DIY virvelirummun mitat. Kuinka tehdä yhdistetty rumpu kaivolle omin käsin: käytännön vinkkejä. Menetelmät rummun kiinnittämiseksi kaivon akseliin
Luonnonkiertoisen höyrykattilan rumpu sekä höyrystimien ja lämmönvaihtimien kotelot ovat suljettu sylinterimäinen astia, jossa on pallomainen tai elliptinen pohja, jossa on kaivonreiät.
Valmistusmenetelmän mukaan kotelot ja rummut voidaan jakaa useisiin tyyppeihin:
1. hitsatut astiat;
2. taotut astiat.
Taotujen astioiden käyttö on erittäin rajallista metallijätteen suuren määrän vuoksi. Joskus ydinvoimaloiden reaktori- ja höyrynkehitysastiat valmistetaan taotuiksi.
Tarkastellaanpa hitsattujen astioiden tuotantoa. Esittelemme ensin viisi päätyyppiä alustyyppejä:
1. astiat, joiden lieriömäinen osa on tehty yhdestä levystä, kuori on valmistettu valssaamalla ja siinä on yksi pitkittäissauma;
2. astiat, joiden sylinterimäinen osa koostuu kahdesta yhteen hitsatusta puolikuoresta (kaukalosta);
3. astiat, joiden lieriömäinen osa koostuu useista poikittaissaumoilla toisiinsa yhdistetyistä kuorista, joista jokaisessa on yksi tai kaksi pitkittäistaumaa ennen kuin säiliöt kootaan sylinterimäiseen osaan;
4. astiat, jotka koostuvat kahdesta taotusta puolikkaasta, joissa on poimutettu pohja, astian puolikkaat on yhdistetty yhdellä kehäsaumalla;
5. Taotut astiat yhdestä takouksesta.
Rummun lieriömäinen osa voidaan valmistaa pitkittäis- ja poikittaisilla (pyöreillä) hitsauksilla. Pitkittäisten ja poikittaissaumojen lukumäärä määräytyy rummun halkaisijan ja pituuden mukaan sekä mahdollisuudesta saada kattilalevy, jolla on enimmäispituus ja -leveys.
Rummun sisähalkaisija on yleensä 900 - 1800 mm. Rummun seinämän paksuus saavuttaa 115 mm rummun 156 atm paineella. Rummun pituus vastaa kattilan etuosan pituutta ja on 20 metriä tai enemmän.
Tällaisen rummun paino on yli 100 t. Rummun sisään tunkeutumisen mahdollistamiseksi molemmissa pohjassa on kulkureiät, joko soikeat kooltaan 400x325 mm tai pyöreät, joiden halkaisija on 400 mm. Rummun lieriömäisessä osassa on suuri määrä reikiä, joihin liitetään erilaisia kattilaputkia liittimillä.
Rumpu on luonnollisen kierron kattilan tärkein osa. Kattilaan syötetään vettä rummun kautta, jossa höyry-vesi-seos kerätään kattilasta ja höyry erotetaan vedestä. Sieltä höyry menee tulistimeen tulistusta varten. Höyryn erottamiseksi vedestä ja sen puhdistamiseksi rummun sisään on asennettu erilaisia rummun sisäisiä laitteita.
Kattilalevyjä koskevat vaatimukset
Hitsattujen rumpujen valmistukseen käytetään Gosgortekhnadzorin käyttöön hyväksymää kattilateräslevyä, joka on sulatettu avotakkamenetelmällä tai sähköuuneissa. Vaatimukset kattilateräslevyille ovat erittäin korkeat. Kattilalevyt valmistetaan harkoista tai laatoista.
Slab on paksuseinäinen, monivalssattu harkko, jonka pituus-leveyssuhde on alle kolme. Valssauksen seurauksena valurakenne tuhoutuu, metallista tulee tiheämpää ja homogeenisempaa, kun kiteet suuntautuvat uudelleen.
Arkit toimitetaan neljältä sivulta leikattuna. Arkkien reunat leikataan palomenetelmällä. Valssauksen ja paloleikkauksen jälkeen levyt altistetaan korkealle karkaisulle.
Toimittavalta laitokselta lähetetyssä kattilaarkissa on oltava todistus, jossa ilmoitetaan:
1 - toimittajatehtaan nimi tai tavaramerkki;
2 - arkkimerkintä standardin mukaisesti;
3 - kemiallinen koostumus;
4 — lämpöluku;
5 — vuokranumero;
6 — mekaanisten testien ja metallografisten tutkimusten tulokset;
7 - lämpökäsittelyn tyyppi;
8 - todellisen lämpökäsittelyohjelman parametrit;
9 - arkin paino ja koko;
10 — Laadunvalvontaosaston johtopäätös siitä, että arkki on täysin sertifiointistandardien vaatimusten mukainen.
Itse levyyn, jälkikäsittelyvyöhykkeen ulkopuolella, etupuolen valssauksen poikki, on tehtävä seuraavat merkinnät: arkin merkintä standardin mukaisesti, lämpönumero, valssausnumero ja laatumerkki.
Saapuva ohjaus
Kattilalaitosten luotettavuuden lisäämiseksi ennen raaka-aineiden ja puolivalmiiden tuotteiden toimittamista tuotantoon ne tekevät aina saapuvan arkin saapuvan tarkastuksen. Saapuva tarkastus toimii lisäesteenä viallisille tuotteille ja tunnistaa toimittajatehtailla puuttuneet tai huolimattomasta kuljetuksesta ja varastoinnista aiheutuneet viat.
Kattilalaitosten saapuvan tarkastuksen vaatimukset eivät eroa tuotantolaitosten vaatimuksista. On kuitenkin otettava huomioon, että saapuva tarkastus on toistuva tarkastus - lisätoiminto, joka johtaa tuotteen kustannusten nousuun.
Tyypillisesti saapuva ohjaus koostuu seuraavista toiminnoista:
. asiakirjojen tarkastukset;
. ulkoinen tarkastus ja mittaus;
. testit kemiallisen koostumuksen, mekaanisten ominaisuuksien ja metallografisten ominaisuuksien määrittämiseksi;
. materiaalin laadun tarkistaminen ainetta rikkomattomilla valvontamenetelmillä.
Ennen kuin arkki käynnistetään tuotantoon, on tarpeen tarkistaa mukana olevien sertifikaattien saatavuus, niissä olevien tarvittavien tietojen täydellisyys ja niiden noudattaminen teknisten eritelmien ja GOST:ien vaatimusten kanssa.
Kattilalevyjä ei oteta tuotantoon ilman sertifikaattia ja kehyksiä.
Huolimatta ulkoisen tarkastuksen primitiivisyydestä, sen avulla voit hylätä levyt, joissa on vakavimmat viat.
Ulkoisen tarkastuksen aikana jokainen arkki tarkastetaan. Arkin ulkopinnassa ja reunoissa ei saa olla hilsettä, halkeamia, syviä naarmuja, korkkeja, auringonlaskuja, kuonasulkeumia ja delaminaatioita. Toimittajan merkintöjen ja tuotemerkkien olemassaolo tarkistetaan. Arkin pituus, leveys ja paksuus mitataan.
Materiaalien kuljetuksen, varastoinnin ja varastoinnin aikana saattaa esiintyä tapauksia, joissa eri teräslajeja olevat levyt ovat samassa paikassa ja niiden merkinnät ovat pyyhitty pois. Teräslaadun määrittämiseen käytetään kemiallisia ja spektraalisia analyysejä. Etusija annetaan spektrianalyysille, koska se on nopeampi ja tarkempi. Eräs spektrianalyysin tyyppi on steeloscopy. Kaikille seosteräksistä (tyyppi 16GNMA) valmistetuille levyille tehdään terässkooppi seosaineiden esiintymisen määrittämiseksi, minkä jälkeen teräskoskooppi tekee merkin tarkastettuun levyyn. Steeloskopian tulokset kirjataan kattilan passiin.
Teräslajeista 16GNMA ja 22K valmistetuille levyille, joiden paksuus on vähintään 60 mm rumpujen ja muiden korkeapaineastioiden (10 MPa) valmistukseen, suoritetaan ulkoisen tarkastuksen ja mittauksen sertifikaattitietojen tarkastamisen jälkeen ultraäänivirheiden havaitseminen ruuturuudukko 1, jonka solukoot ovat 200×200 mm ja koko levykehän 2 reunaleveydellä 200 mm reunoista.
Ultraäänitestaus mahdollistaa delaminaatioiden, kuoren halkeamien ja kaasuhuokosten havaitsemisen metallin paksuudesta. Tämän menetelmän etuna on ohjauksen yksinkertaisuus, nopeus ja luotettavuus sekä erikoistilojen ja kalliiden laitteiden tarpeen puuttuminen.
Arkkien muokkaus
Rumpujen valmistukseen tarkoitetuissa levyissä on usein poikkeamia litteästä muodosta. Teräslevyssä reunalle asetetun viivaimen ja hallittavan levyn pinnan välinen rako ei saa olla suurempi kuin:
valssauksen suunnassa levyille, joiden paksuus on 4-8 mm -2 mm;
levyille, joiden paksuus on 2,20 mm - 1,5 mm;
levyille, joiden paksuus on yli 20 mm - 1 mm;
rullan poikki – enintään 1 mm.
Hitsattujen rumpujen valmistuksessa levyjen oikaisulla ja niiden reunojen käsittelyllä on suuri merkitys, koska laadukas hitsausliitos saadaan vain hyvin suoristetuilla levyillä ja siten oikein käsitellyillä reunoilla.
Metallin koneoikaisu suoritetaan oikaisukoneilla.
1-ohjainrullat; 2 — ylemmät oikaisutelat; 3 - alemmat suoristusrullat.

Monirullaiset levyoikaisukoneet on suunniteltu valssattujen arkkien oikaisuun. Kitkan vaikutuksesta arkki vedetään sisään ja viedään kahden oikaisutelan rivin väliin, jotka on järjestetty shakkilautakuvioon. Jokainen levyn osa kokee vuorotellen useita taivutuksia vastakkaisiin suuntiin, jolloin jännitykset ylittävät levymateriaalin myötörajan. Tämän seurauksena arkin epätasaisuudet poistetaan ja levy tulee ulos koneesta litteänä tai lievästi tasaisena kaareutuneena koko pituudeltaan.
Mitä ohuempi arkki ja kovempi levymateriaali, sitä vaikeampaa on oikaista ja sitä enemmän koneessa tulee olla rullia. Höyrygeneraattoriteollisuuden yleisimmät koneet ovat koneet, joissa on 7-11 tasoitustelaa.
Oikaisukoneella työskennellään seuraavasti: suoristettavan levyn reuna työnnetään telojen väliin. Sitten koko ylätelojen rivi lasketaan asentoon, jossa syntyy oikaisua varten tarvittava levyn taivutus. Tämän jälkeen telojen pyöritys käynnistetään ja levyn 5-6-kertaisen edestakaisen liikkeen jälkeen koneessa levy suoristetaan. Telojen liikesuuntaa muutetaan käännettävällä sähkömoottorilla.
Koska levy altistuu plastiselle muodonmuutokselle, jossa metallin jännitykset ylittävät myötörajan ja tapahtuu metallin kovettumista, niin oikaisun jälkeen karkaisun poistamiseksi levy joissain tapauksissa hehkutetaan.
On huomattava, että pääsääntöisesti yli 16 mm ohuita arkkeja voidaan muokata. Paksummat levyt, jotka lämmitetään ennen taivutusta, suoristetaan taivutusprosessin aikana.
Muokkauksen jälkeen arkit lähetetään merkitsemistä varten.
Merkintä
Osien massatuotannossa peltilevystä ne voidaan leikata ilman alustavaa merkintää pysäyttimien avulla. Yleensä merkintä on välttämätön toimenpide.
Merkinnällä määritetään leikatun tai koneistetun kappaleen ääriviivat, määritetään sisäleikkausten paikat ja koot, reikien keskipisteiden sijainnit, viisteiden mitat, taivutus- ja työstörajojen sijainnit sekä joissakin tapauksissa osoittavat osien vertailutasot.
Kuoren puolikkaiden ja pohjien valmistus alkaa arkin merkitsemisellä aihioiden leikkaamista varten, mikä ei ole vaikeaa ja tehdään viivaimen, kompassin, sydämen ja vasaran avulla.
Tärkeä seikka! Sähköhitsausastian kokoamisehtojen mukaan astian sylinterimäisen osan ja pohjan poikittaismitat on huomioitava sellaisella tarkkuudella, että sen pitäisi varmistaa reunojen siirtyminen sylinterimäisen osan liitoskohdassa pohjaan enintään 0,1 suonen seinämän paksuudesta. Siksi kotimaiset kattilatehtaat ovat ottaneet käyttöön järjestelmän S≤45 mm:n astioiden lieriömäisen osan valmistukseen perustuen pohjan todelliseen halkaisijaan kylmänä mitattuna. Tämä vaatimus on eliminoitu paksuseinäisten astioiden (S>45 mm) valmistuksessa, koska tällöin kuorien ja pohjien toisiaan vasten olevat reunat koneistetaan määritettyihin mittoihin.
Vaipan tai kaukalon levyn merkintä suoritetaan leikkauskaavion mukaan kuoren valmistustekniikasta riippuen. Jos vaippa valmistetaan kahdesta kourusta leimaamalla tai peräkkäin puristimella taivuttamalla, puolikuoriaihio on 1 - suorakulmio, jossa on kaksi muotoiltua päätysivua.

Neljää ulompaa ulkonemaa 2 (kaksi kummallakin puolella) käytetään työkappaleen ja meistetun kuoren puolikkaan kuljettamiseen; lisäksi ne ovat tulo- ja ulostuloliuskoja pitkittäissaumojen sähkökuonahitsaukseen ja paikkoja pienten asennuskiinnikkeiden asennusta varten; keskiuloke 3 on välttämätön tehokkaan teknologisen asennuskannattimen asentamiseen, kun kaksi puolikuorta kootaan kuoreen. Kaikki nämä ulkonemat ovat teknologisia ja kuoren valmistusvaiheessa ne poistetaan kaasuleikkauksella.
Merkintöjen oikeellisuuden tarkastaa laitoksen laadunvalvontaosasto ja jos poikkeamat mitoista eivät ylitä 5 mm (pituudella 10 m) ja 10 mm (pituudella yli 10 m) ja ero merkityn suorakulmion lävistäjät eivät ylitä 5 mm, levyt toimitetaan leikattavaksi.

Pohjan aihio on tasainen pyöreä kiekko. Teräslevylle, jonka paksuus on yhtä suuri kuin pohjaseinän paksuus, keskilävistimellä merkitään piste ympyrän keskelle kompassin jalan. Työkappaleen halkaisija määritetään GOST 6533-78:n mukaisten laskentakaavojen avulla. Jos pohjassa on kaivon reikä, se on merkitty esileikkausta varten ja kaivon pääakseli on kohtisuorassa levyssä olevien kuitujen suuntaan nähden.
Merkinnässä on otettava huomioon hitsauksesta johtuvat lineaarisen lyhennysvarat ja ne on ilmoitettava teknisissä asiakirjoissa.
Jokaisen aihion keskiosaan, joka on merkitty arkkiin pohjan ja kuorien leimaamiseksi (tai valssaamiseksi) valssauksen poikki, jälkikäsittelyvyöhykkeen ulkopuolella on merkintä, joka osoittaa:
arkin toimittajan merkki;
teräslajit;
lämpöluvut;
arkkien numerot;
työkappaleen sarjanumero;
pohjan halkaisija ja levyn paksuus;
piirustusmerkinnät.
Huomautus: alle 4 MPa:n paineen kattiloiden kolmea viimeistä pistettä ei saa ilmoittaa merkinnässä.
Metallin leikkaus
Höyrygeneraattorin osien valmistuksessa käytetään kahta leikkausmenetelmää:
. mekaaninen;
. tuli tai kaasu.
Metallin happikaasuleikkausta käytetään laajalti levyjen leikkaamiseen. Tämä leikkausmenetelmä perustuu raudan kykyyn palaa 1300-1350 C lämpötilassa riittävän vahvassa ja oikein suunnatussa happivirrassa niin nopeasti, että palamisvyöhykkeen viereiset alueet eivät ehdi lämmetä merkittävästi. Kaasuleikkaus voidaan tehdä manuaalisesti, puoliautomaattisesti ja automaattisesti.

Automaattiseen leikkaamiseen käytetään kiinteitä kaasuleikkausyksiköitä, jotka on varustettu erityisillä pöydillä arkkien asettamista varten. Leikkausprosessin aikana arkki pysyy paikallaan ja leikkuri (tai leikkurilohko) liikkuu leikkauslinjaa pitkin.
Säiliöiden ja puolikkaiden valmistus
Vaipat valmistetaan valssaamalla teräslevy taivutusteloille tai meistamalla se, minkä jälkeen puolikkaat (kaukalot) kootaan ja hitsataan vaippaan.
Valmistettaessa kuoria valssaamalla on kaksi vaihtoehtoa niiden valmistukseen:
. kuori liikkuva;
. puolikuorten valssaus, jonka jälkeen kokoaminen ja hitsaus vaippaan.
Valssaukseen käytetään kolmirullaisia tai nelirullaisia levytaivutusteloja. Rullien tehosta riippuen taivutus tehdään kylmänä tai kuumana. Suurilla kaarevuussäteillä levyt valssataan kylmässä tilassa ja pienillä säteillä kuumassa tilassa.

Levyjen taivutus teloilla liittyy sellaisiin levyn muodonmuutoksiin ulkoisten voimien vaikutuksesta, joissa levyn ulkokuidut pidennetään ja sisäkuidut lyhennetään. Levyn paksuuden keskeltä kulkeva neutraali viiva pysyy muuttumattomana taivutusprosessin aikana.
Kolmirullaisilla rullilla taivutettaessa on mahdotonta saada oikeaa vaipan sylinterimäistä muotoa - suorat osat jäävät. Kolmitelarullia käytettäessä tarve saada myös reunataivutuspuristin rajoittaa niiden käyttöä kattilarumpujen valmistuksessa. Päinvastoin, mahdollisuus taivuttaa reunoja levyissä nelirullaisilla teloilla on johtanut niiden laajaan käyttöön.
Levyjen taivutus valssausmenetelmällä koostuu seuraavista toimenpiteistä: taitereunaisen levyn asentaminen teloihin, levyn taivutus kouruksi tai vaippaksi ja irrotus teloista.
Arkin taivutusprosessi (muodonmuutos) alkaa siitä hetkestä, kun telat pyörivät ja ylätela 3 lasketaan kolmitelaisilla taivutusteloilla tai sivutelojen 4 samanaikainen nosto nelitelaisilla taivutusteloilla.
Vaipan tai kourun 2 valssaus suoritetaan yhdessä tai useammassa arkin ajossa rullissa 1, 3, 4, jolloin levy tekee edestakaisen liikkeen muuttamalla työtelojen pyörimissuuntaa; pohja 4 kolmirullassa ja pohja 1 nelirullarullassa.
Vaipat valmistetaan teloilla, joiden halkaisija, levyn paksuus ja pituus on rajoitettu:
. vaipan vähimmäishalkaisija on 1,25 kertaa ylätelan halkaisija;
. suurin seinämän paksuus - 90 mm;
. kuoren pituus enintään 3 m.

Paksuseinämäiset levyt taivutetaan kuumana, ja levyt lämmitetään 950-1100 C:een erityisissä sisäänvedettävällä tulisijalla varustetuissa levylämmitysuuneissa.
Lämmitysprosessin aikana sinun on tarkkailtava huolellisesti lämpötilaa. Kuumennusaika on 2-4 tuntia riippuen arkkien materiaalista ja paksuudesta, koosta ja määrästä.
Reunavuori lakanoissa
Reunuksen olemus on, että ennen levyn taivuttamista sylinteriksi tai kouruksi pituussauman muodostavat levyn reunat taivutetaan määrättyyn kaarevuussäteeseen. Muussa tapauksessa taitettu kuori ei ole lieriömäinen jäljellä olevien taittamattomien päiden vuoksi a.

Tämä johtuu siitä, että teloissa taivutettaessa levyn a päätyosa pysyy lähes tasaisena; tämän osan leveys on noin puolet alempien telojen keskipisteiden välisestä etäisyydestä.

Kolmirullaisilla teloilla tasaisen osan leveys on 150-200 mm. Taivutettaessa levyjä nelirullaisilla teloilla litteä poikkileikkaus vaihtelee välillä S - 2S riippuen taivutetun reunan pituudesta (S on levyn paksuus).
Arkkien särmäyksen tärkeys ennen valssausta määräytyy sen perusteella, että se takaa rummun oikean lieriömäisen muodon; jälkimmäinen on edellytys korkealaatuisen hitsauksen varmistamiseksi.

Oikean liitoksen valmistelemiseksi hitsausta varten suoran levyn päät käsitellään mekaanisesti tai palokäsittelynä mallien mukaan.

Rullattaessa arkkia, jossa on taitetut reunat, levylle annetaan oikea lieriömäinen muoto.
Reunojen vuorausmenetelmät:
1. Arkin päiden taivutus kylmässä ja kuumassa tilassa hydraulisella reunataivutuspuristimella (I - reunuksen alkuvaihe, II - reunuksen loppuvaihe; 1 - lävistys, 2 - matriisi, 3 - arkki).
2. Arkin päiden taivutus kylmässä ja kuumassa 4-telaisissa levyn taivutusteloissa.

Taivutuslevyn päät reunataivutuspuristimen alla
3. Purista levyn päät kolmirullaisten arkkitaivutustelojen alateloille asennettuun taivutusmatriisiin.

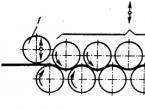
Levyjen reunojen vuoraus nelitelalla, 1 – alatela, 2 ja 5 – sivutela, 3 – ylätela, 4 – arkki

Vuoraa reunat painamalla arkin pää taivutusmatriisiin,
1-matriisi, 2-ylempi rulla, 3-arkki, 4-alarulla
Progressiivinen menetelmä on kuorien valmistus kahdesta puolikuoresta.
Puolikkaat (kaukalot) myöhempää kuoreen kokoamista varten valmistetaan hydraulipuristimella:
. leimausmenetelmä suljetussa muotissa;
. peräkkäin taivuttamalla avoimessa muotissa (yleinen taivutusmenetelmä).
Puolikkaiden kuorien leimaaminen ja taivutus tehdään kuumana.
Työkappaleet lämmitetään lämmitysuuneissa, joissa on liukuva tulisija. Useita työkappaleita asetetaan pidennetylle alapuolelle välilevyjen kautta. Metallien hilseilyn vähentämiseksi uuni esilämmitetään 700-800 C lämpötilaan. Leimausaihio lämmitetään 950 C lämpötilaan.
Kuumennettu työkappale syötetään suutinmatriisiin ja keskitetään. Taivuta ensin työkappale puoleen kuoren puolikkaan korkeudesta poistamalla hilse varovasti työkappaleesta ja matriisista paineilmalla. Tämän jälkeen puristinpoikki lasketaan alas ja suoritetaan lopullinen puolikuoren leimaus.
Halkaisijaltaan tai seinämäpaksuudeltaan erilaisten puoliskoiden leimaamiseen tarvitaan erilaisia leimoja, joiden valmistaminen on melko vaikeaa ja kallista. Universaalimpi menetelmä, joka ei vaadi kalliita muotteja, on puolikuoren valmistusmenetelmä peräkkäin taivuttamalla avoimessa muotissa.
Hydraulisella puristimella taivutusmenetelmällä valmistetaan pääasiassa puolikuoria (kaukaloita) hitsatuille korkeapainerummuille, joiden seinämän paksuus on jopa 100 mm tai enemmän. Jokainen vaippa, joka muodostaa rummun lieriömäisen osan, on hitsattu kahdesta identtisestä puolikuoresta - kouruista, jotka on taivutettu kuumassa tilassa hydraulisella taivutuspuristimella.

Taivutus suoritetaan käyttämällä yksinkertaista yleismuotista, joka koostuu meististä a ja kahdesta tukikappaleesta b, jotka on asennettu taivutuspuristimen pöydälle, manipulaattorin työntäjä c.
Taivutuspuristimen puolikuoren taivutustekniikka sisältää useita peräkkäisiä siirtymiä, jotka suoritetaan useiden puristusiskujen aikana.
Yleismatriisissa levyn ensimmäinen taivutus tehdään yleislävistimellä 100 mm:n etäisyydellä reunasta. Lähemmäksi reunaa on teknisesti mahdotonta taivuttaa. Taivutuksen jälkeen puolikuoren reunat jäävät taipumattomiksi leveydeltään hieman pienempiä kuin tukipalojen välinen etäisyys. Siksi työkappaleen leveys otetaan sivulta kahdesta neljään kertaan levyn paksuuden verran. Taivutuksen jälkeen puolikkaan kuoren suorat reunat leikataan pois.
Kuoren puolikkaiden taivuttamiseksi kuumassa tilassa työkappaleet kuumennetaan uunissa 1100 C:een. Työkappaleen jäähtyminen puristimella taivutettaessa sallitaan vähintään 800 C:n lämpötilaan.
Pohjien leimaus
I - puristimen sijainti ennen leimaamista; II - pohjan laippauksen alku; III - laipan pää; IV - valmiin pohjan poistamisen alku lävistyksestä; V - valmiin pohjan poistamisen loppuun saattaminen; 1 - tyhjä; 2 - lävistys; 3 – avausrengas; 4 – ejektori.
Pohjien leimaus suoritetaan hydraulipuristimilla. Leimausprosessin tulee päättyä metallin lämpötilassa vähintään 880 C (normalisointilämpötila). Määritellyn lämpötilan varmistamiseksi on tarpeen lämmittää työkappaleet 1050-1100 C:een. Kuumennetun työkappaleen jäähtymisen välttämiseksi sen syöttäminen puristimeen, asennus leimaan ja muodonmuutos on suoritettava ilman pienintäkään viivettä.
Ylimääräinen metalli pohjan lieriömäisen osan korkeudelta, joka johtuu metallin poistosta leimausprosessin aikana, on leikattava, jättäen koneistukseen vähimmäismäärän ja tasaisen varauksen.
Leimatuissa puolikuorissa ja pohjassa on suuri hilsekerros, joka on poistettava, mikä saavutetaan kuumentamalla näitä osia kaasupolttimella. Kuumennettaessa kalkki putoaa pois perusmetallista, koska sen lämpölaajenemiskerroin eroaa puhtaan metallin vastaavasta kertoimesta. Osa tiukasti kiinni tarttuneesta hilseestä ei kuitenkaan vielä putoa, ja osien loppupuhdistukseen käytetään ilmatalttaa tai hiomakonetta.
Jatkoa rumpujen valmistusta käsittelevälle artikkelille.
Jos alueellasi on vähintään 1-2 suurta kaapelituotteiden valmistajaa, niin ehkä idea kaapelirummun tuotantolaitoksen avaamisesta sopii sinulle. Vaikka valmistajat eivät tarvitse kaapelikeloja. On olemassa suuri määrä kaapelivarastoja, joissa kaapeli leikataan ja kelataan. Ne kaikki vaativat kaapelirummut kaapelin ja johdon kuljettamiseen. Näin he sanovat foorumeilla (homeidea.ru):

Kaapelirumpuja tai kaapelikeloja, kuten niitä myös kutsutaan, käytetään kaapelituotteiden kelaukseen, kuljettamiseen ja varastointiin. Saatavana koot 5-22. Kaapelirumpuille on perustettu GOST 5151-79 "Sähkökaapeleiden ja -johtojen puiset rummut".

Kaapelirumpuja tarvitsevat ennen kaikkea kaapelituotteiden valmistajat. Markkinoilla on tarjontaa, mutta usein puurummut toimitetaan huonolaatuisina, autotalliolosuhteissa valmistettuina vanhoilla 80- ja 90-luvun kalustoilla. Jos pystyt tarjoamaan laadukkaamman tuotteen, sinulla on aina ostaja. Koon 8 puisten kaapelirumpujen tukkuhinta alkaa 800 ruplasta, koon 22 - 2500 ruplaa kappaleelta. Itse asiassa jopa pieni työpaja, jossa on 6 työntekijää, voi tuottaa jopa 15 kaapelirumpua vuorossa. Tällaisen mikroyrityksen kuukausiliikevaihto on vähintään 400 tuhatta ruplaa. Lisäksi yritys voi valmistaa myös muita puutuotteita, esimerkiksi puulavat.
Tuotanto on edullista sijoittaa sinne, missä on riittävä raaka-ainepohja: puunkorjuuyritykset, sahat. Kaapelirummut ovat melko iso tuote, joten niiden valmistus edellyttää riittävien tuotanto- ja varastotilojen saatavuutta. Yrityksen likimääräinen rakenne on seuraava:
- tuotantopaja - alkaen 150 neliömetriä. m;
- mekaaninen korjaamo - alkaen 50 neliömetriä. m;
- varasto - alkaen 100 neliömetriä. m;
- toimisto- ja henkilöstötilat - alkaen 20 neliömetriä;
- suihku ja kylpyhuone - alkaen 8 neliömetriä.
Keskeisen vesi- ja viemäriverkoston saatavuus vaaditaan. Ympärivuotiseen tuotantoon tarvitaan lämmitetty huone. Siksi sinun on vuokrattava tuotantotilaa 300 neliömetriä. m. Alueesta riippuen kuukausivuokra maksaa 80 tuhatta ruplaa.
Pääasialliset kustannukset liiketoiminnan alkaessa menevät laitteiden hankintaan. Kaapelirumpujen valmistukseen tarkoitettujen laitteiden markkinoilla erotetaan manuaaliset ja automaattiset linjat. Jos haluat säästää rahaa alussa, ota b. u. käsien linjat. Voit avata täysimittaisen tuotannon jopa 5 miljoonalla ruplalla. Samalla varaudu siihen, että joudut luomaan 15-20 hengen henkilöstön, joka työllistyy suoraan tuotantoon. Yksi työntekijä pystyy valmistamaan 2-3 rumpua 8 tunnin työvuorossa. Vastaavasti 50 rummun tuotantoon vuoroa kohden tarvitaan 25 henkilöä. Esimerkkinä käyttäjän "Roman Valerievich" sanat metsäteollisuuden ammattifoorumista wood.ru:
Automaattisten laitteiden hankinta, kaapelirumpujen tuotantolinja, maksaa useita kertoja enemmän kuin manuaaliset laitteet. Puhumme 10 miljoonan ruplan tai suuremmista summista. Mutta automaatio mahdollistaa korkealaatuisempien tuotteiden valmistamisen, jolloin manuaaliseen valmistukseen sisältyvien vikojen todennäköisyys on minimoitu. Lisäksi tarve palkata suuri määrä työntekijöitä vähenee merkittävästi, mikä vähentää merkittävästi palkkojen maksamiseen liittyviä kiinteitä kustannuksia. Näin ollen tuotantokustannukset alenevat ja tuotteiden hintojen asettamisessa on enemmän tilaa. Tuotteesta tulee kilpailukykyisempi.
Luotettavimmat kaapelirumpujen tuotantolinjat valmistetaan Espanjassa ja Italiassa. Esimerkiksi Bobimaticin kaapelirumpujen käsittelykeskus (Espanja):

Tällainen laite leikkaa ympyrän (puolan) yhteen lyötystä levystä, viistää sen, jyrsii kaulan ympyrän, poraa reikiä holkkeja ja tappeja varten ja leikkaa kaulaan samankeskisen uran.
Italialaisilla Corali-linjoilla on vieläkin enemmän toiminnallisuutta ja ne sisältävät naulauskoneen, reiänporauskoneen, muotoilu- ja jyrsinkoneen, puhdistusosan, mekaanisen pinoamiskoneen ja ketjukuljettimen. Tällä linjalla voidaan valmistaa rumpuja, joiden leukakoot ovat 600 - 1250 mm, 1000 - 2500 mm. Linjaa voi käyttää vain 4-6 henkilöä. Ja sen tuottavuus on vähintään 800 valmista tuotetta vuorossa.
On toinenkin vaihtoehto tällaisen liiketoiminnan järjestämiseen - valmiin tuotannon ostaminen. Esimerkiksi Avitossa on tarjouksia 11 miljoonalla ruplalla:

Tämän vaihtoehdon etuna on, että saat valmiin työmallin, jossa on kertynyt asiakaskunta. Osta ja tienaa tuloja. Toinen kysymys: kuinka kannattavaa tämä tuotanto on ja onko se kannattavaa...
Jokainen rumpali on joskus kääntänyt virveli ylösalaisin ja katsonut sitä kirkkaan pohjapään läpi ihmetellen, miksi kaikkien mielestä rumpujen valmistus on niin edistynyt tiede. Ja itse asiassa sen muotoilu näyttää yllättävän yksinkertaiselta: vain pyöreä kylpyamme, johon on ruuvattu erilaisia metallielementtejä. Mutta ulkonäkö voi pettää. Itse asiassa tarkka geometria, josta virveli on kuuluisa tunnetuista ominaisuuksistaan, kehitettiin vuosisatojen aikana yrityksen ja erehdyksen avulla lukuisten fysiikan yhtälöiden avulla.
Päätimme näyttää sinulle, mitä tarvitaan, jotta saat tuon hämmästyttävän äänen, joka tekee miljoonia uria. Tämän selvittämiseksi pyysimme apua Bill Detamorelta, Pork Pien takana. Hän on vakiintunut Etelä-Kalifornian räätälöity rumpuyritys, joka tunnetaan kauniin värikkäistä malleistaan ja hurjan alkuperäisistä ideoistaan. Emme tietenkään odota sinun kiirehtivän hakemaan tarvittavia osia ja ostamaan laitteita oman virveli tekemiseen (vaikka tietysti voit kokeilla). Haluamme vain näyttää, kuinka petollinen tämän monimutkaisen instrumentin ulkoinen yksinkertaisuus on.
Ensimmäinen vaihe on muotoilla amme ja leikata se haluttuun kokoon. Sen jälkeen mitataan kuori ja ulkokansi ja leikataan jälkimmäinen sopivan kokoiseksi. Sekä pinnoite että amme on esikäsiteltävä hieman hiekkapaperilla ennen suoraan liimaamiseen siirtymistä, jotta karhea pinta edistää parempaa kiinnittymistä liimaan. Tämän jälkeen liimaamme molemmat osat ja rullaamme ne yhteen varmistaaksemme vahvemman tarttuvuuden.
Liimauksen päätyttyä tiivistamme saumat, mikä on yksi tärkeimmistä kohdista pinnoitetta levitettäessä. Tämä tekniikka suoritetaan hieman eri tavalla jokaisessa yrityksessä. Uskomme, että liitosta tiivistäessä on varmistettava, että se on mahdollisimman vahva ja kestävä, joten käytämme erityistä kemikaalia, joka sulattaa levyn molemmat reunat yhteen, jotta ne eivät koskaan irtoa.


Leikkaa sitten ylimääräinen pinnoite pois pienellä käsileikkurilla. Tämä on nopea vaihe prosessissa.

Tämän jälkeen reunat leikataan. Käyttämällä kahta erilaista jyrsinpäätä leikkaamme reunat neljä kertaa varmistaaksemme ulkoleikkauksen 45 asteen kulmassa ja sisäleikkauksen vastakkaiselle puolelle, joka täyttää muovin ääriviivat. Tavoitteenamme on luoda reuna, jonka kautta tärinä siirtyisi tehokkaasti päästä kuoreen.

Nyt on aika valmistella rumpu merkintää ja porausta varten kiinnittämällä ilmastointiteippi vaipan strategisiin osiin. Teipin avulla voit merkitä viivoja ja porauskohtia, joihin eri metalliosat kiinnitetään, ja auttaa myös poraamaan kuoren läpi siististi minimaalisella halkeilulla. Tämä prosessi vaatii tarkkuutta. Jos ammeen merkinnät on tehty jotenkin väärin, lopputulos on korjaamaton.

Tämä laite on leikkuri, jolla tehdään syvennyksiä jousia varten. Kun olemme leikaneet siitä lovet, viimeistelemme lovien ääriviivat viilalla. Tuloksena on lähes huomaamaton ura, joka houkuttelee rumpujen kielet päähän maksimaalisen erottuvan äänen saamiseksi.

 Kun syvennykset on tehty, käännämme huomiomme takaisin reunoihin - käsittelemme ne manuaalisesti kahden eri numeron hiekkapaperilla, jotta ne olisivat mahdollisimman sileitä.
Kun syvennykset on tehty, käännämme huomiomme takaisin reunoihin - käsittelemme ne manuaalisesti kahden eri numeron hiekkapaperilla, jotta ne olisivat mahdollisimman sileitä.
Kun reunat ovat valmiit, hiomme kuoren sisäpinnan hiekkapaperilla ja kiillotamme pinnoitteen nopeasti kiillotuslaikalla.
Nyt on aika viimeistellä tätä kauneutta, mukaan lukien Bill Detamoren allekirjoitus (jonka hän laittaa jokaiseen kelaan). Ja lopuksi laita päät ja vanteet päähän - ja voit pelata!

Käännös tehty tekijänoikeuksien haltijan DRUM luvalla! lehti..
Rumpu on vanhin lyömäsoitin. Uskotaan, että Mesopotamian asukkaat käyttivät niitä ensimmäisinä. Hieman myöhemmin ne ilmestyivät muinaisessa Egyptissä ja Sumerissa. Rummut olivat olennainen osa salaperäisiä rituaaleja, uskonnollisia seremonioita ja rituaalitansseja. Tuolloin ne tehtiin massiivipuisista kehyksistä, sisältä onttoja ja eläimen ihokalvoja. Nyt rumpujen luomisprosessia ja käytettyjä materiaaleja on parannettu, mikä on mahdollistanut näiden instrumenttien massatuotannon. Kadun sotilasbändien tarve esiintyä sisätiloissa johti rumpusetin keksimiseen. Kolmen muusikon esittämät osat yhdistettiin yhdeksi rumpusetin ansiosta!
Nykyään rummun runko tehdään monikerroksiseksi tietyn leveyden ohuista vaahteralevyistä, jotka on kiinnitetty yhteen ns. laminoinnilla tai metallista. Monikerroksisen rummun ääni on komeampi kuin yhdestä puusta tehdyn instrumentin ääni, ja metallirummun ääni on terävämpi ja kovempi, toisin kuin puurummun. Metallin tapauksessa rummun runko on valettu nestemäisestä kuparin ja tinan seoksesta. Seuraavaksi runko hiotaan ja kiillotetaan, jolloin saadaan täysin sileä pinta. Robottiporan avulla runkoon porataan reikiä tulevan rummun eri osien kiinnittämiseksi ja sen tilavuuden säätämiseksi. Sitten lieriömäisen aihion reunat leikataan 45 asteen kulmaan. Kotelon reiät ja syvennykset on hiottu ja kiillotettu käsin. Jotta instrumentti kestäisi mahdollisimman pitkään, se on päällystetty suojaavalla lakalla. Kokoonpanon aikana porattuihin reikiin työnnetään kiristyslaitteita kalvon kireyden säätämiseksi. Seuraavaksi sarjan virveliä valmistettaessa on kiinnitetty mekanismi, jonka avulla voit vaihtaa äänitilaa ja soittaa jousilla tai ilman. Kalvot on kiinnitetty kromivanteilla. Ne on valmistettu erittäin kestävästä polyesteristä, joka, toisin kuin aito nahka, ei ole herkkä lämpötilan ja kosteuden muutoksille. Alempi läpinäkyvästä polyesterikalvosta valmistettu kalvo on paljon ohuempi kuin ylempi ja siirtää äänen nopeasti kieleihin. Rumpujen kielten valmistukseen käytetään kuparia, terästä tai messinkiä. Ne vedetään samansuuntaisesti alemman kalvon kanssa ja liitetään jännityssäätimeen.
Voimakkaampaa ääntä varten on matalaääninen rumpu. Sen muoto on hieman erilainen ja kalvo on venytetty siten, että se tuottaa matalampia ääniä. Jokainen rumpu on viimeistelty tarkastuksella, virityksellä ja äänitestauksella.
Jos haluat oppia soittamaan niitä, tule Jamin viileään musiikkikouluun. Täällä voit paitsi hallita rumpusettiä tyhjästä ja kehittää rytmitajua, myös saada kokemusta soittamisesta osana todellista musiikkiryhmää.