrying out restoration work without heating the old material causes minimal damage to the environment and dramatically reduces energy costs. In terms of economy, this technology is unparalleled. In Russia, the experience of applying cold regeneration technology is still insignificant.
These Guidelines are the first methodological document summarizing foreign experience and the results of research and experimental work conducted by ROSDORNII.
In compiling the Methodological Recommendations, the following regulatory and methodological documents were used: "Cold Asphalt Concrete Regeneration", Manual, Series N 21 (MS-21), Institute of Asphalt, 1983 (USA); Reference Guide to Bitumen Emulsions, Series N 19 (MS-19), Asphalt Institute, 1987 (USA); Road Restoration Guide, Caterpillar, 1990 (USA); "Cold regeneration of asphalt concrete" in the book. "Bitumen emulsions". Basic information on application, Syndicate of manufacturers of emulsions of road bitumen, 1991 (France); "Integrated regeneration in road construction", Management, Department road constructionSaxon State Ministry of Economics and Labor Employment, 1995 (Germany); "Deep cold regeneration in place", Technical recommendations and application specifications, Consulting firm A.A. Laudon and partners, 1995 (South Africa).
The guidelines set out information on the scope of the new technology; assessment of the properties of asphalt concrete granulate obtained by grinding the old coating by cold milling; additives used for the preparation of asphalt-granular concrete mixtures; selection of the composition of these mixtures; assessment of the properties of asphalt granulobeton; methods of testing it; rules for the production of work, etc.
The technical requirements for asphalt granulobeton are also given.
1. BASIC CONCEPTS
1.1. The technology of cold regeneration of structural layers of pavement (XP) consists in grinding the coating (in some cases with the capture of part of the base) mainly by cold milling; introducing into the formed asphalt concrete granulate (AG), if necessary, a new skeletal material, a binder and, if required, other additives; mixing all components to obtain an asphalt-granular concrete mixture (AGB-mixture); its distribution in the form of a structural layer and compaction, after which the AGB mixture turns into asphalt granular concrete (AGB).
All these technological operations are carried out, as a rule, on the road by a link of specialized machines.
1.2. Component mixing can also be carried out in a semi-stationary installation near the road. However, this is due to the gap technological process and the addition of operations: loading and transporting AG to the place of preparation of the mixture, stacking it, feeding it to the mixing unit and transporting the AGB mixture to the place of laying, which leads to a significant increase in the cost of work.
1.3. A distinctive feature of XP technology is the restoration of the monolithic (continuity) package of asphalt concrete layers of pavement to all or part of the thickness without heating the asphalt concrete or AG.
1.4. On top of the regenerated layer, a closing (protective) layer or asphalt concrete coating is laid.
1.5. Elimination of cracks in the old coating to the whole or most of the depth as a result of its regeneration eliminates the appearance of reflected cracks in the laying layers of the coating (copying cracks). With the traditional method of reinforcing pavement, which involves laying new layers on top of the old pavement, the appearance of reflected cracks is inevitable.
2. CLASSIFICATION
2.1. Depending on the type of new binder introduced into the AH during the preparation of AGB mixtures, they are divided into the following types:
A - without the addition of a binder;
E - with the addition of bitumen emulsion;
B - with the addition of foamed bitumen;
B - with the addition of heated bitumen;
M - with the addition of a mineral binder (most often cement or lime);
K - with the addition of a complex binder (most often bitumen emulsion and cement).
AGB of the listed types are distinguished by their calculated characteristics and the rate of formation of the equilibrium structure (structure formation).
2.2. Depending on the mass fraction of crushed stone or gravel (grains of stone material larger than 5 mm), which is part of asphalt concrete from which AG is obtained, AGB mixtures are divided into crushed stone with a crushed stone content of 35% or more and sand - less than 35%.
3. TECHNICAL REQUIREMENTS
3.1. The physical and mechanical properties of AGB, depending on the category of the road and the type of mixture, must correspond to those indicated in table 1.
Table 1
|
Name of indicator |
||||||||||||
|
for mixtures of type |
||||||||||||
|
1. The compressive strength, not less than, MPa, at a temperature of 20 ° C at the age of: |
||||||||||||
|
a) 1 day |
||||||||||||
|
b) 7 days |
||||||||||||
|
2. The same at age 50 ° C: |
||||||||||||
|
a) 1 day |
||||||||||||
|
b) 7 days |
||||||||||||
|
3. Water resistance coefficient, not less |
||||||||||||
|
4. Water saturation by volume,%, no more |
||||||||||||
3.2. The granulometric composition of the AGB mixture should comply with the requirements established in GOST 9128 for porous and highly porous crushed stone mixtures, with the exception of particles smaller than 0.071 mm, the content of which is not standardized.
3.3. For roads of categories I-II, crushed stone mixtures are used, and for roads of categories III-IV, sandy AGB mixtures are allowed. If in the AH used for the preparation of crushed stone mixtures, the crushed stone content is less than 35%, the preparation of the AGB mixture requires the addition of the missing fraction of crushed stone.
4. REQUIREMENTS FOR MATERIALS
Asphalt granulate
4.2. For the preparation of mixtures using an organic binder, viscous and liquid petroleum are used. road bitumenmeeting the requirements of GOST 22245 and GOST 11955, respectively.
4.3. The bitumen brand is selected depending on the type of mixture and the climatic zone in accordance with Table 2.
table 2
|
Type of mixture |
Bitumen grade for the climatic zone |
||
|
BND 200/300 |
BND 200/300 |
BND 130/200 |
|
|
BND 90/130 |
BND 60/90 |
||
|
BND 90/130 |
BND 60/90 |
BND 60/90 |
|
Bitumen emulsion
4.4. For the preparation of mixtures of types E and K, emulsions are used that meet the requirements of GOST 18659.
In mixtures of type E, cationic emulsions of the EBK-2, EBK-3 classes and anionic emulsions of the EBA-2, EBA-3 classes are used. More preferred are cationic emulsions.
Type K mixtures mainly use cationic emulsions of the EBK-3 class.
4.5. For the preparation of mixtures of types M and K, Portland cement of at least grade 400, which meets the requirements of GOST 10178, is most often used as a mineral binder.
Crushed stone, sand, mineral powder
4.6. If it is necessary to increase the content of crushed stone in the AGB mixture (see Section 3.3), crushed stone that meets the requirements of GOST 8267 is added to the AH.
4.7. To adjust the granulometric composition of the AGB mixture, in order to reduce the porosity of the AGB, it is sometimes advisable to add sand and (or) mineral powder to the AH. These materials must meet the requirements of the relevant GOST: and.
4.8. For the preparation of mixtures of all types, except type B, in some cases, the addition of water is required. Usually drinkable water is used.
5. SCOPE AND TERMS OF APPLICATION
5.1. XP technology is the most economical technology for restoring the original strength of non-rigid pavement or reinforcing it.
An indication for the application of XP technology is the fractured-block state of the package of monolithic layers of pavement. Cracking occurs during the operation of the road under the influence of cyclical effects of low temperatures and moving vehicles. It is accompanied by a decrease in strength. road construction.
5.2. Often on the surface there are no visible cracks (except for through transverse temperature), although pavement requires reinforcement. This is explained by the fact that fatigue cracks arising in the sole of the package of monolithic layers have not yet reached the surface of the coating in their development.
In a first approximation, the degree of latent cracking of a package of monolithic layers of pavement can be judged by its elastic modulus, calculated on the basis of the actual (measured) general modulus of elasticity of the road structure and the design characteristics of the structural layers in accordance with ODN 218.046-01. If the calculated module at 10 ° С () is less than 1100 MPa, then we can assume that the package of monolithic layers of pavement has a fractured-block structure or close to it. An additional confirmation of this is the inequality
Where is the calculated modulus of the package of monolithic layers at 20 ° C.
5.3. Repair work using XP technology is preceded by the development of an appropriate project.
5.4. The thickness of the regenerated layer should not be less than 6 cm. The upper limit is limited by the possibility of compaction of the layer.
5.5. Work is performed at an ambient temperature of at least + 10 ° C. Light drizzle is not an obstacle.
6. DESIGN OF ROAD CLOTHES
6.1. Most of the existing roads requiring reinforcement have a distorted transverse profile and unsatisfactory longitudinal evenness, which affects the comfort and safety of traffic and complicates the maintenance of the pavement, especially in winter. Therefore, the project should include measures to level the coverage.
6.2. At the stage of collecting the initial data, work is carried out, including: assessment of the strength of the pavement in accordance with Standards ODN 218.046-01 or Guidelines BCH 52-89; core sampling to determine the longitudinal and transverse thickness profiles of the package of monolithic layers of pavement and the type of asphalt included in these layers; well drilling to determine the thickness of the remaining structural layers of pavement and assess the condition of their constituent materials, including soil subgrade and grounds; creation of a digital terrain model.
6.3. On roads with a given calculated load impact intensity\u003e 2000 units / day, the regenerated layer is considered as the upper monolithic base layer, on which a two-layer asphalt concrete pavement with a total thickness of 9-10 cm should be laid.
On roads with 5002000 units / day, a single-layer coating of dense asphalt concrete with a thickness of 4-5 cm can be laid on the regenerated layer.
On roads with 500 units / day, the regenerated layer is considered as a coating layer on which surface treatment should be arranged.
6.4. Given the type and thickness of the coating to be laid on top of the regenerated layer, calculate its thickness according to the allowable elastic deflection in accordance with ODN 218.046-01, taking into account the required modulus of elasticity, the calculated total modulus of elasticity on the surface of the layer underlying the regenerated layer, and the approximate value of the short-term elastic modulus of the regenerating layer at appropriate design temperature.
The regenerated layer is checked for tensile strength during bending at a coating temperature of 0 ° C.
Approximate calculated values \u200b\u200bof the short-term modulus of elasticity () and average tensile strength during bending (), at a load exposure time of 0.1 s, for different types of AGB mixtures are given in Tables 3 and 4 (to be specified in the future).
Table 3
|
Cold regeneration (cold recycling) is a method of restoring a road with defects in the form of thermal and fatigue cracking, cracks formed as a result of aging, ruts, potholes and bumps, as well as with loss of coating integrity, delamination, washing out and loss of bonding agent between layers. Cold regeneration technology is the processing of old coatings and pavement materials into new foundations while enhancing bearing capacity, re-profiling, and reinforcing shoulders. The binder based recycling layer is strong enough to hold the load from traffic and flexible enough to prevent the penetration of reflected cracks from the base to the top layer.
Main advantages of the cold regeneration method: Unlike hot recycling, the characteristics of old bitumen do not deteriorate when it is heated, which also affects the service life of the coating. Cold recycling is especially attractive in areas remote from asphalt plants. The cold regeneration process includes several successive stages: grinding the cohesive layers of the coating and base by cold milling; introduction to the resulting loose material - asphalt granulate, the distribution of the resulting mixture over the underlying layer of pavement. All these technological operations are carried out, as a rule, on the road by a link of specialized machines. The optimal machine is the Roadtec universal milling cutter, complete with the RX ‑ 700‑4 CIR cold recycling kit. The main working body of cold recyclers is a milling and mixing drum with a large number of special cutters. When the machine is moving with a rotating milling and mixing drum, water is injected into its mixing chamber, supplied from a tank truck through a flexible hose. The amount of water is precisely dosed by a microprocessor-controlled pump, the rotating drum mixes it well with the material crushed by the milling drum, so that the moisture content of the mixture is optimal for compaction. Liquid binders are added directly to the mixing chamber in the same way. The binder enters the mixing chamber through a separate, specially designed distribution rail. Powder binders are usually distributed in front of the recycler with a layer applied to the surface of an existing road. The recycler, milling the existing pavement together with a powder binder, mixes it with crushed material and added water in one pass. The mixture obtained during the cold milling process is laid using an asphalt paver. Compaction of the material requires a roller with vibration of one or both smooth bandages of its rollers. At its end, the pneumatic skating rink performs the final processing of the layer to obtain a uniform texture of its surface.
There are several types of surface treatments. roadbed:
Acceptance checks and tests are carried out for: |