Standard tightening torques for gost. Tightening force control
|
Nominal thread diameter |
Turnkey size S of a head, bolt (nut), mm |
Thread pitch **, mm |
Strength classes according to GOST 1759-70 |
| Deputy ch. ZIL designer A. Zarubin | Deputy Director of US on scientific work V. Chernyaykin |
The beginning Standardization Division E. Levenson | Head Department of Standards Yu. Shebalin | Head of BNS B. Brod | 3av. quality department operation and repair Automotive Engineering A. Zorin |
Head the laboratory standardization of durability L. Egorov |
Engineer A. Lisevich | Art. department engineer E. Babaev’s standards |
Agreed: | Director of VNIINMASH V. Verchenko | Head Technical Department L. Itskov | Head Laboratory B. Piven |
to the final version of the OST project “Tightening of threaded connections. Tightening norms” instead of N 8015-591. In accordance with the Minutes of the conciliation meeting dated December 16, 1973 to discuss the 2nd edition of the OST project "Tightening standards for threaded joints", the following changes were made to the final version of the draft: a) The name of the OST was changed: "Tightening threaded connections. Tightening norms"; b ) Clause 1 of the second sentence has been edited: "The standard does not apply to tightening the connections with screws, self-locking bolts and nuts"; c) Clause 2 has been edited: "The maximum torque of the connection, the thread of which has no coating and fairy tale and special But it is not fat-free, as well as general-purpose and little responsible compounds (according to OST 37.001.031-73) if there is a coating, it is selected according to the table "; d) In the table, the second column is entitled" turnkey size "S mm of the bolt head (nut); d) In the table for strength class 6.8 maximum moments set to 1.0; 2.5; 5.6; 10.0; 16.0; 22.0; 32.0; 50.0; 62.0; 80.0; f) In the table for strength class 10.9, the classes of nuts are corrected by 8; 10 and the maximum moment is set to 1.25; 3.6 onwards; g) Clause 4 is given a new text of the note: “It is allowed to underestimate the magnitude of the torque in justified cases when the fastener is changed (in order to unify or reduce the nomenclature) is more durable than required by the working conditions." 2. Wishes of the enterprise to include in the OST the norms of tightening of bolts and nuts for strength classes below 5.8, for nominal sizes of threads from 1 to 6 and over 24 mm (up to 100 mm), for different steps, various materials and coatings, welded it was not possible to satisfy nuts of various shapes of heads due to the lack of verified literature and experimental data. 3. It is not possible to satisfy the wishes of enterprises to combine this standard with the current OST 37.001.031-72, because OST 37.001.031-72 applies to a much larger number of threaded connections than this OST. For the convenience of using both standards, they will be reset when they are subsequently reprinted. in the form of a collection. 4. It was deemed appropriate to satisfy the wishes of enterprises on the joint implementation of this OST and OST 37.001.031-72.5. In order to ensure the implementation of this OST, it is recommended that: a) we issue a standard in the second quarter of 1974; b) manufacturers and holders of design documentation originals, in the third and fourth quarters of 1974, make the necessary clarifications to the design and technological documentation) .6. It was deemed advisable to ask the Ministry of the Automotive Industry to oblige the Office of the Chief Technologist to develop a standard size range torque wrenches and wrenches, providing verification and tightening of threaded joints in accordance with OST 37.001.031-72 and OST "Tightening threaded joints. Tightening norms" and organize their centralized production.
to duplicate__to mm. i
to the original_ 5850 No. Iev 13171
UDC 621.882.6.001.24 Group G02
AVIATION STANDARD
OST 1 00017-69
On 24 pages
TIGHTENING BOLTS, SCREWS AND SCREWS
General requirements
ACS 21.060.01
Date of introduction 01.01.90
This International Standard establishes the relationship between torques and axial tensile forces of bo / ggs. screws, studs and nuts (including self-locking), manufactured according to industry standards, and limits their maximum values \u200b\u200bduring assembly with tightening torque control on the key.
Official Edition
Reprint allowed
1. The need for controlled tightening is established by the product developer.
In this case, the value of the torque should be indicated in the drawing with rounding to the nearest preferred number of the R 20 series according to GOST 8032.
Permissible torque deviation during assembly + 10%.
2. The determination of the forces and tightening torques should be made depending on the combination of materials, coatings and lubricants of bolts, screws, studs, nuts and washers.
Groups of combinations of grades of materials, coatings and lubricants are given in table. 1.
|
THEM. Ml oak dm at a | |||||||||||||
|
HM i P.DD-MM. |
|
Combine group in * |
IlMMMiOMKlt with Mala and |
||||||
|
material |
Coating |
MDTdrMLD |
Coating |
Brand mater sting |
Coating |
||
|
11.ph.ox | |||||||
|
U. f.ox |
U. f.ox |
Special No. 1 |
|||||
|
Ai.Ox. chromium |
< п«мальмая f* 1 |
||||||
|
Lee Oke. chromium |
Ai.Ox. chromium |
Mineral oil |
|||||
|
boa covered |
Special M 1 |
||||||
|
11.ph.ox |
U. f.ox |
U. f.ox |
Mayer drunk oil |
||||
|
SaaPialiyaya M 1 |
|||||||
|
b “e coated |
Mineral oil |
||||||
|
Ai.Ox. chromium | |||||||
|
VT 16 VTZ-1 |
b * e is covered a |
LL Ph.ox |
U. f.ox |
S pecaashlaa M 1 Mineral oil |
|||
|
Ai.Ox. chromium | |||||||
4
1_B
Continuation of the table. 1
|
combinations |
Volga, poured, stud |
Lubricant name |
|||||
|
material |
Coating |
Brand yato rial |
Coverings |
material |
Coating |
||
|
10X11H23T3MP 13X11N2V2MF |
10X11H23T3MP 13X11Н2В2МФ 07Х16И6 06Х17Н5МЗ |
Mineral oil | peshpyni N. 1 |
|||||
|
ZOKHGSA 10HSN 40XH2MA 30HGSM2A 38 HA |
U. f.ox |
U. f.ox |
C. phosphol.ox | ||||
|
VT 16 VT 3-1 |
640 COATS * |
U. “Oops. oce |
PAP-2 ♦ L-086 |
||||
|
Al.Ohe. chromium |
|||||||
|
10X11H23T3MP 13X11H2V2MF 14X17H2 07I UNO 08X17H5MZ | |||||||
|
VT 16 VTZ-1 |
Al Oke; bee coating | ||||||
|
Ai.Ox. hroy |
|||||||
Mm fc dumet "_
Nm M »mjmai 1 5650
OST 1 00017-89
Them. W duip
E
Continuation of Toble. 1
|
CON FROM L |
Bolt, mst, stud |
Lubrication |
|||||
|
Covered |
material* |
Covered |
material |
Coverings |
|||
|
14Х17Н2 07 XI6Нв 10X11H23T3MP 13X1) Н2В2МФ |
14Х17Н2 10X11H23T3MP I3X11Н2В2МФ 07Х1СН6 OvH 17NZMZ | ||||||
|
Steel 40 Steel 23 |
Stop. L12 Steel 45 |
Experience. 20 Steel 10G2A |
U. f.ox |
Mileralios oil |
|||
|
VT 16 VTZ-1 |
Ai.Ox; without cover |
Ai.Ox; without cover | |||||
|
LL Ph.ox |
|||||||
|
Ai.Ox. chrome |
|||||||
|
VT 16 VTZ-1 |
Al Oke; without cover |
10X11N2ETZMR 13X11Н2В2МФ 07X16Н6 14Х17Н2 |
I am tarry |
||||
|
10XHH23T3MP 13X11Н2В2МФ 07Х16Н6 14X17Н2 | |||||||
|
combinations |
Bolt, pint, stud |
Flange lubrication |
|||||
|
mdtsrdela |
Coating |
Mark and "then rial |
Coating |
material |
Coating |
||
|
I.ph.ox | |||||||
|
VT 16 VTZ-1 | |||||||
|
VT 16 VT 3-1 |
An. Oke; without coating |
13X11N2V2MF |
Greasy grease |
||||
|
VT 1C VTZ-1 | |||||||
|
UZOMES-5.M |
|||||||
|
U. f.ox |
|||||||
|
U. Oke. Dos |
Lee.Oke. cuts | ||||||
|
U-2-2Y PAK-1F |
|||||||
|
VT 16 VT 3-1 | |||||||
|
10HMN23TZMG 13X11N2V2MF |
JOXI 1Н23ТЗМГ IMX11Н2В2МФ |
Melzpai grease |
|||||
|
Chem. 1 1ls;<Р |
Chem. Pae: Oh |
Xni. Pae; Wed |
BM grease (wagon-roimo details) |
||||
OST 1 00017-89 s. in
Mm fc d "1n" »p
I
|
And kimono yushke grease |
|||||||
|
scot "and nya |
ivtgrmda |
Coating |
Merka Mother La |
Coating |
match-raal |
Coating |
|
|
I. f.ox. |
UEOMES-ZM |
||||||
|
An.Ox. chromium | |||||||
|
U. phos. oce | |||||||
|
U. 4os. oce |
1L grew. oce |
L1. fox.ox | |||||
|
An.Ox. chromium | |||||||
|
An.Ox. chromium | |||||||
|
VT 16 VTZ-1 | |||||||
|
An.Ox. chromium | |||||||
Ish lit duplicate of them "Nt Deadline
1. The VAL-2 grease should be applied to the thread of one of the attals and the supporting surface of the rotated part. The rest is lubricated, it is preferable to apply to all combined tin parts.
2. Washers made of aluminum alloy grade D16T may only be used with low nuts.
3. Stamps, recipes and conditions for applying and applying lubricants are given in Appendix 1.
*
Ii. " duplicate_I_
Ii. " Nf script I 5850
OST 1 00017-89
\±
3. The maximum axial tightening force P so, according to the condition of the strength of the fasteners during assembly, should not exceed:
1) for tall nuts with bolts, screws with a normal head height * or studs
2) for low nuts with bolts, screws with a normal head height or studs
3) for high nuts with bolts with structurally loose heads
P shak ^ 1 K o P, .p- (3)
4) for low nuts with bolts, screws with structurally loose heads!
at K 0\u003e 0.65 at K a< 0,65
P, r, a «* 0‘ 65K i P p.p\u003e
R so * K 1 K o R r.r\u003e
where p max is the maximum force of the chain, kN;
R pp - the estimated destructive tensile force of bolts, screws with a normal height of the head and studs according to current industry documents, kN;
To d - the ratio of R r p bolts, screws with structurally loose heads to R r p bolts, screws with a normal head height;
Au is the coefficient of the maximum allowable tightening force depending on the group of combinations given in the table. 2
table 2
Coefficient K f for combination groups
Bolts, screws with a normal head height should be understood as bolts, screws in which the strength of the head is equal to or greater than the strength of the thread.
|
OST 1 00017-89 s. 10 Continuation of the table. 2 |
||||||||||||||||||
|
Material grade of bolt, screw and stud |
Coefficient K 1 for groups of combinations |
|||||||||||||||||
|
10X11H23T3MP 13X11Н2В2МФ VT 16 VTZ-1 Carbon | ||||||||||||||||||
|
High and low | ||||||||||||||||||
|
The estimated destructive tensile force of the bolts, not standardized in the current industry documents, should be calculated: 1) for brass bolts / 1C59-1 according to the tensile strength of the material; 2) for bolts from steel 30HGSN2A according to the maximum permissible long-term with a tensile stress of 450 MPa (45 kgf / mm). 4. The value of the torque on the key (//) in Newton meters is calculated by the formula M * K.K. / V, where - the coefficient of proportionality of torque and axial torque, shown in table. 3; Kj - correction factor depending on the shape of the rotated part, are given in table. 4. Table 3 |
||||||||||||||||||
|
Screw thread |
Coefficient K, for groups with |
accountability |
||||||||||||||||
|
screws and studs | ||||||||||||||||||
4n. " And "do\u003e lmkat"
Continuation of the table. 3
Screw thread
Coefficient K 2 for groups of combinations
|
screws and studs | ||||||||||
Note. The values \u200b\u200bfor combinations with self-locking nuts should only be used for tightening forces of approximately equal to P max. "
Tablia 4
5. Tightening of bolts, screws and nuts is performed smoothly until the specified torque is reached, while jamming of bolts, screws in the hole is not allowed.
6. Compliance with the requirements of the standard provides axial tightening forces within:
1) from 0, QP max to 1, OR tal - during rotation of a non-self-locking nut;
2) from 0.4 rta to 1.0 rta - during rotation of the bolt, screw and self-locking nut.
7. An example of determining the tightening torque of a bolt is given in Appendix 2.
8. The maximum permissible torque on the wrench M and the tightening torque P max of bolts, screws with normal height heads and studs in combination with high nuts, depending on the material of the bolt, screw, stud and combination group, calculated according to this standard, are given in Appendix 3 .
OST 1 00017-69
ANNEX 1 Background
BRANDS, RECIPES AND CONDITIONS FOR APPLICATION AND APPLICATION OF GREASES
Table 5
Marie, Tu Yala r-pt lubricant
Do spruce applications
Mineral
Petrolatum PS OST 38 01117 Grease PVK GOST 10537 Grease AMS-3 GOST 2712
Kästyo ala oyauvavay in a hot form at a temperature of 70-00 ° C
Lubricant VAL-2
VAP-2 on current industry documents
Pouring jam with subsequent hot drying. Layer Thickness 10-15 Mom
To an ambient temperature of 300 ° C Allowed we accept! nanny in the environment of fuel
Raw by brush or dipping
To ambient temperature
Chalk ointment
MS-8P oil
OST 38 01163 - 2 weight parts
Fine grinding chalk (tooth powder) - 1 part by weight Stir thoroughly before direct baking
By dipping ala with a brush
To an ambient temperature of 800 ° C
Speiliaaya M 1
S
Tech Heat
GOST 1045 - 22 g Paradene GOST 23683 - 52 g Tryahloratalei GOST 0076 - 1 l Degrease parts I dip in a grease heated to a temperature of 40 ° C Keep in the grease for 5 minutes Dry for 5 minutes at room temperature
The solution and its vapors are toxic until dry.
Dipping
To an ambient temperature of 100 ° C
Continuation of the table. 5
Name
Brand, technical specification or lubricant recipe. Application method. Application conditions
Sealants:
By current industry
documents
Anaerobic
composition
Notes:
1. The increased thickness of the VAP-2 lubricant layer and its sagging in the thread cause difficulties when screwing the nuts by hand, however, the relationship between the torque and the tightening force close to R tal is not affected.
2. Prior to greasing with primers and sealants, fasteners must be degreased to prevent breakage during tightening. Tighten over the pot life.
OST 1 00017-89 S. 14
ANNEX 2 Background
AN EXAMPLE OF DEFINITION TO RUT ITS HER TORQUE OF THE BOLT TIGHTENING
1. Accept:
1) a bolt, a gaikh and a washer - made of ZOKHGSA steel, cadered;
2) M8 thread, high high;
3) during assembly, the nut rotates;
4) grease - cannon;
5) the required minimum force pulling the package according to the calculation of R t; p -15.0 kN (1500 kgf).
2. The procedure for determining the torque:
1) determine the number of the group to which this combination belongs, according to table. 1.
The accepted combination belongs to group 2;
2) for a guaranteed minimum tightening force
^ min ■ 15.0 kN (1500 kgf) determine the required maximum tightening force (^ / groin pot) ^ n *
/ groin on / pr
25.0 kN (2500 kgf);
3) check the admissibility of the selected maximum torque
< Р таж доп по т ‘‘ бп - 2 V°’ 68:
according to OSP 31100-80 Рр р -38.0 kN (3800 kgf);
P max additional -0.68.38.025.8 kN (2580 kgk :).
The requirement of paragraph 3 is satisfied. Tightening force is permissible. If
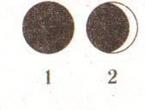
P max / P\u003e P t 4) calculate the torque //; according to the table 3 K2 -0.78; according to the table 4 K -1.00 M; M -0.78.1.0.25,0-th -19.5 Nm (1.95 kgf-m). Round to the nearest preferred number; M \u003d 20 Nm (2.0 kgf-m); 5) write in the drawing: A7 -20 Nm + 2 Nm (2.0 kgf-m + 0.2 kgf-m). Them. Hi doSlagaga G Im * mdmm | a | 1 ^ MAXIMUM PERMITTED TO RUT YASHIN MOMENT ON KEY AND BOLT TIGHTENING EFFORT. SCREWS WITH HEADS OF NORMAL HEIGHT AND PINS IN COMBINATION WITH HIGH NUTS, DEPENDING ON THE BOLT MATERIAL. SCREW. STYLES AND STANDARDS Table 6 Sochotin group 1 VT 16 VT 3-1 Them*. Duvmsaga number ■ m Hi mdmish Continued * you. 6 The group combined * "2 VT 18 VT 3-1 13X11N2V2MF Nm Hi lylniiTi Nm Hi -in. iMM Continuation of the table. FROM Corpses of coHiTtiiM 2 Combination Group 3 ZOHGSA 16HSI 40XH2MA 07X16H6 VT 16 VTZ-1 Stele. 45 Steel 25 Oia Mi 1 Prolzheava table. 6 Group combine 4 Practice has shown that during installation and operation of critical threaded connections, it is necessary to control the tightening force (tension), since excessive or insufficient tightening can lead to breakdowns of threaded parts. The most accurate results are achieved with the control of the first method. It is widely used when checking the tightening of especially critical threaded joints - connecting rod bolts, coupling bolts, compressor rotors, etc. When using long bolts (studs), you can measure the change in the distance when tightening between the end of the bolt and the housing, using indicators or patterns for this. Sometimes, to determine the tightening force during installation and operation, bolts (studs) with a central drilled hole in which the rod is fixed are used. The length of the rod is selected so that when fully tightened, the end of the rod would be flush with the end of the bolt (stud). To control the strength tightening critical screw connections apply wire strain gauges (glued to the smooth part of the bolt or poured into the central hole), which after measurement can remain on the part during further operation. Effective in some cases pneumotensometric method control of the tightening force, based on recording changes in air flow through the annular slot of the washer placed under the nut during its deformation. In a number of countries widely apply shaped washerplaced between the supporting end face of the screw or nut head and the body part. The washer first comes into contact with the abutment face surface 1, and then, as the screw is tightened, surface 2. The tightening force determined by the gap is controlled by increasing the tightening torque M0 (due to an increase in the moment of friction forces on the end of the nut). For critical threaded connections, ultrasonic tightening control is used. Sometimes the tightening force is controlled by the angle of rotation of the nut. In this case, in technical conditions, the angle of rotation of the nut (in degrees) is indicated on the assembly of the threaded joint. Measurement of the angle of rotation of the nut during installation with an ACCURACY of 10 ... 15 ° does not cause difficulties; it is performed using dimensional pads, templates, etc. Usually, the compliance of the bolt is of primary importance, however, for compliant flanges and in the presence of some bending in the parts to be pulled together, their compliance must be taken into account. Advantage angle control method lies in the fact that it is not connected with the forces of friction and does not, therefore, depend on the individual characteristics of the threaded connection. Another advantage of this method over the previous one is its simplicity. However, due to the complexity of determining the compliance of the parts to be pulled together, the initial angle p0, at which the gaps in the joint are completely selected, this method is not always effective. The accuracy of ensuring the specified tightening force when monitoring the angle of rotation of the nut is not more than ± 20%. The method of controlling the tightening force by the angle of rotation of the nut is unsuitable for connections with short bolts, since the calculated angle of rotation of the nut for such bolts is small and the errors of the method are most affected. The easiest to practice is indirect torque control method, based on the measurement of torque using graduated wrenches: torque and limit. In limit wrenches, the tightening torque is limited by squeezing couplings or friction restrictions. When the specified tightening torque is reached, the key either turns off or a special signal (sound or light) is emitted. By the order of the Department of Design and Experimental Works of the USSR Ministry of Automotive Industry dated December 21, 1973 No. 9, the deadline for introduction is set 1. This industry standard applies to the tightening of threaded joints of metal products with nominal thread diameters from 6 to 24 and determines the maximum and minimum tightening torques of fastening threaded joints depending on the size, strength class according to GOST 1759-70 and joint class according to OST 37.001 .031-72. The standard does not apply to tightening joints with screws, self-locking bolts and nuts. 2. The maximum torque of the joint, the thread of which is coated and lubricated and not specially degreased, as well as for general purpose and non-essential joints (according to OST 37.001.031-72) if coated, is selected according to the table. Note : Moment values \u200b\u200bfor critical and critical compounds indicated in the table can be adjusted depending on the coatings used. If greases are used during assembly, the torque values \u200b\u200bindicated in the table should be reduced depending on the greases used * The correction value is determined experimentally and is rounded to the nearest value according to OST 37.001.031-72. 3. Based on the selected maximum tightening torque of the threaded connection and the connection class, the minimum tightening torque is determined from the table of the series of torques OST 37.001.031-72. Maximum twisting tightening of connections *, kgf.m Nominal thread diameter Turnkey SizeS heads, bolts (nuts), mm Thread pitch **, mm Strength classes according to GOST 1759-70 Bolt 10.9
12.9
Nut 4;5;6
8;10
10;12
1,25
12 - 14
1,25
14 - 17
1,25
17 - 19
1,25
10,0
12,5
16,0
19 - 22
10,0
16,0
20,0
25,0
22 - 24
11,0
14,0
22,0
32,0
36,0
24 - 27
16,0
20,0
32,0
44,0
50,0
27 - 30
22,0
28,0
50,0
62,0
70,0
30 - 32
28,0
36,0
62,0
80,0
90,0
32 - 36
36,0
44,0
80,0
100,0
* The moment values \u200b\u200bindicated in the table are also valid when screwing the bolts “into the body” while observing the recommendations for the make-up length according to GOST 11765-66 and GOST 11766-66. ** When using threaded connections with a large pitch, the tightening torque is assigned according to the same table. When using threaded joints with a smaller pitch, the moment is determined by the design developer. 4. Maximum at minimum tightening torques for threaded fasteners: especially responsible details; packages of spring parts (springs, etc.); as well as parts with cushioning pads; working in special load conditions (adjusting, locking, etc.); non-ferrous metal and alloy parts, parts from other materials (including insulating); pipe connections and hollow bolts; cone parts; are established by the designer of the design on the basis of appropriate calculations and experiments, and should not be higher than the values \u200b\u200bselected in p. 2 and 3 of this standard. Note . It is allowed to underestimate the magnitude of the torque in justified cases when the fastener is used (in order to unify or reduce the range) is more durable than required by the working conditions. 5. The values \u200b\u200bof the maximum and minimum tightening torques for screwing the stud “into the body” are taken equal to half the corresponding moments for tightening a bolt (nut) having the same thread sizes, coating and lubrication. 6. In the event that torque specifications are not specified in the drawing or technical specifications, the maximum torque is selected according to the table of this standard, and the minimum is accepted for the third connection class according to OST 37.001.031-72. At the same time, the drawing or technical specifications should have the inscription: "Unspecified tightening standards for threaded connections according to OST 37.001.050-73". Note . For threads larger than M24, in the absence of an indication of the tightening torque, the moments set for thread M24 are accepted. 7. Technical requirements for tightening fastening threaded connections according to OST 37.001.031-72. Deputy ch. ZIL designer A. Zarubin Deputy Director of US V. Chernyaykin The beginning standardization department E. Levenson Head department of standards Yu. Shebalin Head of BNS 3av. quality department Head the laboratory L. Egorov A. Lisevich Art. department engineer E. Babaeva Agreed: Director of VNIINMASHV. Verchenko Head Technical Department Itskov Head laboratory B. Piven EXPLANATORY NOTE 1. In accordance with the Minutes of the conciliation meeting of December 16, 1973 on the discussion of the 2nd edition of the OST project "Tightening standards for threaded joints", the following changes were made to the final version of the draft: a) The name OST is changed: "Tightening of threaded connections. Tightening norms"; b) clause 1 of the second sentence has been edited: "The standard does not apply to tightening the connections with screws, self-locking bolts and nuts"; c) Clause 2 has been edited: "The maximum torque of the joint, the thread of which has no coating and fairy tales and is not specially degreased, as well as general purpose and poorly responsible joints (according to OST 37.001.031-73) with coating, is selected according to the table" ; d) In the table, the second column is entitled "turnkey size" S mm of the bolt head (nut); e) In the table for strength class 6.8, maximum moments are set to 1.0; 2.5; 5.6; 10.0; 16.0; 22.0; 32.0; 50.0; 62.0; 80.0; f) In the table for strength class 10.9, the classes of nuts are corrected by 8; 10 and the maximum moment is set to 1.25; 3.6 onwards; g) To paragraph 4, a new text of the note is given: “It is allowed to underestimate the magnitude of the torque in justified cases when the fastener is changed (in order to unify or reduce the nomenclature) more durable than is required by the working conditions." 2. Wishes of the enterprise to include in the OST the norms of tightening of bolts and nuts for strength classes below 5.8, for nominal sizes of threads from 1 to 6 and over 24 mm (up to 100 mm), for different steps, various materials and coatings, welded it was not possible to satisfy nuts of various shapes of heads due to the lack of verified literature and experimental data. 3. It is not possible to satisfy the wishes of enterprises to combine this standard with the current OST 37.001.031-72, because OST 37.001.031-72 applies to a much larger number of threaded joints than this OST. For the convenience of using both standards, upon their subsequent re-publication, they will be stitched in the form of a collection. 4. It was considered appropriate to satisfy the wishes of enterprises on the joint implementation of this OST and OST 37.001.031-72. 5. In order to ensure the implementation of this OST is recommended; a) US to publish the standard in the second quarter of 1974; b) Manufacturers and holders of originals of design documentation to make the necessary clarifications in the design and technological documentation in the third and fourth quarters of 1974). 6. It was deemed advisable to ask the Ministry of the Automotive Industry to oblige the Office of the Chief Technologist to develop a standard-size range of torque wrenches and wrenches that provide testing and tightening of threaded joints in accordance with OST 37.001.031-72 and OST "Tightening threaded joints. Tightening norms" and organize them centralized production.
In engineering, the most common control methods based on measurement are:
The tightening force of critical threaded joints is sometimes controlled using a measuring washer and ring. which is supplied with the connection in addition to two conventional washers. The measured washer and the ring differ in height by the amount of the gap, which is selected so that when the calculated load on the bolt, the washer receives plastic deformation. The rated load is determined by clamping the ring (at this moment it cannot be turned using a thin pin inserted into one of the three holes in the ring). The test results, conducted in laboratory conditions and in operating conditions, showed that the error in measuring the tightening force is ± 10%. This allows you to assign a tightening voltage in the bolt equal to 0.7 at. When using less accurate methods of tightening control, it is necessary to reduce the tightening stresses to (0.4 ... 0.5).
In torque wrenches using special devices (elastic elements) at each moment of time, the applied torque is measured. Tightening stops when the moment on the key reaches the value established by the technical conditions.
The use of graduated wrenches is based on the connection of the torque on the key and the tightening force. The moment applied to the nut is balanced by the moments of friction in the thread and at the end of the nut.
on scientific work
operation and repair
automotive technology
standardization of durability
standards
to the final version of the OST project "Tightening of threaded connections. Tightening norms" instead of N 8015-59