DIY snare drum dimensions. How to make a combined drum for a well with your own hands: practical tips. Methods for attaching a drum to a well shaft
The drum of a steam boiler with natural circulation, as well as the housings of steam generators and heat exchangers, are a closed cylindrical vessel with spherical or elliptical bottoms with manhole holes.
According to the manufacturing method, housings and drums can be divided into several types:
1. welded vessels;
2. forged vessels.
The use of forged vessels is very limited due to the large amount of metal waste. Sometimes reactor and steam generator vessels of nuclear power plants are made forged.
Let's consider the production of welded vessels. Let us first introduce the 5 main types of vessels:
1. vessels with a cylindrical part made of one sheet, the shell is made by rolling and has one longitudinal seam;
2. vessels, the cylindrical part of which consists of two half-shells (troughs) welded together;
3. vessels, the cylindrical part of which consists of several shells connected by transverse seams, with each shell having one or two longitudinal seams made before the shells are assembled in the cylindrical part;
4. vessels consisting of two forged halves with crimped bottoms, the halves of the vessel are connected by one circumferential seam;
5. Forged vessels made from one forging.
The cylindrical part of the drum can be made with longitudinal and transverse (circular) welds. The number of longitudinal and transverse welds is determined by the diameter and length of the drum, as well as the possibility of obtaining a boiler sheet of maximum length and width.
The inner diameter of the drum is usually from 900 to 1800 mm. The thickness of the drum wall reaches 115 mm at a pressure in the drum of 156 atm. The length of the drum corresponds to the length of the boiler front and reaches 20 meters or more.
The weight of such a drum is more than 100 tons. To allow penetration into the drum, there are access holes in both bottoms, either oval shaped with a size of 400x325 mm, or round with a diameter of 400 mm. The cylindrical part of the drum has a large number of holes, to which various boiler pipes are connected using fittings.
The drum is the most important part of a natural circulation boiler. The boiler is fed with water through the drum; here the steam-water mixture from the boiler is collected and the steam is separated from the water. From here the steam goes to the superheater for superheating. To separate steam from water and purify it, various intra-drum devices are installed inside the drum.
Requirements for boiler sheets
For the manufacture of welded drums, boiler room calm sheet steel approved for use by Gosgortekhnadzor, smelted by open-hearth method or in electric furnaces, is used. The requirements for boiler steel sheets are very high. Boiler sheets are made from ingots or slabs.
Slab is a thick-walled, multi-rolled ingot with a length-to-width ratio of less than three. As a result of rolling, the cast structure is destroyed, the metal becomes more dense and homogeneous, as the crystals are reoriented.
Sheets are supplied cut on four sides. The edges of the sheets are trimmed using the fire method. After rolling and fire cutting, the sheets are subjected to high tempering.
The boiler sheet sent from the supplying plant must have a certificate indicating:
1 - name or trademark of the supplier plant;
2 - sheet designation according to the standard;
3 - chemical composition;
4 — heat number;
5 — rental number;
6 — results of mechanical tests and metallographic studies;
7 - type of heat treatment;
8 - parameters of the actual heat treatment regime;
9 - weight and size of the sheet;
10 — conclusion of the quality control department on the full compliance of the sheet with the requirements of the certification standards.
On the sheet itself, outside the post-processing zone, across the rolling on the front side, the following markings must be applied: designation of the sheet according to the standard, heat number, rolled number and QC mark.
Incoming control
To increase reliability at boiler-making plants, before supplying raw materials and semi-finished products into production, they always carry out incoming inspection of the incoming sheet. Incoming inspection serves as an additional barrier to defective products and identifies defects missed at supplier factories or arising from careless transportation and storage.
The requirements for incoming inspection at boiler-making plants are no different from the requirements for manufacturing plants. However, it should be taken into account that incoming inspection is a repeated inspection - an additional operation leading to an increase in the cost of the product.
Typically, incoming control consists of the following operations:
. document checks;
. external inspection and measurement;
. tests to determine chemical composition, mechanical properties and metallographic characteristics;
. checking the quality of the material using non-destructive control methods.
Before launching a sheet into production, it is necessary to check the availability of accompanying certificates, the completeness of the necessary information in them and their compliance with the requirements of technical specifications and GOSTs.
Without a certificate and frames, boiler sheets are not allowed into production.
Despite the primitiveness of external inspection, it allows you to reject sheets with the most serious defects.
During external inspection, each sheet is checked. The outer surface and edges of the sheet should be free of scale, cracks, deep scratches, caps, sunsets, slag inclusions and delaminations. The presence of markings and brands of the supplier is checked. The sheet is measured for length, width and thickness.
During transportation, warehousing and storage of materials, there may be cases when sheets of different grades of steel are in one place, and their markings have been erased. Chemical and spectral analyzes are used to determine the steel grade. Preference is given to spectral analysis, as it is faster and more accurate. One type of spectral analysis is steeloscopy. All sheets made of alloy steels (type 16GNMA) are subjected to steeloscopy to determine the presence of alloying elements, after which the steeloscopist places a mark on the inspected sheet. The results of steeloscopy are entered into the boiler passport.
Sheets made of steel grades 16GNMA and 22K with a thickness of 60 mm or more for the manufacture of drums and other high-pressure vessels (10 MPa), after checking the certificate data of external inspection and measurement, are subjected to ultrasonic flaw detection on a checkerboard grid 1 with cell sizes of 200×200 mm and throughout sheet perimeter 2 with a margin width from the edges of 200 mm.
Ultrasonic testing makes it possible to detect delaminations, shell cracks and gas pores in the thickness of the metal. The advantage of this method is the simplicity, speed and reliability of control, as well as the absence of the need for special premises and expensive equipment.
Editing sheets
Sheets intended for the manufacture of drums often have deviations from the flat shape. For sheet steel, the gap between the ruler placed on the edge and the surface of the sheet under control should be no more than:
in the direction along the rolling for sheets with a thickness of 4-8 mm -2 mm;
for sheets with a thickness of 2.20 mm -1.5 mm;
for sheets with a thickness of more than 20 mm - 1 mm;
across the rolling – no more than 1 mm.
In the manufacture of welded drums, the straightening of sheets and the processing of their edges are of great importance, since a good quality welded joint can only be obtained with well-straightened sheets and, therefore, with correctly processed edges.
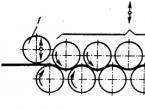
Machine straightening of metal is carried out on straightening machines.
1-guide rollers; 2 — upper straightening rolls; 3 - lower straightening rolls.

Multi-roll sheet straightening machines are designed for straightening rolled sheets. Under the influence of friction, the sheet is drawn in and passed between two rows of straightening rolls, arranged in a checkerboard pattern. Each section of the sheet experiences alternating multiple bends in opposite directions, with stresses exceeding the yield strength of the sheet material. As a result, any unevenness on the sheet is eliminated, and the sheet comes out of the machine flat or with a slight uniform curvature along its entire length.
The thinner the sheet and the harder the sheet material, the more difficult it is to straighten it and the greater the number of rolls in the machine should be. The most common machines in the steam generator industry are machines with 7-11 leveling rolls.
Work on a straightening machine is carried out as follows: the edge of the sheet to be straightened is inserted between the rollers. Then the entire row of upper rolls is lowered to a position in which the bend of the sheet necessary for straightening is created. After this, the rotation of the rolls is turned on, and after five to six times the reciprocating movement of the sheet in the machine, the sheet is straightened. The direction of movement of the rolls is changed using a reversible electric motor.
Since the sheet is subjected to plastic deformation, at which the stresses in the metal exceed the yield strength, and hardening of the metal occurs, then after straightening to remove the hardening, the sheet is in some cases annealed.
It should be noted that, as a rule, sheets thinner than 16 mm are subject to editing. Thicker sheets that are heated before bending are straightened during the bending process.
After editing, the sheets are sent for marking.
Marking
In the mass production of parts from sheet metal, they can be cut without preliminary marking, using stops. Usually, markup is a necessary operation.
Marking is used to determine the contour of the cut or machined part, to determine the locations and sizes of internal cuts, the location of the centers of holes, the dimensions of chamfers, the location of bending and machining boundaries, and in some cases to indicate the reference planes of parts.
The production of half-shells and bottoms begins with marking the sheet for cutting blanks, which is not difficult and is done using a ruler, compass, core and hammer.
Important circumstance! According to the conditions for assembling a vessel for electric welding, it is necessary to observe the transverse dimensions of the cylindrical part of the vessel and the bottoms with such accuracy that it should ensure a shift of the edges at the junction of the cylindrical part with the bottom by an amount of no more than 0.1 of the thickness of the vessel wall. Therefore, domestic boiler factories have adopted a system for manufacturing the cylindrical part of vessels with S≤45 mm based on the actual diameter of the bottom, measured in a cold state. This requirement is eliminated in the manufacture of thick-walled vessels (S>45 mm), since in this case the abutting edges of the shells and bottoms are machined to the specified dimensions.
The operation of marking a sheet for a shell or trough is performed according to the cutting chart, depending on the shell manufacturing technology. In the case of making a shell from two troughs by stamping or sequential bending on a press, the semi-shell blank is 1 - a rectangle with two shaped end sides.

The outer four protrusions 2 (two on each side) are used to transport the workpiece and the stamped half-shell; in addition, they are inlet and outlet strips for electroslag welding of longitudinal seams and places for installing small assembly brackets; the middle protrusion 3 is necessary for installing a powerful technological assembly bracket when assembling two half-shells into a shell. All these protrusions are technological and, as the shell is manufactured, they are removed by gas cutting.
The correctness of the markings is checked by the plant's Quality Control Department and if deviations from the dimensions do not exceed 5 mm (for a length of up to 10 m) and 10 mm (for a length of over 10 m), and the difference in the diagonals of the marked rectangle does not exceed 5 mm, the sheets are submitted for cutting.

The blank for the bottom is a flat round disk. On a steel sheet with a thickness equal to the thickness of the bottom wall, a center punch is used to mark a point in the center of the circle for the leg of the compass. The diameter of the workpiece is determined using calculation formulas in accordance with GOST 6533-78. If there is a manhole hole in the bottom, then it is marked for preliminary cutting, and the major axis of the manhole is located perpendicular to the direction of the fibers in the sheet.
When marking, it is necessary to take into account allowances for linear shortening from welding and they must be indicated in the technological documentation.
In the middle part of each blank marked on the sheet for stamping bottoms and shells (or for rolling) across the rolling, outside the post-processing zone, a marking is applied indicating:
sign of the sheet supplier;
steel grades;
heat numbers;
sheet numbers;
serial number of the workpiece;
bottom diameter and sheet thickness;
drawing designations.
Note: the last three points for boilers with pressure less than 4 MPa may not be indicated in the marking.
Metal cutting
In the manufacture of steam generator parts, two cutting methods are used:
. mechanical;
. fire or gas.
Oxygen gas cutting of metal is widely used for sheet cutting purposes. This cutting method is based on the ability of iron to burn at 1300-1350 C in a sufficiently strong and properly directed stream of oxygen so quickly that the areas adjacent to the combustion zone do not have time to heat up significantly. Gas cutting can be done manually, semi-automatically and automatically.

For automatic cutting, stationary gas cutting units are used, equipped with special tables for laying sheets for cutting. During the cutting process, the sheet remains stationary, and the cutter (or block of cutters) moves along the cutting line.
Manufacturing of shells and half-shells
Shells are made by rolling a steel sheet on bending rollers or stamping it, followed by assembly and welding of the half-shells (troughs) into the shell.
When making shells by rolling, two options for their manufacture are possible:
. shell rolling;
. rolling of half-shells with subsequent assembly and welding into the shell.
For rolling, three-roll or four-roll sheet bending rollers are used. Depending on the power of the rollers, bending is done cold or hot. For large radii of curvature, the sheets are rolled in a cold state, and for small radii, in a hot state.

The process of bending sheets on rollers is associated with such deformations of the sheet under the influence of external forces, in which the outer fibers of the sheet are lengthened and the inner fibers are shortened. The neutral line running through the middle of the sheet thickness remains unchanged during the bending process.
When bending on three-roll rollers, it is impossible to obtain the correct cylindrical shape of the shell - straight sections remain. When using three-roll rollers, the need to also have an edge bending press limits their use in the production of boiler drums. On the contrary, the possibility of bending edges in sheets on four-roll rollers has led to their widespread use.
Bending sheets using the rolling method consists of the following operations: installing a sheet with folded edges into the rollers, bending the sheet into a trough or shell and removing them from the rollers.
The process of sheet bending (deformation) begins from the moment the rolls rotate and the upper roll 3 is lowered on three-roll bending rolls or the simultaneous lifting of the side rolls 4 on four-roll bending rolls.
Rolling of the shell or trough 2 is carried out in one or more passes of the sheet in rolls 1,3,4 during which the sheet makes a reciprocating motion by changing the direction of rotation of the work rolls; bottom 4 in three-roll rolls and bottom 1 in four-roll rolls.
Shells are produced on rollers with a minimum diameter, sheet thickness and length limited:
. the minimum diameter of the shell is 1.25 times the diameter of the upper roll;
. maximum wall thickness – 90 mm;
. shell length no more than 3 m.

Thick-walled sheets are bent while hot. Sheets are heated to 950-1100 C in special sheet-heating furnaces with a retractable hearth.
During the heating process, you must carefully monitor the temperature. The duration of heating, depending on the material and thickness of the sheets, their size and quantity, is 2-4 hours.
Edge lining in sheets
The essence of edging is that before bending the sheet into a cylinder or trough, the edges of the sheet forming the longitudinal joint are bent to a given radius of curvature. Otherwise, the folded shell will not have a cylindrical shape due to the remaining unfolded ends a.

This happens because when bending in rollers, the end section of the sheet a remains almost flat; the width of this section is approximately half the distance between the centers of the lower rolls.

On three-roll rollers, the width of the flat section is 150-200 mm. When bending sheets in four-roll rollers, the flat section ranges from S to 2S depending on the length of the bent edge (S is the thickness of the sheet).
The importance of the operation of edging the sheets before rolling is determined by the fact that it guarantees the correct cylindrical shape of the drum; the latter is a prerequisite for ensuring high-quality welding.

To obtain the correct preparation of a joint for welding, the ends of a straight sheet are subjected to mechanical or fire treatment according to templates.

When rolling a sheet with folded edges, the sheet will be given the correct cylindrical shape.
Methods for lining edges:
1. Bending of the ends of the sheet in a cold and hot state under a hydraulic edge bending press (I - initial stage of edging, II - final stage of edging; 1 - punch, 2 - matrix, 3 - sheet).
2. Bending the ends of the sheet in a cold and hot state in four-roll sheet bending rolls.

Bending sheet ends under an edge bending press
3. Pressing the ends of the sheet into the bending matrix installed on the lower rolls of three-roll sheet bending rollers.

Lining of sheet edges in four-roll rollers, 1 – lower roller, 2 and 5 – side rollers, 3 – upper roller, 4 – sheet

Lining the edges by pressing the end of the sheet into the bending matrix,
1-matrix, 2-upper roll, 3-sheet, 4-lower rolls
A progressive method is the manufacture of shells from two half-shells.
Half-shells (troughs) for subsequent assembly into a shell are made on a hydraulic press:
. stamping method in a closed die;
. by sequential bending in an open die (universal bending method).
Stamping and bending of half-shells is done hot.
The workpieces are heated in heating furnaces with a sliding hearth. Several workpieces are placed on the extended underside through spacers. In order to reduce metal scaling, the furnace is preheated to a temperature of 700-800 C. The half-shell blank for stamping is heated to a temperature of 950 C.
The heated workpiece is fed onto the die matrix and centered. First, bend the workpiece to half the height of the half-shell, carefully removing scale from the workpiece and matrix with compressed air. After this, the press traverse is lowered and the final stamping of the half-shell is performed.
For stamping half-shells of different diameters or wall thicknesses, various stamps are required, the production of which is quite difficult and expensive. A more universal method that does not require expensive dies is the method of manufacturing half-shells by sequential bending in an open die.
The method of bending on a hydraulic press is used to produce mainly half-shells (troughs) for welded high-pressure drums with a wall thickness of up to 100 mm or more. Each of the shells, which make up the cylindrical part of the drum, is welded from two identical half-shells - troughs, bent in a hot state on a hydraulic bending press.

Bending is performed using a simple universal die, consisting of a punch a and two support blocks b, installed on the table of the bending press, manipulator pusher c.
The technology of bending a half-shell on a bending press includes a number of sequential transitions carried out over several press strokes.
On the universal matrix, the first bend of the sheet is made with a universal punch at a distance of 100 mm from the edge. It is technically impossible to bend closer to the edge. After bending, the edges of the half-shell remain unbent with a width slightly less than the distance between the support blocks. Therefore, the width of the workpiece is taken with an allowance on the side equal to two to four times the thickness of the sheet. After bending, the straight edges of the half-shell are cut off.
To bend half-shells in a hot state, the workpieces are heated in a furnace to 1100 C. Cooling of the workpiece during bending on a press is allowed to a temperature not lower than 800 C.
Stamping of bottoms
I - position of the press before stamping; II - beginning of flanging the bottom; III - end of flanging; IV - the beginning of removing the finished bottom from the punch; V - completion of removal of the finished bottom; 1 - blank; 2 - punch; 3 – broaching ring; 4 – ejector.
Stamping of the bottoms is carried out on hydraulic presses. The stamping process must end at a metal temperature of at least 880 C (normalization temperature). To ensure the specified temperature, it is necessary to heat the workpieces to 1050-1100 C. To avoid cooling of the heated workpiece, feeding it to the press, installing it in the stamp and deforming it must be carried out without the slightest delay.
Excess metal along the height of the cylindrical part of the bottom, resulting from the extraction of metal during the stamping process, must be trimmed, leaving a minimum and uniform allowance for machining.
Stamped half-shells and bottoms have a large layer of scale that must be removed, which is achieved by heating these parts with a gas burner. When heated, scale falls away from the base metal, since its coefficient of thermal expansion differs from the similar coefficient that pure metal has. However, some of the tightly adhered scale still does not fall off, and for final cleaning of the parts, an air chisel or a grinding machine is used.
Continuation of the article about making drums.
If in your region there are at least 1-2 large manufacturers of cable products, then perhaps the idea of opening a cable drum production facility will suit you. Although it is not only manufacturers who need cable reels. There are a large number of cable depots where the cable is cut and rewound. They all require cable drums to transport the cable and wire. Here's what they say on the forums (homeidea.ru):

Cable drums, or cable reels as they are also called, are used for winding, transporting and storing cable products. Available in sizes 5 to 22. For cable drums, GOST 5151-79 “Wooden drums for electrical cables and wires” is established.

Cable drums are needed, first of all, by those who produce cable products. There is a supply on the market, but often wooden drums are supplied in not very good quality, made in garage conditions, using old equipment from the 80s and 90s. If you can offer a better quality product, then you will always have a buyer. The wholesale price for wooden cable drums of size 8 starts from 800 rubles, for size 22 - from 2500 rubles per piece. In fact, even a small workshop with 6 workers can produce up to 15 cable drums per shift. The monthly turnover of such a micro-enterprise will be at least 400 thousand rubles. In addition, the company can also produce other wood products, for example, wooden pallets.
It is advantageous to locate production where there is a sufficient raw material base: logging enterprises, sawmills. Cable drums are a fairly large product, so their production requires the availability of sufficient production and storage facilities. The approximate structure of the enterprise is as follows:
- production workshop - from 150 sq. m;
- mechanical repair shop - from 50 sq. m;
- warehouse - from 100 sq. m;
- office and staff premises - from 20 sq.m;
- shower and bathroom - from 8 sq.m.
Availability of central water supply and sewerage is required. For year-round production, a heated room is required. Thus, you will need to rent production space of 300 sq. m. m. Depending on the region, monthly rent will cost from 80 thousand rubles.
The main costs at the start of a business will go to the purchase of equipment. On the market of equipment for the production of cable drums, manual and automatic lines are distinguished. If you want to save money at the start, then take b. u. hand lines. You can open a full-fledged production with up to 5 million rubles. At the same time, get ready for the fact that you will have to create a staff of 15-20 people who will be employed directly in production. One worker can produce 2-3 drums in an 8-hour shift. Accordingly, to produce 50 drums per shift, 25 people will be required. As an example, the words of the user “Roman Valerievich” from the professional forest industry forum wood.ru:
The purchase of automatic equipment, a line for the production of cable drums, will cost several times more than manual equipment. We are talking about amounts of 10 million rubles or more. But automation will make it possible to produce higher quality goods, where the likelihood of defects inherent in manual production is minimized. In addition, the need to hire a large number of workers is significantly reduced, which significantly reduces the fixed costs associated with paying wages. Hence, the cost of production will be lower, and there will be additional scope for setting prices for products. The product will be more competitive.
The most reliable lines for the production of cable drums are produced in Spain and Italy. For example, Bobimatic processing center for cable drums (Spain):

Such a device cuts a circle (bobbin) from a knocked together board, chamfers it, mills the circle of the neck, drills holes for bushings and pins, and cuts out a concentric groove for the neck.
The Italian Corali lines have even greater functionality and include a nailing machine, a hole drilling machine, a forming and milling machine, a cleaning section, a mechanical stacker, and a chain conveyor. This line makes it possible to produce drums with jaw sizes from 600 to 1250 mm, from 1000 to 2500 mm. The line can be operated by only 4-6 people. And its productivity is at least 800 finished products per shift.
There is another option for organizing such a business - purchasing ready-made production. For example, on Avito there are offers for 11 million rubles:

The advantage of this option is that you get a ready-made working model with an accumulated client base. Buy and earn income. Another question: how profitable is this production, and is it profitable at all...
Every drummer has at one time or another turned a snare drum upside down and looked at it through the clear bottom head, wondering why everyone thinks drum making is such an advanced science. And in fact, its design seems surprisingly simple: just a round tub with various metal elements screwed to it. But appearances can be deceiving. In fact, the precise geometry for which the snare drum is famous for its well-known properties was developed over centuries, through trial and error, with the help of books with many physics equations.
We decided to show you what it takes to get that amazing sound that makes millions of grooves. To figure this out, we enlisted the help of Bill Detamore, the man behind Pork Pie, a well-established Southern California custom drum company known for its beautifully colorful designs and wildly original ideas. Of course, we don't expect you to rush out to get the necessary parts and buy equipment to make your own snare drum (although, of course, you can try). We just want to show how deceptive the external simplicity of this complex instrument is.
The first step is to shape the tub and cut it to the desired size. We then measure the shell and outer cover and cut the latter to the appropriate size. Both the coating and the tub need to be pre-treated a little with sandpaper before proceeding directly to gluing, so that the rough surface promotes better adhesion to the glue. After this, we glue both pieces and roll them together to ensure a stronger adhesion.
Upon completion of gluing, we seal the joints, which is one of the most important points when applying the coating. This technique is performed slightly differently in each company. We believe that when sealing a joint you need to ensure it is as strong and durable as possible, so we use a special chemical that fuses both edges of the sheeting together so they never come apart.


We then trim off the excess coating with a small hand cutter. This is a fast step in the process.

After this, the edges are trimmed. Using two different router heads, we trim the edges four times to ensure an outer cut at a 45 degree angle and an inner cut on the opposite side that will meet the outline of the plastic. Our goal is to create an edge through which vibration would be effectively transferred from the head to the shell.

Now it's time to prepare the drum for marking and drilling by attaching duct tape to strategic sections of the shell. The tape allows you to mark lines and drill points where various metal pieces will be attached, and also helps you drill through the shell cleanly with minimal splintering. This process requires precision. If the markings on the tub are somehow made incorrectly, the result will be irreparable.

This device is a cutter with which recesses for springs are made. Once we have cut out the notches on it, we use a file to finalize the contours of the notches. The result is an almost imperceptible groove that attracts the drum strings to the head for maximum distinctive sound.

 After completing the recesses, we turn our attention back to the edges - we process them manually using sandpaper of two different numbers to make them as smooth as possible.
After completing the recesses, we turn our attention back to the edges - we process them manually using sandpaper of two different numbers to make them as smooth as possible.
When the edges are ready, we sand the inner surface of the shell with sandpaper, and quickly polish the coating on a polishing wheel.
Now it's time to add the finishing touches to this beauty, including Bill Detamore's signature (which he puts on every reel). And at the end, put on the heads and rims - and you can play!

Translation made with permission of the copyright holder DRUM! magazine..
The drum is the oldest percussion instrument. It is believed that the inhabitants of Mesopotamia were the first to use them. A little later they appeared in Ancient Egypt and Sumer. Drums were an integral part of mysterious rituals, religious ceremonies and ritual dances. At that time, they were made from solid wooden frames, hollow inside, and animal skin membranes. Now the process of creating drums, as well as the materials used, have been improved, which has made it possible to establish mass production of these instruments. The need for street military bands to perform indoors prompted the invention of the drum set. The parts that were performed by three musicians were combined into one thanks to the drum set!
Nowadays, the drum body is made multi-layered from thin maple boards of a certain width, fastened together by so-called lamination, or made of metal. The sound of a multi-layer drum is more booming compared to an instrument made from a single log of wood, and the sound of a metal drum is sharper and louder, unlike a wooden drum. In the case of metal, the drum body is cast from a liquid alloy of copper and tin. Next, the body is ground and polished, achieving a perfectly smooth surface. Using a robotic drill, holes are drilled in the body to attach various parts of the future drum and to set its volume. Then the edges of the cylindrical blank are cut to an angle of 45 degrees. The holes and recesses in the case are ground and polished by hand. To ensure that the instrument lasts as long as possible, it is coated with a protective varnish. During the assembly process, tension devices are inserted into the drilled holes to control the tension of the membrane. Next, in the case of making a kit's snare drum, a mechanism is attached that allows you to switch sound modes and play with or without strings. The membranes are secured with chrome hoops. They are made from very durable polyester, which, unlike genuine leather, is not sensitive to changes in temperature and humidity. The lower membrane, made of transparent polyester film, is much thinner than the upper one, and quickly transmits sound to the strings. Copper, steel or brass are used to make drum strings. They are pulled parallel to the lower membrane and connected to the tension controller.
For a louder sound, there is a low-sounding drum. It has a slightly different shape, and the membrane is stretched in such a way as to produce lower sounds. Each drum is completed with inspection, tuning and sound testing.
If you would like to learn how to play them, come to Jam`s cool music school. Here you can not only master the drum kit from scratch and develop a sense of rhythm, but also gain experience playing as part of a real musical group.