Hogyan kell forrasztani gyanta forraszanyaggal. Mit kell vásárolni a forrasztópákával való forrasztáshoz? Hogyan kell forrasztani egy huzalt: a folyamat
Mielőtt bármit is forrasztana vagy besugározna, be kell szereznie a megfelelő anyagokat és szerszámokat. A forrasztópákával való forrasztáshoz a legfontosabb dolog egy forrasztószerszám, ón és folyasztószer.
A forrasztás az a folyamat, amikor az elemeket forraszanyag bevitelével kötik össze.
Ezeken kívül szükség lesz egy állványra a forrasztópáka számára és mindenféle tartóra a forrasztandó alkatrészekhez. Nem nélkülözheti a fogót, az oldalvágókat, a kést és a mérőszalagot.
A lámpatestek kiválasztása

A tűz elleni védelem érdekében forrasztáskor forrasztópáka-állványt kell használni.
Az alkatrészek rögzítésére szolgáló lámpatestek kiválasztása a képzelettől és a megszerzett készségektől függ. Ez lehet mindenféle bilincs, csipesz, satu, amelyek célja az alkatrészek kívánt helyzetének és mozdulatlanságának biztosítása. A forrasztópáka állványa megakadályozza, hogy az asztal, amelyen dolgoznak, és más környező tárgyak a hőmérséklet miatt károsodjanak. Nagy szerkezetek forrasztásakor szükség lesz az alkatrészek fűtésére. A forrasztópáka hőmérsékletének beállításához használhat dimmert - dimmert.
Ha rendszeresen kell forrasztási munkát végeznie, akkor a legjobb megoldás egy forrasztóállomás használata. Az ilyen állomások olyan eszközzel vannak felszerelve, amely a szerszám hegyének hőmérsékletét a megadott határokon belül állítja és tartja. Az ilyen állomások csomagja általában nagy számú tartozékot tartalmaz. A forrasztó gyakran olyan helyzetben találja magát, hogy nincs elég keze. Van egy „harmadik kézből származó” eszköz, amely lehetővé teszi az összekapcsolandó alkatrészek kényelmes elhelyezését és rögzítését. A hegy tisztításához habszivacsot használnak.
Vissza az indexhez
Forrasztópáka kiválasztása
A forrasztópáka a teljesítménytől, a hőmérséklettől és a fűtési módtól függően többféle kivitelben készül. Ugyanezek a paraméterek határozzák meg a forrasztópáka kiválasztását, a forrasztandó tárgytól függően. A fűtési módszer szerint az eszközök elektromosak, gázok, külső forrásból - fúvólámpából, tűzből, kovácsból - fűthetők. Az elektromos forrasztópákák teljesítménye 12 és 250 watt között változik. A választás a munka céljától függően történik: mikroáramkörök kiforrasztása, vékony vagy vastag vezetékekkel és nagy fémtárgyakkal való munka. A biztonságos forrasztás érdekében a 12 V-os vagy 36 V-os forrasztópákák működnek, de ezekhez adapter hardver szükséges. A feszültség 220 V lesz. Vannak önerős forrasztópákák. Az akkumulátorok töltése 2 óráig tart.

A forrasztás kényelme érdekében különféle formájú és méretű forrasztópáka hegyeket használnak. A csípés anyagaként kovácsolt rezet használnak. Kényelmesebb olyan szerszámot használni, amely cserélhető hegyekkel rendelkezik, és a hegy hosszának megváltoztatásához igazodik. Vastag falú alkatrészek forrasztásánál kalapácsos forrasztópáka használatos. Egy ilyen forrasztópáka helyreállítja az autó radiátorait
Néhány forrasztópáka gázt használ a fűtésre. Egy kis égőt kompaktan építenek fel egy gáztartállyal, amelyet ugyanúgy töltenek fel, mint egy hagyományos öngyújtót. Egy ilyen forrasztópáka önállóan és újratölthetőként is használható.
A forrasztópáka és a segédszerszámok mellett a forrasztás nélkülözhetetlen. Sokféle forrasztóanyag létezik. A legtöbb forrasztóanyag ónt és ólmot tartalmaz. A forraszanyagok közötti különbség a különböző olvadási hőmérsékletekben és a készítmény keménységében. A forraszanyagok megjelenésének különböző konfigurációi vannak. A legkényelmesebb a forraszanyag használata huzal vagy rúd formájában. A belsejében folyasztószerrel ellátott forrasztórudak vannak.
Folyasztószerek szükségesek a szennyeződések és oxidok eltávolításához az összeillesztendő alkatrészek felületéről és az olvadt forrasztásról. A folyasztószer jó nedvesíthetőséget és diffúz behatolást biztosít a fémszerkezetbe.
Az egyik népszerű folyasztószer a kolofónia.
Ez az anyag számos fluxus része. Forrasztópáka, forrasztóanyag és folyasztószer birtokában már forraszthat. Minden további, ami a forrasztáshoz szükséges, a tapasztalattal egyidejűleg szerzik meg.
A forrasztás az a módszer, amellyel állandó összeköttetést hoznak létre úgy, hogy az érintkezési zónába olvadt anyagot vezetnek be, amelynek olvadáspontja alacsonyabb, mint az összekapcsolandó részek anyagaié. A technológia gyakorlati elsajátításával megtanulhatja a forrasztópákával való helyes forrasztást.
A készülék célja
Az elektromos forrasztópáka 12 és 220 V közötti tápfeszültséggel készül. Nehéz kis teljesítményű szerkezetet nagyfeszültségre gyártani, mivel ehhez sok vékony huzalréteg szükséges, ami a méretek növekedéséhez vezet. Ezenkívül a munkabiztonsági feltételek alapján választják ki.
A forrasztópáka teljesítményét egy egyszerű táblázat segítségével kényelmesen kiválaszthatja:

Az optimális csúcshőmérsékletet manuálisan vagy automatikusan tartják fenn. Ehhez tirisztoros szabályozókat használnak.
Az élettartam növelése érdekében a forrasztópáka vége kovácsolható. Ebben az esetben a réz kevésbé oldódik fel a forraszanyagban. A forrasztópáka használata előtt a hegyét egy bizonyos formára reszeljük. A leggyakoribbak a szögletes és vágott. Egy kés alakú vég van rögzítve a mikroáramkör több érintkezőjének vagy csatlakozótüskéjének egyidejű forrasztásához.

Eszközök
A forrasztópáka megfelelő forrasztása előtt a munkaterületet fel kell szerelni a szükséges szerszámokkal:
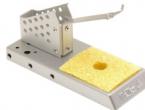
- Állvány. A fűtött készüléket állványra helyezzük. A fluxus helyeként is szolgál, és egy platform a vezetékekkel való munkavégzéshez. Ezenkívül egy „krokodil” van hozzáerősítve egy darab habgumival a csípés tisztítására.
- Háromlábú. Magasságban mozgatható és forgatható klipszeket („krokodilokat”), gyanta tálcát, forrasztópáka tartót tartalmaz.
- Eszközkészlet. Szükséges az alkatrészek alátámasztására, a vezetékek kívánt alakjának megadására és a forrasztási felületek tisztítására. Ezek az eszközök közé tartoznak a csipeszek, fogók, drótvágók, körfogók, reszelők, kés és csiszolópapír.
Forrasztási titkok

Hogyan kell használni a forrasztópákát?
Az idegen anyagok eltávolítása az alkatrészek felületéről csiszolópapírral és acetonnal vagy benzinnel történő zsírtalanítással történik.
A csípést reszelővel, rúddal vagy csiszolópapírral megtisztítják az oxidoktól és az égéstől.
A forrasztópákát felmelegítik, végét gyantával bevonják, majd ónozzák. Ehhez a hegyen lévő forrasztóanyagot fatömbbel dörzsöljük. A teljes munkafelületnek jellegzetes ezüst színt kell kapnia.
A forrasztás felmelegszik. Kis részét csepp formájában felvisszük a csomópontra és kiegyenlítjük. Szükség esetén hozzáadjuk a szükséges mennyiséghez, amíg be nem zárja az érintkezési pontot. A csatlakozási terület felmelegszik. Hogyan kell forrasztani a vezetékeket? A csúcsnak a vezetővel való érintkezésének a lehető legnagyobbnak kell lennie, és nem a hegynek, ahogyan azt a tapasztalatlan telepítők teszik. Ebben az esetben a gyantának továbbra is a forrasztóanyag cseppjén kell maradnia, hogy az oxidációja ne induljon meg. A forrasztási folyamat egy lépésben történik. Ha többször visszahúzzuk, és a hegyet az alkatrészhez nyomjuk, a forrasztóanyag szürkévé válik az oxidáció miatt, mivel a gyanta korábban elpárolog. A hűtési folyamat során az alkatrészeknek mozdulatlannak kell lenniük. Amikor a vezetékek elmozdulnak, amikor a forrasztás még nem szilárdul meg, mikrorepedések keletkeznek benne, amelyek rontják a csatlakozás szilárdságát és további elektromos ellenállást hoznak létre.
A gyanta maradványait alkohollal megnedvesített kefével távolítják el.
Forrasztóhuzalok
Megtaláljuk, hogyan kell megfelelően forrasztani a vezetékeket forrasztópákával. Mindenekelőtt a csatlakozásra szánt végeik kioldódnak a szigetelésből. Fontos, hogy a csatlakoztatott vezetékeket jó minőségben melegítse fel. Ehhez a csípés méreteinek meg kell egyeznie az alkatrészek méreteivel. Ha a forrasztópáka túl nagy, akkor a szomszédos elemek működés közben megsérülnek. Kis méretével a forrasztás megbízhatatlan lesz, mivel az alkatrészeket nehéz felmelegíteni.
A huzal előkészítése a szigetelés eltávolításából áll a végéről. Késsel vagy drótvágókkal távolítják el. A sodrott huzalt úgy kell megcsavarni, hogy az egyes részek ne lógjanak ki, és ónozni kell. Ehhez gyanta fürdőbe engedik, forrasztópákával egy csepp forrasztóanyagot vesznek, és többször átvezetik a rézhuzalokon. Az ónozás során a huzalt melegíteni és forgatni kell úgy, hogy a bevonat minden oldalon legyen. A további munkára való felkészülés érdekében az ónozott végét olvasztott gyantába mártják, és így „lakkozzák”. A felesleg ezután könnyen eltávolítható kézzel.
A forrasztóanyag gyenge ötvözet, kis terhelés hatására eltörik. A csatlakoztatandó vezetékek előre csupaszítva és csavarva vannak. Ehhez közös tengellyel kell rendelkezniük. Középpontjaikat kombinálni kell, majd az egyik vezetéket a másik hosszában csavarják. Hasonló műveletet végeznek a második véggel. Olvadt gyantát alkalmaznak a csomópontra, majd forrasztják. A csavart 2-3 másodpercig fel kell melegíteni.

Ha nincs elegendő forrasztóanyag, akkor azt hozzá kell adni, hogy a bevonat egyenletes és fényes legyen. Sokan nem értik, miért nem melegszik fel a kapcsolat még egy erős eszközzel sem. Hogyan kell ilyenkor a forrasztást forrasztópákával végezni? Az a tény, hogy a hő alulról felfelé terjed. Ezért a csavart alulról kell melegíteni. Túlmelegedéskor a forraszanyag szétterül, ha pedig nincs elég hő, laza a bevonat.
Az egyerű vezetékeket fényesre tisztítják, és gyantába mártják. Ezután csatlakoztatják őket, 3-5 másodpercig melegítik. és alkalmazzunk forraszt. A csupasz huzalra nagyobb átmérőjű hőre zsugorodó csövet helyeznek, ami a magasabb hőmérséklettől csökken, ami után megbízható szigetelés jön létre. Ha a tüske gyorsan lehűl, öngyújtóval melegítik fel. Miután elsajátította a vezetékek helyes forrasztását, folytathatja a bonyolultabb műveleteket.
Elfogadhatatlan a réz- és alumíniumhuzalok összecsavarása az érintkezési ellenállásban keletkező hő miatt. Rögzítésüket egy közbenső elemen keresztül hajtják végre, amely lehet csavarkötés, alátétekkel való elválasztással, kapocsbilincs, más fémréteg. Az ón alapú alumínium forrasztóanyag rézhuzalhoz is alkalmas, és megbízható közbenső rétege lehet ezeknek.
Rádió alkatrészek forrasztása
A rádióelemmel történő forrasztás csavarással vagy átfedéssel történik, hűtőbordával, például csipesszel. Az elektromos áramkörök számos részének melegítése nem haladhatja meg a 70 ºС-ot 3 másodpercnél hosszabb ideig.
A nyomtatott áramköri lapon a rögzítési helyet a furat kerülete mentén forrasztóréteg borítja. Ezután a vezető ónozott és gyantával bevont végét belehelyezzük. Felmelegítjük és egy csepp forraszanyaggal megnedvesítjük. A hegynek egyszerre kell érintenie a tábla tűjét és nyomvonalát. A felesleges forrasztás könnyen eltávolítható rézfonattal. A munka kiváló minőségben történik, ha minden forrasztási pont hasonló egymáshoz. A rádióelemek következtetéseit meghajlítják és beillesztik a tábla furataiba. A hátoldali végek enyhén hajlottak, hogy az alkatrész ne essen ki.
A forrasztópáka fűtött állapotban nem tartható sokáig szárazon. Oxidréteg borítja, és a csípést ismét meg kell tisztítani és ónozni kell. A végén mindig legyen egy réteg olvadt gyanta, és a munkavégzések közötti hosszú időközökben a forrasztópákát le kell kapcsolni. Ezenkívül a régi forrasztóanyagot rendszeresen eltávolítják szivaccsal.
A különféle berendezések tábláinak elemei statikus elektromosság hatására meghibásodhatnak. Előfordulásának megelőzése érdekében a forrasztópáka testét földelni kell.
Mikroáramkörökkel végzett munka
Fontolja meg, hogyan kell helyesen forrasztani a mikroáramköröket. A folyamatnak van néhány sajátossága. A mikroáramkörök nem bírják a túlmelegedést. Az illesztéseknél nem lehet felesleges forrasztás. Ehhez használjon forrasztópákát a hőmérséklet-szabályozással rendelkező mikroáramkörökhöz.
Az érintkezők egyidejű melegítése fúvókákkal ellátott hajszárítóval történik. A táblán lévő területet meg kell tisztítani. Erre alkalmas az acetonos vagy univerzális lakkhígító. Ezután a hajszárítót bekapcsoljuk, és hőmérsékletét 330-370 ºС-ra állítjuk. A minimális fúvási sebességnél a forgács felmelegszik, és az érintkezők megolvadása után csipesszel azonnal eltávolítják. Ezután a forrasztási zónát folyasztószerrel kenik, és egy új mikroáramkört telepítenek a hibás helyére. Hajszárítóval melegítve kissé megereszkedik az érintkezők olvadásától, ami a művelet végét jelzi. A forrasztási területet acetonnal töröljük le, hogy eltávolítsuk a folyasztószer maradványokat. A kellően erős érintkezőket forrasztópákával is fel lehet melegíteni.
Az egyszerű elsajátítása után át lehet váltani összetett vegyületekre, például különböző fémekre gáz-, kemence- vagy impulzusfűtéssel.

Alumínium forrasztás
Az alumínium forrasztásának nehézségei alacsony olvadáspontja (660 ºС) és erős oxidfilmje miatt jelentkeznek. Az alkatrészeket kemencében vagy gázlángégőben hevítik. Előkészítésük a zsírok oldószeres eltávolításából, valamint csiszolópapírral, csiszolókoronggal vagy rozsdamentes acél kefével végzett mechanikai tisztításból áll. Ebben az esetben újra kialakul az oxidfilm, de vastagsága sokkal kisebb, mint az előző. Ezután folyasztószert alkalmaznak a csomópontra, és felmelegítik a forraszanyag olvadáspontjára. Az elektróda rúdját addig érintik a csomóponthoz, amíg el nem kezd olvadni.

Az alumínium 150-400 ºС hőmérsékletű forrasztására szolgáló forrasztóanyag lehet cink, ón, kadmium (olvadó). Gyengén ellenáll a korróziónak, és további bevonatokat igényel. A tűzálló forrasztóanyagok, mint például a szilumin (590-600 ºС), 34A (530-550 ºС) és mások, megbízhatóbbak, és gyakrabban használják. Az alumíniumötvözetek olvadáspontja alacsonyabb. Kemencefűtéssel vannak forrasztva, ami pontosabban szabályozott.
Következtetés
Hogyan lehet vezetékeket és mikroáramköröket forrasztani forrasztópákával? A kérdésre adott válasz mindenekelőtt a szerszám és az alkatrészek gondos előkészítését jelenti. Az állandó kapcsolat létrehozása során az olvadt forrasztóréteget mindig folyasztószerrel kell védeni. Minden művelethez a csúcs munkafelületének megfelelő teljesítményű és alakú forrasztópáka kerül kiválasztásra. Az alkatrészek helyes csatlakoztatásával és a hőmérsékleti rendszer fenntartásával a forrasztás megbízható és hosszú ideig tart.
Bárki tudja mi az a forrasztópáka. De nem mindenki használja gyakran. Hogyan tanuljuk meg a forrasztópáka használatát?
Otthoni használatra elegendő egy 40 W-os forrasztópáka.
A forrasztás nem nehéz folyamat. Ez szinte mindenki számára megszokott esemény. A legfontosabb dolog az, hogy tudja, hogyan kell használni a forrasztópákát.
Forrasztási technológia

A forrasztás fémek kötése alacsony olvadáspontú fémolvadék segítségével. Ezt az olvadó fémet forrasztásnak nevezik. A forrasztás elvégzéséhez a kötési területen összeillesztendő fémeket a forrasztás olvadáspontjára kell melegíteni. Csak ilyen körülmények között képes a forrasztóolvadék kitölteni a fémek közötti érintkezési rést, és behatolni azok térfogatába. Így kellően erős fémkötés jön létre, mind mechanikailag, mind elektromosan.
A forrasztási eljárásban a legnépszerűbb az ón-ólom ötvözet, amelyben az óntartalom 20-90% között mozoghat. A legjobb eredményt a POS-40 vagy POS-60 típusú forrasztóanyagok mutatják (a számok az óntartalmat százalékban jelzik). Ezek a forraszanyagok 230 és 180ºС hőmérsékleten kezdenek megolvadni. Egyes esetekben ón-ólom forrasztóanyagot használnak bizmut (POSV-33) hozzáadásával, amely 130 ° C-ra melegítve megolvad.

Az alumíniumhuzalok forrasztásához speciális, lényegesen magasabb olvadáspontú alumínium alapú ötvözeteket kell használni. Az ón alapú forrasztóanyagokat 0,5-2 mm átmérőjű rudak vagy huzalok formájában értékesítik. Kisebb szakasz vagy alkatrészek esetén a forrasztóhuzalt részesítjük előnyben, mivel könnyebb vele dolgozni.
A legtöbb esetben a forrasztás lehetetlen anélkül, hogy megtisztítaná a fémfelületet az oxidfilmtől. Megsemmisítéséhez speciális anyagot használnak - fluxust. Réztermékek vagy rézötvözetekből készült termékek forrasztásához gyantát használnak folyasztószerként. A forrasztási területen hevítve a fluxus megvédi a fémet a légkör hatásától. A forrasztóhuzalokban általában gyantát építenek be a huzalba. A tapasztalt forrasztók folyasztószer nélkül megteszik a forrasztás felgyorsítását, és forrasztósavat használnak a fémfelület tisztítására. A kényelem érdekében a folyasztószert különféle formákban használják. Például a folyasztószer lehet gyanta alkoholos oldata. Különösen kritikus esetekben az LTI-120 márkájú gyanta használatos.
Vissza az indexhez
Különféle fémtermékek forrasztása

A réztermékek vagy rézötvözet alkatrészek általában nem okoznak problémát a forrasztás során. Könnyen forraszthatók ón- és gyantaforraszanyaggal. Az ezüstös és ezüstözött termékek ugyanúgy forraszthatók, mint a réz, azonban a csatlakozás megbízhatóságának javítása érdekében speciális ezüstadalékos ón-ólom forrasztóanyag használata javasolt.
Az acéltermékek és a horganyzott fémek nagyon rosszul forrasztanak gyantával. A helyzetet a forrasztási sav javítja, amely tönkreteszi az oxidfilmet. A fűtőberendezésekhez használt ötvözetek (beleértve a nikrómot is) csak speciális folyasztószerrel forraszthatók. A népi gyógymódok közül a közönséges aszpirin akkor válhat hatásossá, ha speciális fluxus helyett alkalmazzák. Alumínium termékek, alumínium alapú ötvözetek és rozsdamentes acélok nem forraszthatók gyantával. Forrasztásukhoz speciális eszközöket használnak (tömény foszforsav használata hatékony) és speciális ötvözeteket forraszanyagként.
Vissza az indexhez
A forrasztópáka kiválasztásának jellemzői

A forrasztáshoz a fő eszköz a forrasztópáka. Minden forrasztópáka tartalmaz egy fogantyús testet; fűtőelem (leggyakrabban hagyományos spirált használnak); rézcsípés és vezeték az elektromos hálózathoz való csatlakozáshoz. A fűtőelemet burkolat borítja, belsejében pedig rézcsípés van elhelyezve és rögzítve. Feszültség rákapcsolásakor a teljes csípés melegítését biztosítja. A csípésnek van egy hengeres része, amely a fűtőtest belsejében van rögzítve, valamint egy munkaterület (a csípés hegye).
A csípés munkarészének formája lehet penge, valamint kúpos vagy tű alakú. Általában a szúrót spatula formájában helyezik el, egy irányban 45º-os ferdeséggel vagy mindkét oldalon bevágásokkal. A hegy munkarésze a forrasztás helyétől függően lehet egyenes vagy lehajlított.

A forrasztópáka kiválasztása elsősorban a teljesítménye alapján történik. Természetesen minél nagyobb a fűtőelem teljesítménye, annál magasabb a forrasztási terület fűtési hőmérséklete és annál nagyobb a felmelegített anyag térfogata. A háztartási igényekhez szükséges forrasztópákák 20-125 wattig kaphatók. Normál körülmények között a háztartási gépek javításához a 25 vagy 40 W-os forrasztópáka használata tekinthető optimálisnak. Ezeket a forrasztópákákat kezdőknek ajánljuk.
Szinte minden forrasztópáka hegye rézből készül, ami a magas hővezető képességgel jár. A hegy átmérője észrevehetően befolyásolja a forrasztási paramétereket. Főleg kétféle csípés létezik: a szokásos 4-5 mm átmérőjű és a kis méretű - 2-3 mm. Természetesen kis elektromos áramkörök forrasztásánál célszerű kis teljesítményű, kis méretű rézhegyű forrasztópákát használni.
Vissza az indexhez
Előkészítő munka

A forrasztópáka megfelelő használatához fel kell készülnie a forrasztásra. Először is fel kell készítenie a munkahelyét. A forrasztópákával végzett munka magas hőmérséklet és elektromos feszültség jelenlétével jár. Ezért a forrasztópáka bekapcsolására szolgáló aljzatnak karnyújtásnyira kell lennie, hogy szükség esetén gyorsan le lehessen választani. Maga a forrasztópáka egy kényelmes állványon kell elhelyezni, amely biztosítja a forrasztópáka gyors felszerelését és eltávolítását. Ugyanakkor ne érjen hozzá az asztalhoz vagy más fűtött tárgyakhoz.
A különféle formájú forrasztópáka ilyen állványát készen értékesítik. Ön is elkészítheti. A saját készítésű állvány textolit talppal rendelkezik, melybe két 4-5 mm átmérőjű acélhuzalból készült állvány vagy rúd van rögzítve. Az ilyen állvány M-alakú megjelenésű, és mindkét lábával van rögzítve az alján. A forrasztópáka mindkét állvány központi mélyedésébe egyidejűleg kerül beépítésre, általában vízszintes helyzetben.
A használat megkönnyítése érdekében a forrasztóanyag és a gyanta számára kisméretű tartályokat kell biztosítani. Jobb, ha ezek kis, alacsony magasságú, de megfelelő átmérőjű fémüvegek. A kapacitásokat úgy kell rögzíteni, hogy ne mozduljanak el a forrasztási folyamat során.
A forrasztópáka hegye a munka előtt előkészítést igényel. Először meg kell vizsgálnia a munkaterület felületét. Ha az előző használat után a csípés felületén hibák észlelhetők, akkor minden felületi hibát (megereszkedés, bevágás, stb.) reszelővel el kell távolítani. Ha a csípés hegye elvesztette formáját, akkor reszelővel élesítse meg és állítsa vissza a 45 fokos ferdeséget.

Nagyon fontos, hogy a hegy hegyét forraszanyaggal (ónnal) fedjük le. Ez a következő módon történik. A forrasztópákát a forrasztóanyag olvadási hőmérsékletére melegítik. A forrasztópáka hegyét az egyik oldalon gyantába, majd forrasztóba helyezzük. A forrasztópáka kikapcsolása nélkül távolítsa el a felesleges forrasztást egy ronggyal. Még jobb, ha dörzsölje a hegyet az olvadt forraszanyaggal egy lapos fafelületen, amíg a forrasztóanyag egyenletesen be nem vonja a hegy hegyének felületét. Hasonló ónozást végez a csípés második oldala is. Ha a csípés munkarészén a ferde csak egy irányban készül, akkor elég csak a csípés ferde szakaszát ónozni.
Ezenkívül célszerű a forrasztandó fémeket előkészíteni, különösen, ha megfelelő méretűek. Célszerű a fém forrasztási területét csiszolt kendővel vagy reszelővel kezelni.
Ha a fém szennyezett, különösen zsírokkal és olajokkal, akkor a felületét oldószerrel meg kell tisztítani.
Az acél alkatrészek feldolgozását forrasztósavval kell elvégezni.
A vezetékek csatlakoztatásának egyik legmegbízhatóbb módja a forrasztás. Ez egy olyan folyamat, amelyben a két vezető közötti teret olvadt forraszanyaggal töltik meg. Ebben az esetben a forraszanyag olvadáspontjának alacsonyabbnak kell lennie, mint az összekapcsolandó fémek olvadási hőmérséklete. Otthon a forrasztást leggyakrabban forrasztópákával használják - egy elektromos árammal működő kis eszköz. A normál működéshez a forrasztópáka teljesítményének legalább 80-100 wattnak kell lennie.
Ami kell a forrasztópákával való forrasztáshoz
Magán a forrasztópáka mellett forraszanyagokra, gyantára vagy folyasztószerre lesz szükség, tanácsos állványt készíteni. Még a munka során is szüksége lehet egy kis reszelőre és kis fogóra.
Gyanta és folyasztószerek
A vezetékek jó csatlakoztatásához meg kell tisztítani azokat a szennyeződésektől, beleértve az oxidfilmet is. Ha az egymagosok még mindig kézzel tisztíthatók, akkor a sodrott vezetékek nem tisztíthatók normálisan. Általában gyantával vagy folyasztószerrel kezelik - olyan hatóanyagokkal, amelyek feloldják a szennyeződéseket, beleértve az oxidfilmet is.
A gyanta és a folyasztószer is jól működik, csak a folyasztószert könnyebb használni - az ecsetet az oldatba márthatja, és gyorsan feldolgozhatja a vezetékeket. A vezetőt gyantába kell helyezni, majd forrasztópákával melegíteni úgy, hogy az olvadt anyag beborítsa a fém teljes felületét. A fluxusok alkalmazásának hátránya, hogy ha a vezetékeken maradnak (és maradnak), akkor fokozatosan korrodálják a szomszédos burkolatot. Ennek elkerülése érdekében minden forrasztási pontot meg kell dolgozni - mossa le a folyasztószer maradványait alkohollal.

A gyanta univerzális gyógymódnak tekinthető, és a folyasztószereket a forrasztandó fémtől függően lehet kiválasztani. A vezetékek esetében ez réz vagy alumínium. Réz- és alumíniumhuzalokhoz vegyen LTI-120 fluxust vagy bóraxot. A gyantából és denaturált alkoholból (1-től 5-ig) készült házi folyasztószer nagyon jól működik, ráadásul könnyen elkészíthető. Adjunk gyantát az alkoholhoz (lehetőleg por vagy nagyon apró darabok), és rázzuk, amíg fel nem oldódik. Ezután ez a kompozíció képes feldolgozni a vezetőket és a csavarokat a forrasztás előtt.
A rézhuzalok forrasztópákával történő forrasztásához POS 60, POS 50 vagy POS 40 - ón-ólmot használnak. Alumíniumhoz a cink alapú vegyületek alkalmasabbak. A leggyakoribb a TsO-12 és a P250A (ónból és cinkből), az A fokozat (cink és ón réz hozzáadásával), a TsA-15 (cink alumíniummal).

Nagyon kényelmes forrasztóanyagok használata, amelyek gyantát tartalmaznak (POS 61). Ebben az esetben nincs szükség az egyes vezetőket külön-külön gyantával előkezelni. A kiváló minőségű forrasztáshoz azonban a forrasztópáka erősnek kell lennie - 80-100 W, amely gyorsan felmelegíti a forrasztóhelyet a kívánt hőmérsékletre.
Segédanyagok
A vezetékek forrasztópákával való normál forrasztásához szüksége van még:

A fluxus öblítéséhez alkoholra, a szigeteléshez pedig különböző átmérőjű elektromos szalagra vagy hőre zsugorodó csövekre lehet szükség. Ez az összes olyan anyag és szerszám, amely nélkül lehetetlen a huzalokat forrasztópáka segítségével forrasztópákával forrasztópákával forrasztópákával forrasztott.
Forrasztási eljárás elektromos forrasztópákával
A huzalok forrasztópákával történő forrasztásának teljes technológiája több egymást követő szakaszra osztható. Mindegyik ismétlődik egy bizonyos sorrendben:

Ez minden. Ugyanígy forraszthat két vagy több vezetéket, forraszthatja a vezetéket valamilyen érintkezőfelületre (pl. fejhallgató forrasztásakor a vezetéket a dugóhoz vagy a fülhallgatón lévő padhoz) stb.
Miután befejezte a vezetékek forrasztópákával való forrasztását és lehűlnek, a csatlakozást szigetelni kell. Az elektromos szalagot feltekerheti, ráteheti, majd felmelegítheti a zsugorcsövet. Az elektromos vezetékezésnél általában azt javasolják, hogy először csavarozzon fel néhány fordulatnyi elektromos szalagot, és tegyen rá egy hőre zsugorodó csövet, amelyet felmelegítenek.
Technológiai különbségek a fluxus használatakor
Ha gyanta helyett aktív folyasztószert használnak, az ónozási folyamat megváltozik. A megtisztított vezetőt megkenjük a kompozícióval, majd forrasztópáka segítségével kis mennyiségű forraszanyaggal felmelegítjük. Továbbá minden a leírtak szerint van.

Forrasztószálak folyasztószerrel - gyorsabb és egyszerűbb
Különbségek vannak a csavarok folyasztószerrel történő forrasztásánál. Ebben az esetben nem lehet minden vezetéket ónozni, hanem megcsavarni, majd feldolgozni egy folyasztószerrel és azonnal elkezdeni a forrasztást. A vezetőket nem is lehet lecsupaszítani – az aktív vegyületek korrodálják az oxidfilmet. Ehelyett azonban a forrasztási pontokat alkohollal kell letörölnie, hogy lemossák a kémiailag agresszív anyagok maradványait.
A sodrott huzalok forrasztásának jellemzői
A fent ismertetett forrasztási technológia alkalmas monofilekhez. Ha a huzal megsodródott, vannak árnyalatok: bádogozás előtt a drótokat kicsavarják, hogy mindent gyantaba lehessen mártani. Forrasztáskor ügyeljen arra, hogy minden vezetéket vékony forrasztóréteg borítson. Lehűlés után a huzalokat ismét egy kötegbe csavarjuk, majd forrasztópákával forraszthatjuk a fent leírtak szerint - a hegyet a forrasztóba mártva, felmelegítjük a forrasztás helyét és felkenjük ónnal.

Ónozáskor a sodrott vezetékeket „ki kell bolyhosítani”
Lehetséges-e rézhuzalt alumíniummal forrasztani?
Az alumínium más reaktív fémekkel való összekötése közvetlenül nem végezhető el. Mivel a réz reaktív anyag, a rezet és az alumíniumot nem kötik össze vagy forrasztják. A lényeg a túlságosan eltérő hővezetőképesség és más áramvezetőképesség. Amikor áram folyik át, az alumínium jobban felmelegszik és jobban kitágul. A réz sokkal kevésbé melegszik fel és tágul. Az állandó, változó mértékű tágulás/összehúzódás azt eredményezi, hogy a legjobb érintkezés is megszakad, nem vezető film képződik, minden leáll. Mert a réz és az alumínium nem forraszt.
Ha szükséges a réz és alumínium vezetékek csatlakoztatása, akkor csavaros csatlakozást kell készíteni. Vegyünk egy csavart egy megfelelő anyával és három alátéttel. A csatlakoztatandó vezetékek végein a csavar méretének megfelelően gyűrűket alakítanak ki. Fognak egy csavart, rátesznek egy alátétet, majd egy vezetőt, egy másik alátétet - a következő vezetéket, felül - egy harmadik alátétet, és rögzítenek mindent anyával.

Az alumínium és réz vezetékek csatlakoztatásának számos más módja is van, de a forrasztás nem tartozik ezek közé. Olvashat más módszerekről is, de a csavaros a legegyszerűbb és legmegbízhatóbb.
A rádióhoz és a mikroelektronikához fűződő kapcsolatomat egy csodálatos anekdota írja le Lev Tolsztojról, aki szeretett balalajkát játszani, de nem tudta, hogyan. Néha megírja a Háború és béke következő fejezetét, és ő maga azt gondolja, hogy "trendi pálinka trendi pálinka ...". A szeretett Moszkvai Repülési Intézet elektromérnöki és mikroelektronikai tanfolyamai után, plusz a bátyám végtelen magyarázkodásai után, amiket szinte azonnal elfelejtek, elvileg sikerül egyszerű áramköröket összeraknom, és még a sajátomat is kitalálom, jó most, ha nem. van kedve az analóg jelekkel, erősítéssel, hangszedővel stb. találhat egy kész mikro-összeállítást, és maradhat a digitális mikroelektronika többé-kevésbé érthető világában.
Az üzlethez. Ma a forrasztásról fogunk beszélni. Tudom, hogy sok kezdőt, aki mikrokontrollerrel szeretne játszani, ez elriasztja. De először használhatja
Szóval majdnem ott vagyunk. Mindent olyan részletesen írok le, mert őszintén szólva ez áttörés volt számomra. Amint véletlenül rájöttem, az egyszerű alkatrészek forrasztásához csak egy forrasztópáka kell, a legelterjedtebb egy csőr alakú heggyel:
És forrasztás fluxussal belül:

Mindez folyamatban van. Ezt így kell csinálni:
- Az alkatrész be van helyezve a táblába, és rögzíteni kell (nem lesz második kezed, amit megfoghatsz).
- Az egyik kezébe egy forrasztópáka, a másikba egy forrasztóhuzal kerül (kényelmes, ha egy speciális adagolóban van, mint a képen).
- Forrasztó pákát venni NINCS SZÜKSÉG.
- Érintse a forrasztópáka hegyét a forrasztás helyéhez és melegítse fel. Általában 3-4 másodperc.
- Ezután a forrasztópáka eltávolítása nélkül a másik kezével érintse meg a forrasztóhuzal hegyét a folyasztószerrel a forrasztás helyéhez. A valóságban ezen a helyen egyszerre érintkezik mindhárom alkatrész: a forrasztóelem és annak furata a táblán, a forrasztópáka és a forrasztóanyag. Egy másodperc múlva megjelenik a „pshshshshsh”, a forrasztóhuzal hegye megolvad (és egy kis fluxus kifolyik belőle), és a szükséges mennyiségű folyósító a forrasztás helyére kerül. Egy másodperc múlva eltávolíthatja a forrasztópákát forraszanyaggal és fújhatja.

Nyilvánvaló, hogy a várakozási idő minden fázisban legalább minimális gyakorlást igényel, de nem többet. Biztos vagyok benne, hogy minden kezdő, aki ezt a technikát használja, egy óra alatt megforrasztja magát Maximite-on.
Hadd emlékeztesselek a jó forrasztás főbb jeleire:
- A sok forrasztás nem jelent jó minőségű érintkezést. Egy csepp forrasztóanyag az érintkezési ponton minden oldalról fedje le, kátyúk nélkül, de ne legyen túl nagy izzó.
- A forraszanyag színe legyen közelebb a fényeshez, és ne legyen matt.
- Ha a tábla kétoldalas, és a furatok nem fémezettek, akkor mindkét oldalon a megadott technológiával kell forrasztani.
A sík elemek (persze nem a legkisebbek) még könnyebben forraszthatók valamilyen módon, bár házi készítésű készülékeknél már le kell maratni a táblát, mivel nem lesz sok kényelem a sík elemek prototípus táblán történő használatától. .
Szóval, egy kis, szinte elméleti bónusz a sík elemek forrasztásához. Ezek lehetnek mikroáramkörök, tranzisztorok, ellenállások, kapacitások stb. Ismétlem, otthon objektív korlátozások vannak a hagyományos forrasztópákával forrasztható elemek méretére vonatkozóan. Az alábbiakban felsorolom, hogy mit forrasztottam személyesen normál 220 V-os forrasztópákával.
Síkelem forrasztásához már nem lehet menet közben forrasztóanyagot használni, mivel túl sokat „leszedhet”, több lábat is „kihúzhat” egyszerre. Ezért először valamilyen módon be kell ónozni azokat a foltokat, ahová az alkatrészt tervezik. Itt sajnos nem lehet folyékony fluxus nélkül meglenni (legalábbis nekem nem sikerült).
Csepegtessen egy kis folyékony folyasztószert a foltokra (vagy foltokra), vigyen elég kevés forrasztóanyagot a forrasztópákára (folyasztószer nélkül is lehetséges). A sík elemekhez általában nagyon kevés forrasztóanyag szükséges. Ezután finoman érintse meg a forrasztópáka végét minden tapaszhoz. Valami forrasztóanyag legyen rajta. Több mint szükséges, minden tapasz "nem fog".
Fogja meg az elemet csipesszel. Először is, kényelmesebb, másrészt a csipesz eltávolítja a hőt, ami nagyon fontos a sík elemek számára. Rögzítse az elemet a forrasztás helyére, csipesszel tartva. Ha ez egy mikroáramkör, akkor ragaszkodnia kell ahhoz a lábhoz, amelyet forraszt. A mikroáramköröknél különösen fontos a hőleadás, így két csipesz használható. Az egyikkel megfogod az alkatrészt, a másodikat a forrasztott lábra rögzíted (van olyan csipesz, amit nem kell kézzel fogni). Másodperccel ismét egy csepp folyékony folyasztószert viszel a forrasztóhelyre (talán a mikroáramkörre kerül egy keveset), ugyanazzal a kézzel fogod a forrasztópákát, és egy másodpercig érinted a forrasztóhelyet. Mivel a forrasztóanyag és a folyasztószer már megvan, a forrasztott láb „elmerül” az ónozási szakaszban alkalmazott forrasztóanyagban. Ezután az eljárást minden lábon megismételjük. Ha szükséges, akkor ásni folyékony fluxus.

Ha folyékony folyasztószert vásárol, vásároljon folyadékot deszkák mosásához. Jaj, folyékony fluxussal forrasztás után jobb lemosni a táblát.
Azonnal meg kell mondanom, hogy soha nem voltam profi, és még csak nem is haladó amatőr a forrasztásban. Mindezt egy rendes forrasztópákával csináltam. A profiknak saját módszereik és felszereléseik vannak.
Természetesen egy sík elem forrasztása sokkal több szakértelmet igényel. De itthon még mindig reális. És ha nem forrasztja a mikroáramköröket, hanem csak a legegyszerűbb elemeket, akkor még mindig minden egyszerűsödik. A mikroáramkörök megvásárolhatók már alátétbe forrasztva vagy kész szerelvények formájában.
Itt vannak képek arról, amit személy szerint egy kis gyakorlás után sikeresen forrasztottam.
Ez a hajótest legegyszerűbb típusa. Ezeket olyan párnákba lehet tenni, amelyek a forrasztás bonyolultságában megegyeznek. Ezeket egyszerűen az első utasítás szerint forrasztják.


A következő kettő nehezebb. Itt már a második utasítás szerint kell forrasztani egy tiszta hűtőbordával és folyadékárammal.


Az elemi sík alkatrészek, mint például az alábbi ellenállások, meglehetősen könnyen forraszthatók:

De persze van egy határ. Ez a kedvesség már meghaladja a képességeimet.



A végén egy-két olcsó, de nagyon hasznos dolog, amit a forrasztópáka, forrasztóanyag, csipesz és huzalvágó mellett érdemes beszerezni: 
Sikerek a forrasztásban! A gyanta illata fantasztikus!